Abstract:
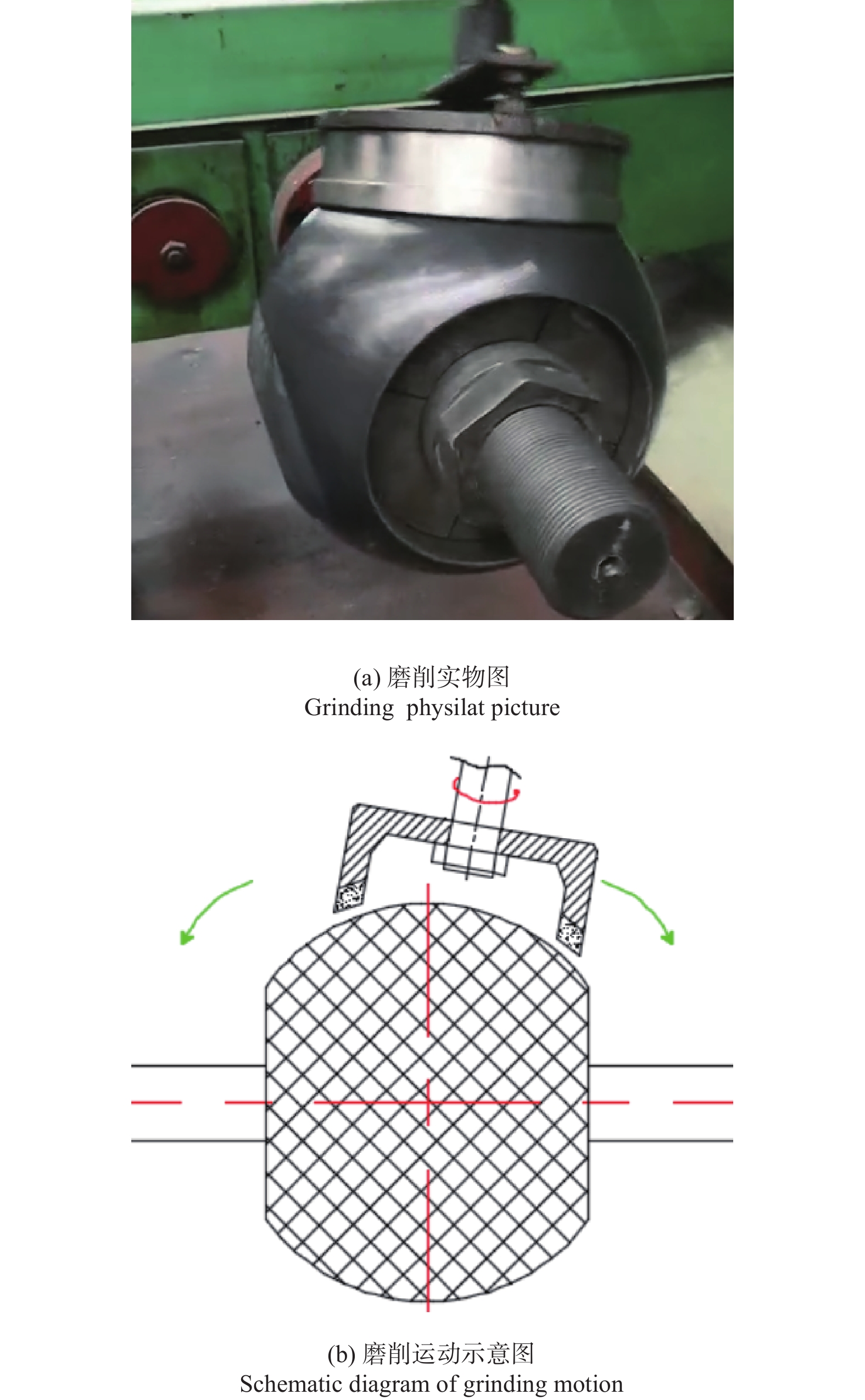
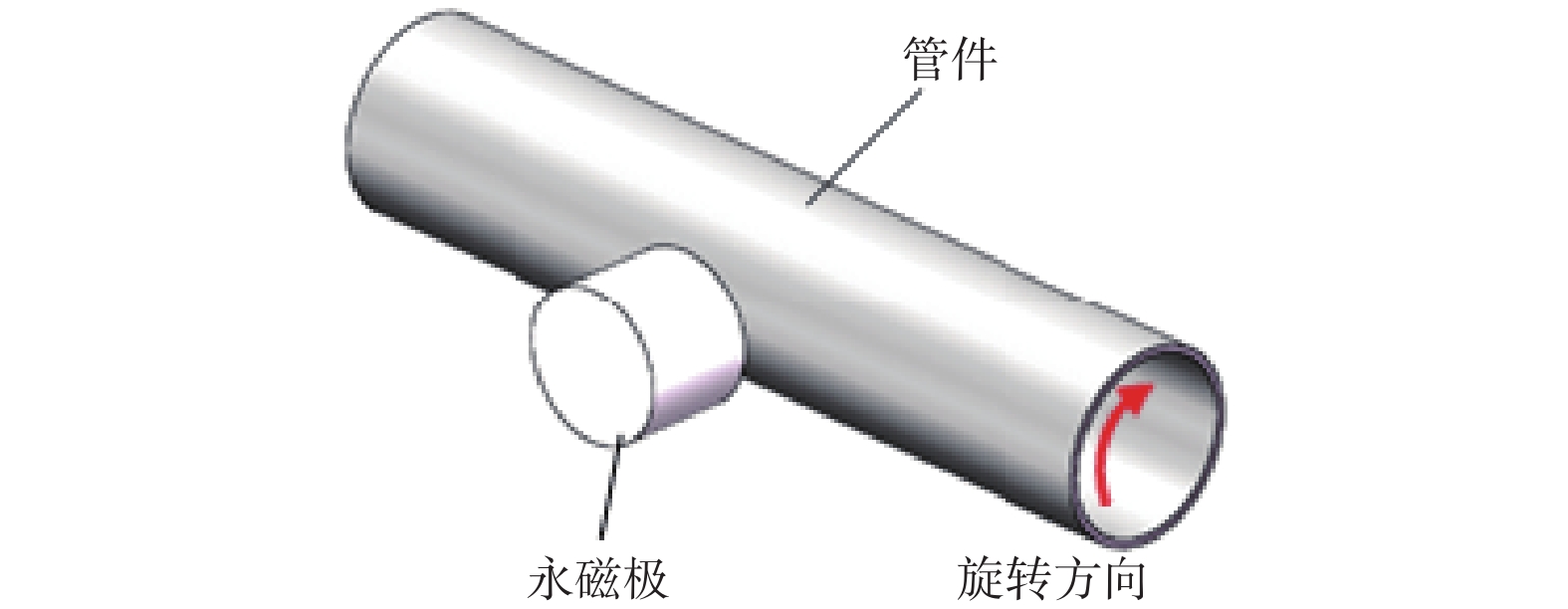
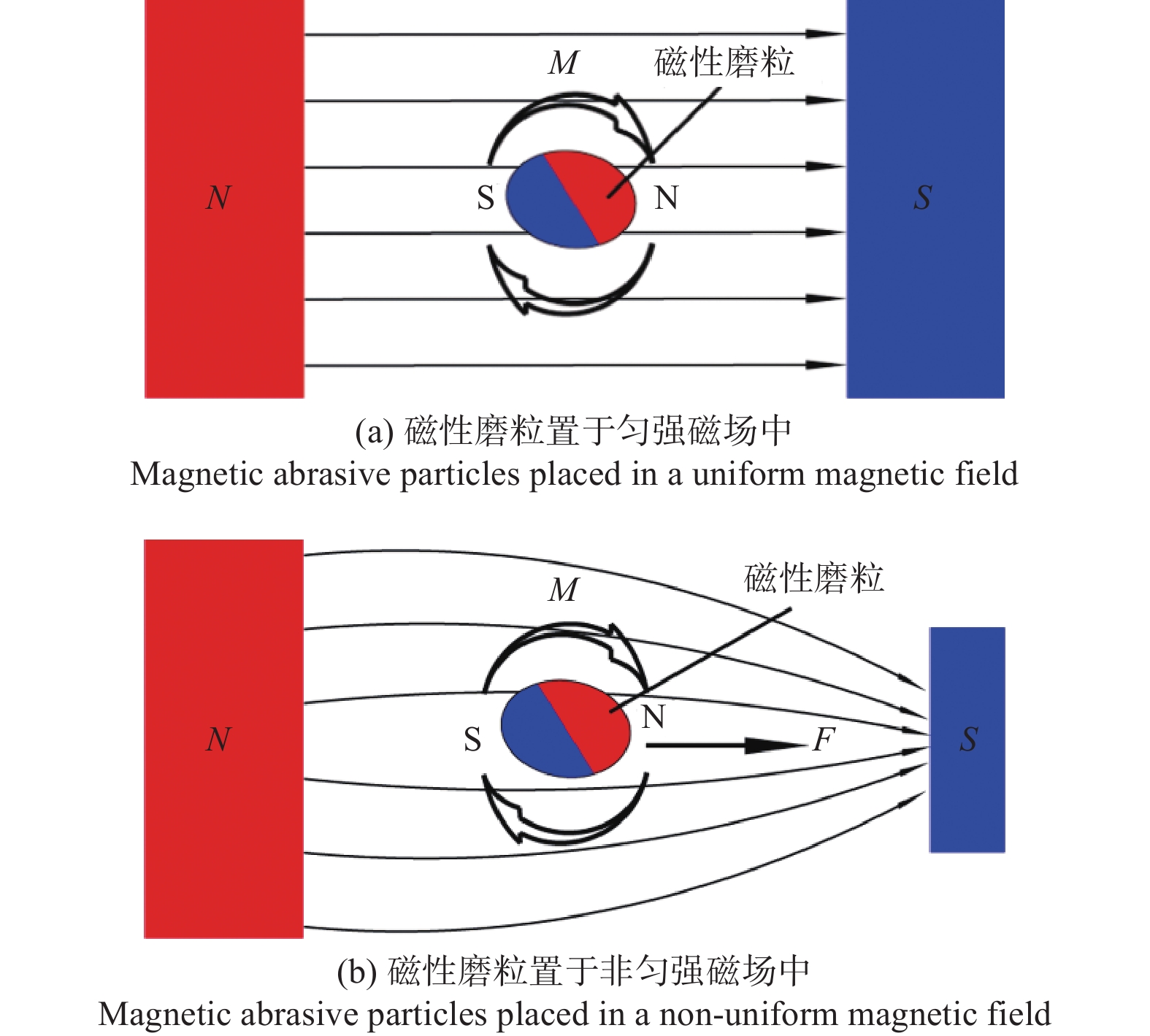
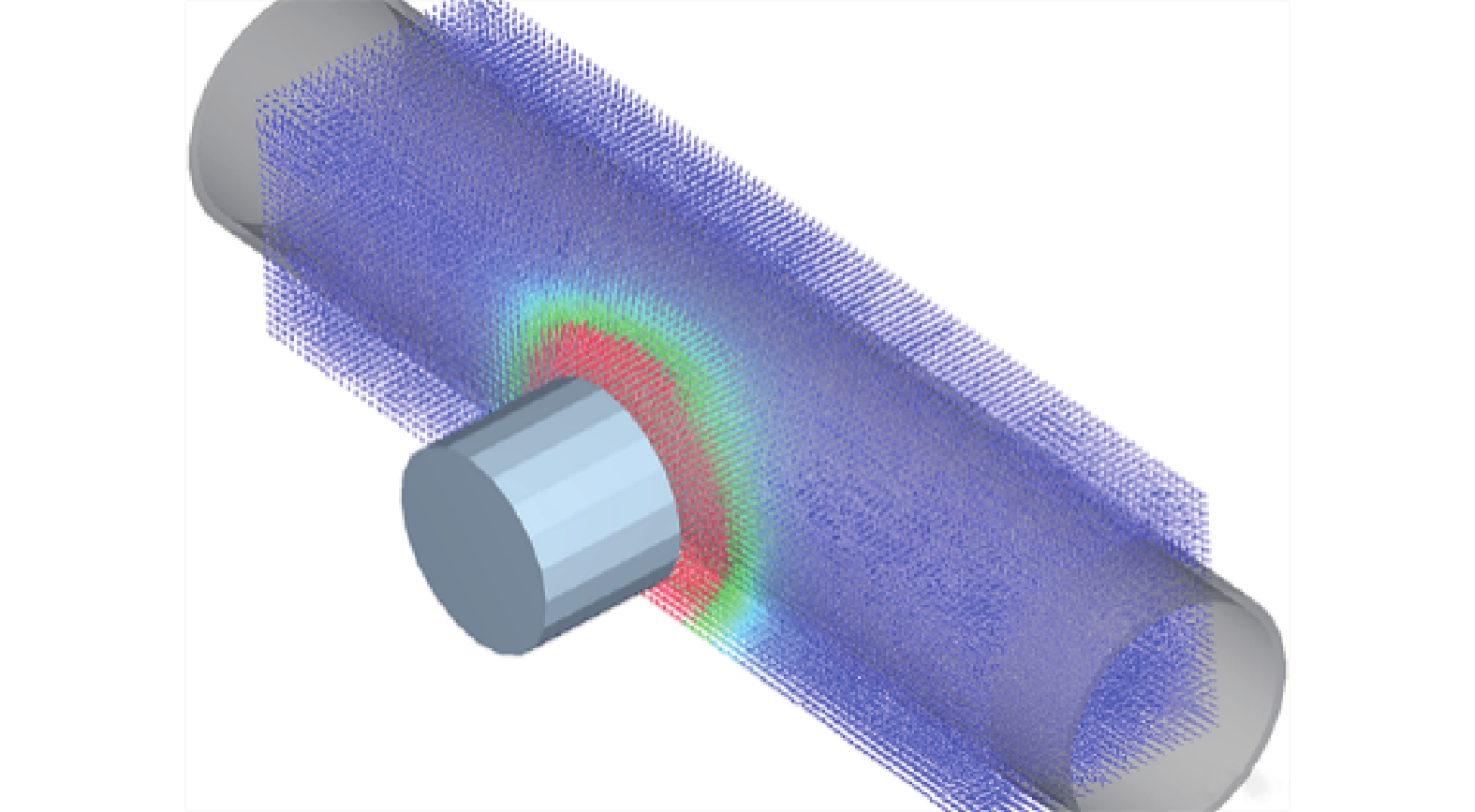
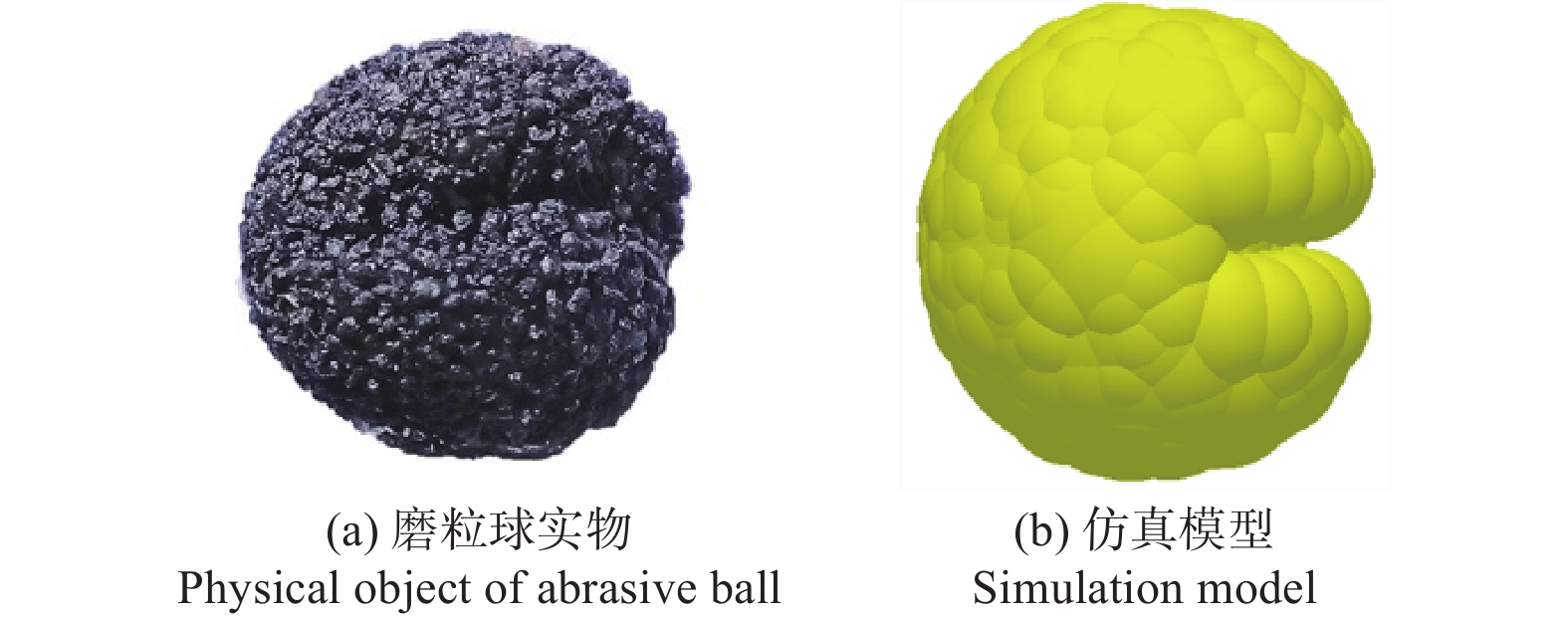
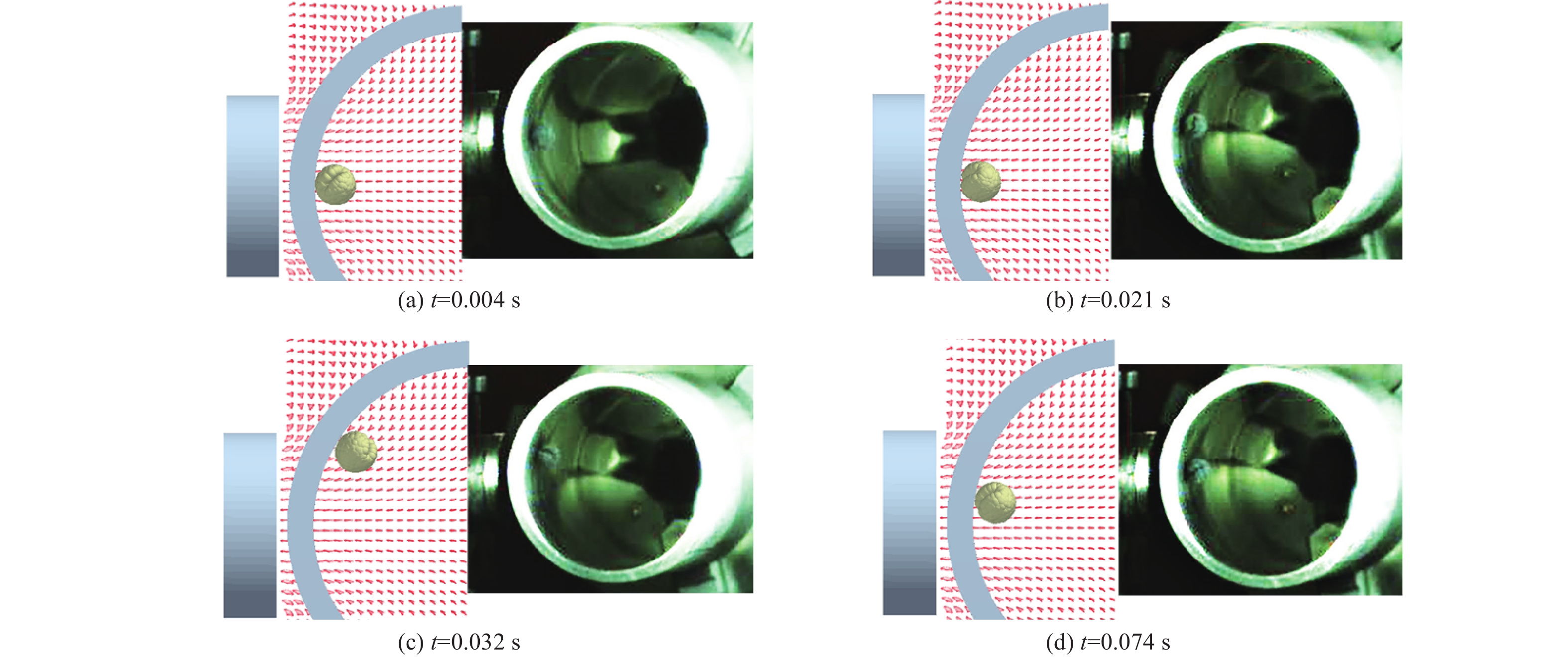
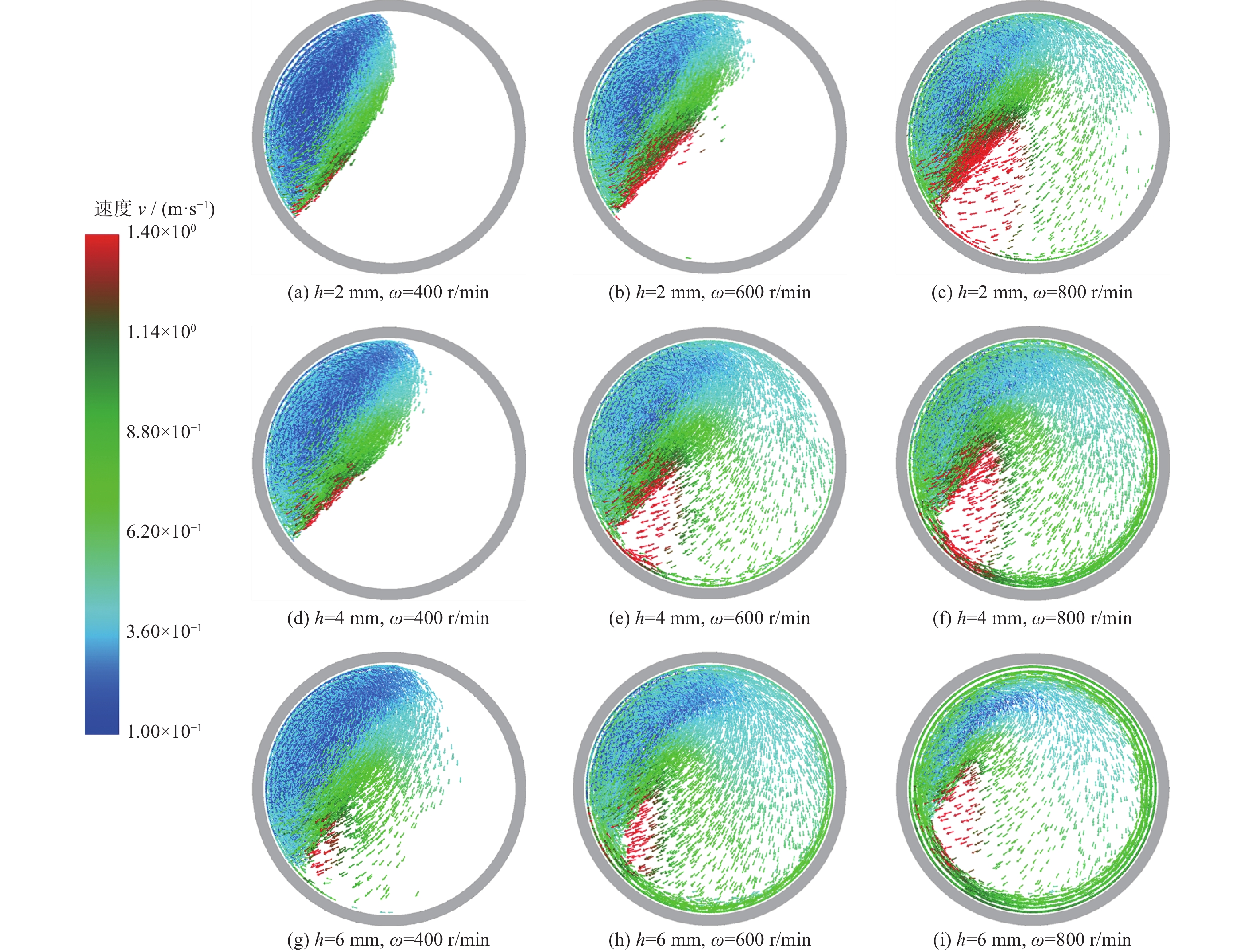
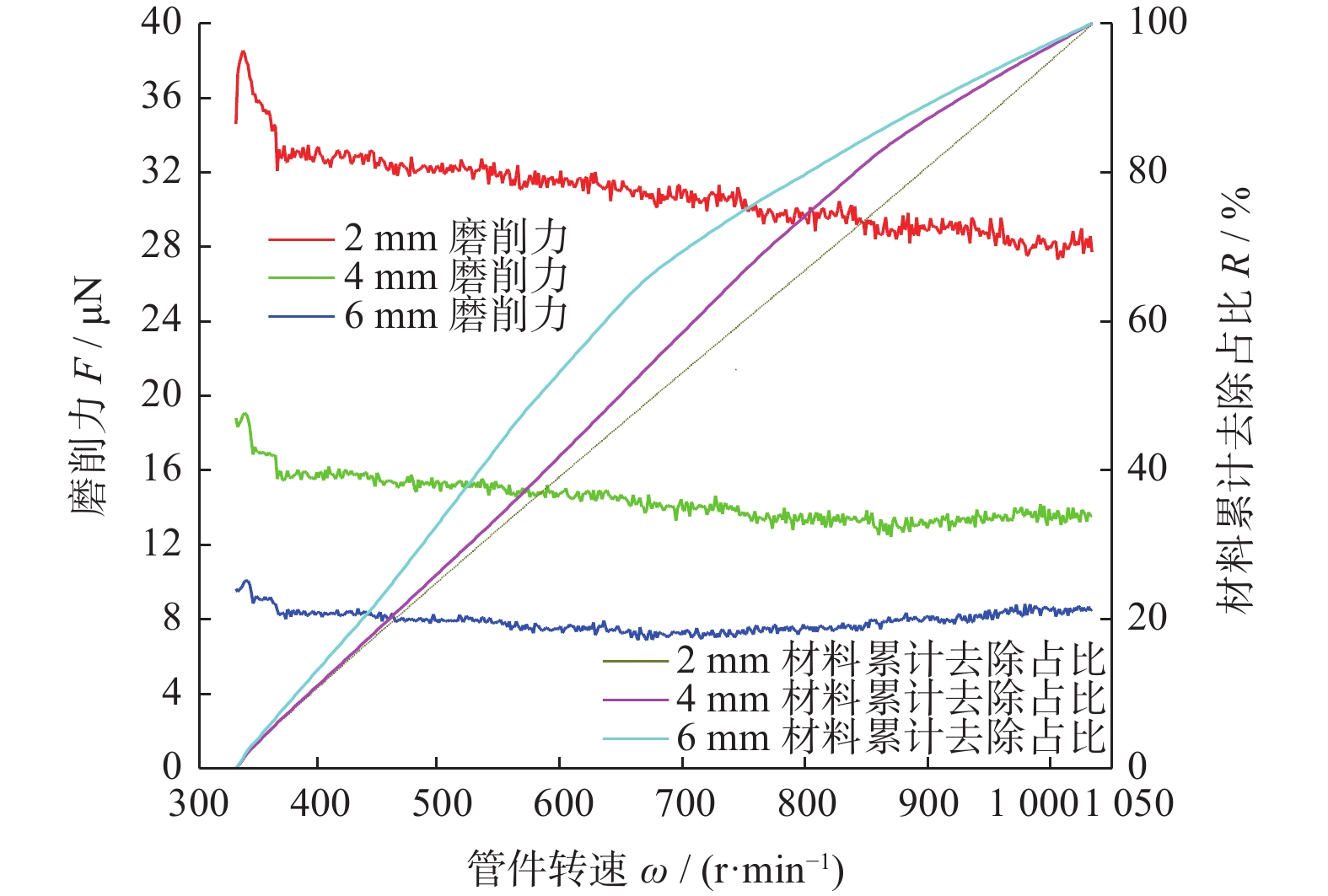
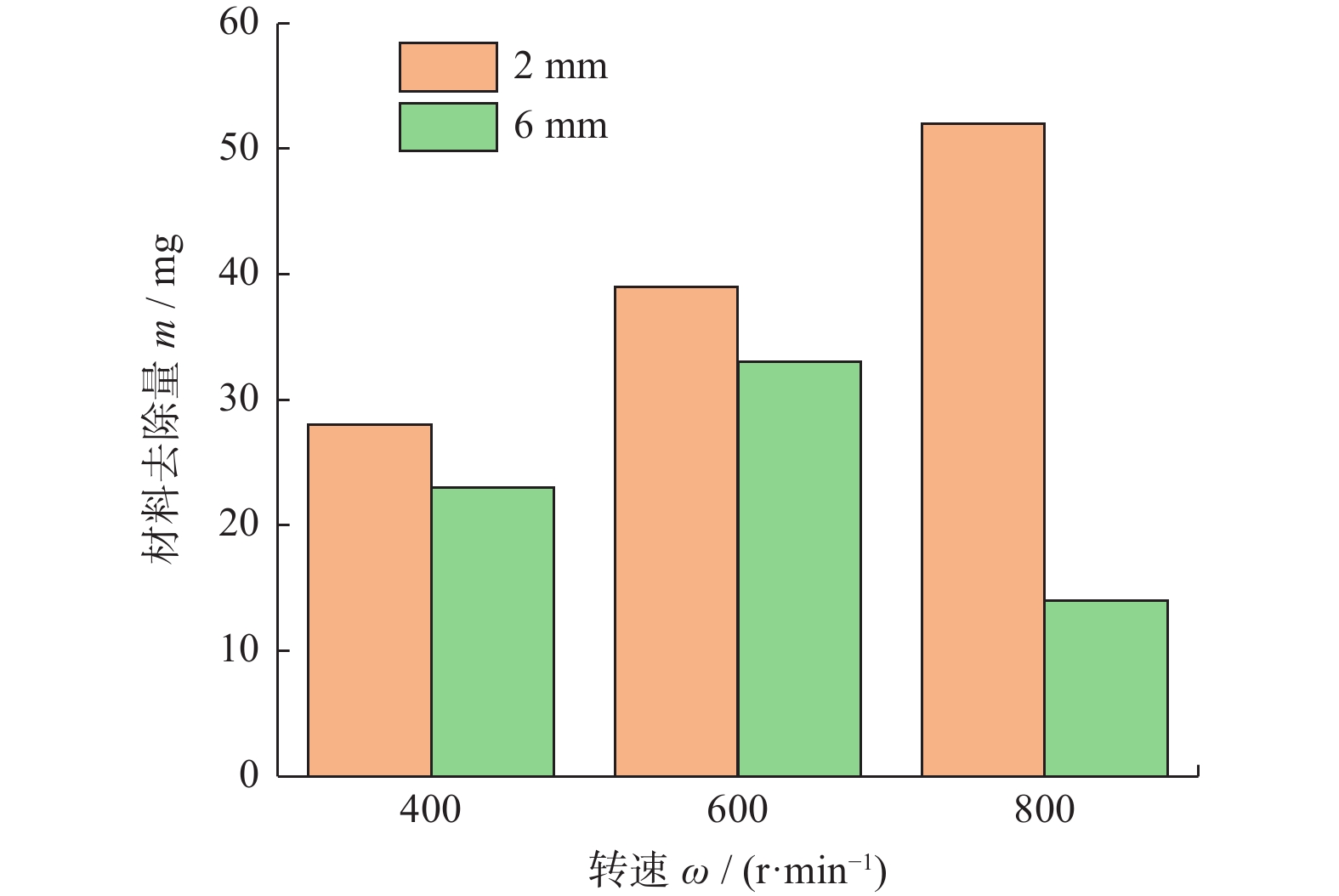
To explore the dynamic behavior of magnetic abrasive particles in the grinding process of pipe fittings, the grinding process of magnetic abrasive particles was simulated using discrete elements. The changes in motion trajectory and grinding force with the speed of pipe fittings and the processing gap were analyzed. Single abrasive particle ball motion and magnetic particle grinding test were conducted to verify the accuracy of the magnetic field force model and the feasibility of visualizing the particle kinematic behavior. The results show that as the speed of the pipe fittings increases, the magnetic abrasive particles move outside the processing area due to centrifugal force, and the larger the processing gap, the easier they are "thrown away". Before reaching the critical rotation speed, the grinding force decreases, and material removal efficiency increases with the increase in pipe rotation speed. When the pipe rotation speed increases from 400 r/min to the critical rotation speed and the machining gaps are 2 mm and 4 mm, the grinding forces decrease by 5.4 μN and 2.3 μN respectively, leading to a significant improvement in material removal efficiency. However, with a machining gap of 6 mm, the grinding force changes little, and when the rotation speed exceeds the critical rotation speed of 650 r/min, material removal efficiency decreases. Additionally, the material removal amount increases with the increase in pipe rotation speed before reaching the critical rotation speed, but increasing the processing gap reduces the critical rotation speed. The change in material removal amount aligns with the simulation results, validating the reliability of the simulation analysis.

 Abstract
Abstract HTML
HTML PDF 3208KB
PDF 3208KB Cited By
Cited By












 Email Alerts
Email Alerts RSS
RSS