[OBJECTIVES] Low carbon economy and green economy are the strategic direction of sustainable development, in order to reduce the manufacturing cost and energy consumption of diamond grinding tools, this study aims to explore a process of preparing high-performance ceramic bond diamond grinding tools under low energy consumption, to reduce the manufacturing cost and energy consumption of diamond grinding tools. The specific objectives include preparing Ti3SiC2-based diamond composite materials, and studying the effects of combustion-supporting agent Si and diamond particle size on the phase composition, microstructure and grinding performance of the samples.
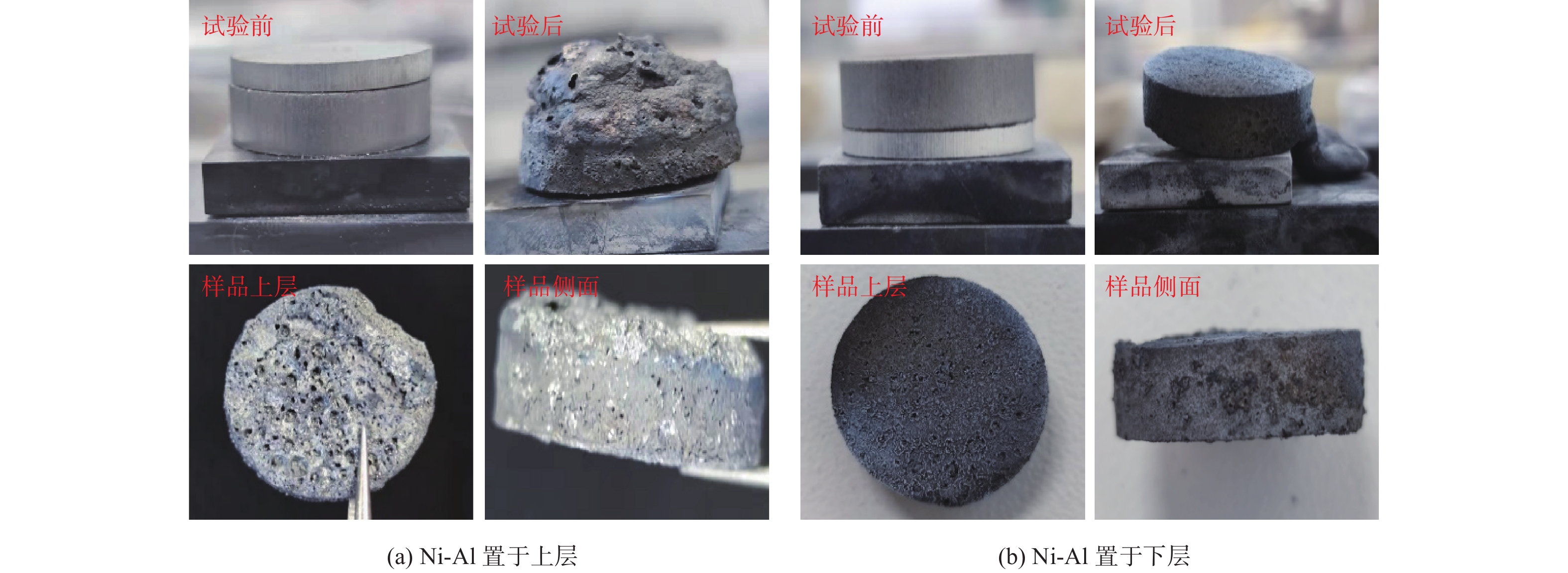
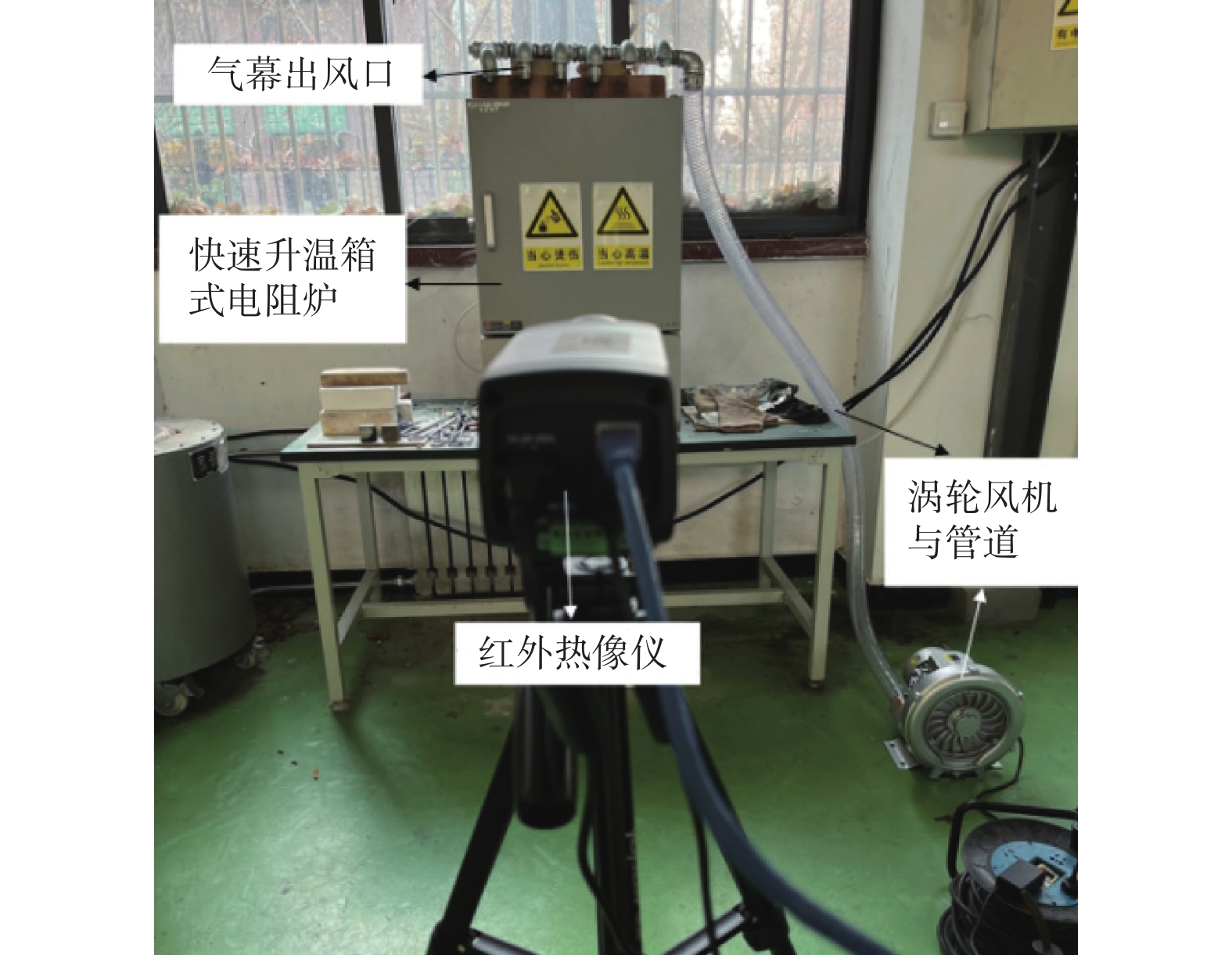
[METHODS] Ti, Si, graphite powder, and diamond abrasives are selected as raw materials. After proportioning and weighing, they are cold-pressed to prepare green bodies. Ni powder and Al powder are cold-pressed into auxiliary heating green bodies according to the proportion. The material green body is horizontally placed on the auxiliary heating green body and then placed on the graphite block, then placed in a microwave tube furnace, Ar atmosphere is introduced for protection, and the temperature is quickly raised to the thermal explosion temperature point under the condition of 3kW power. After 30 seconds, the microwave source is cut off, and the furnace is cooled to room temperature before the Ar atmosphere input is turned off. At the end of the experiment, Ti3SiC2-based diamond composite material can be obtained.
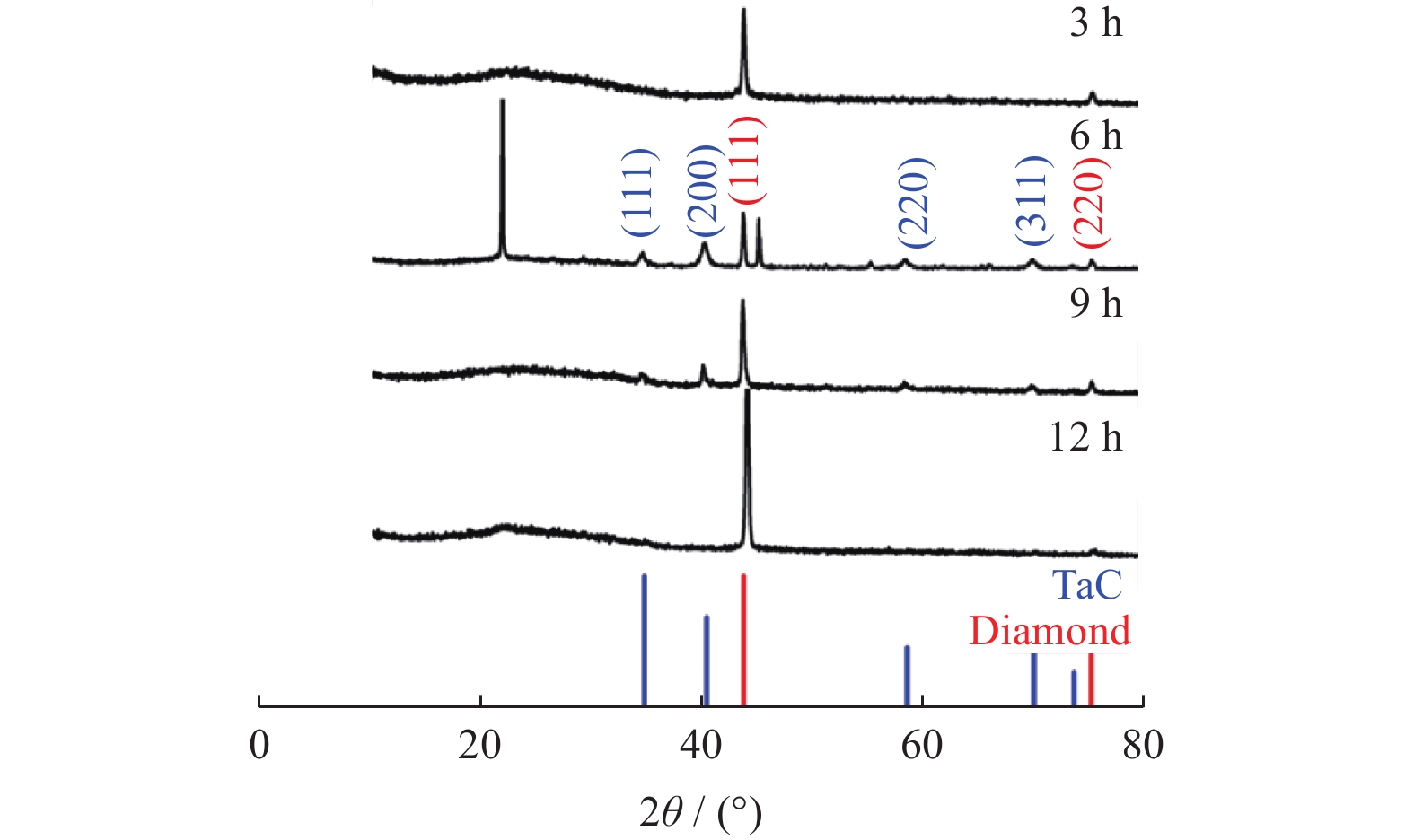
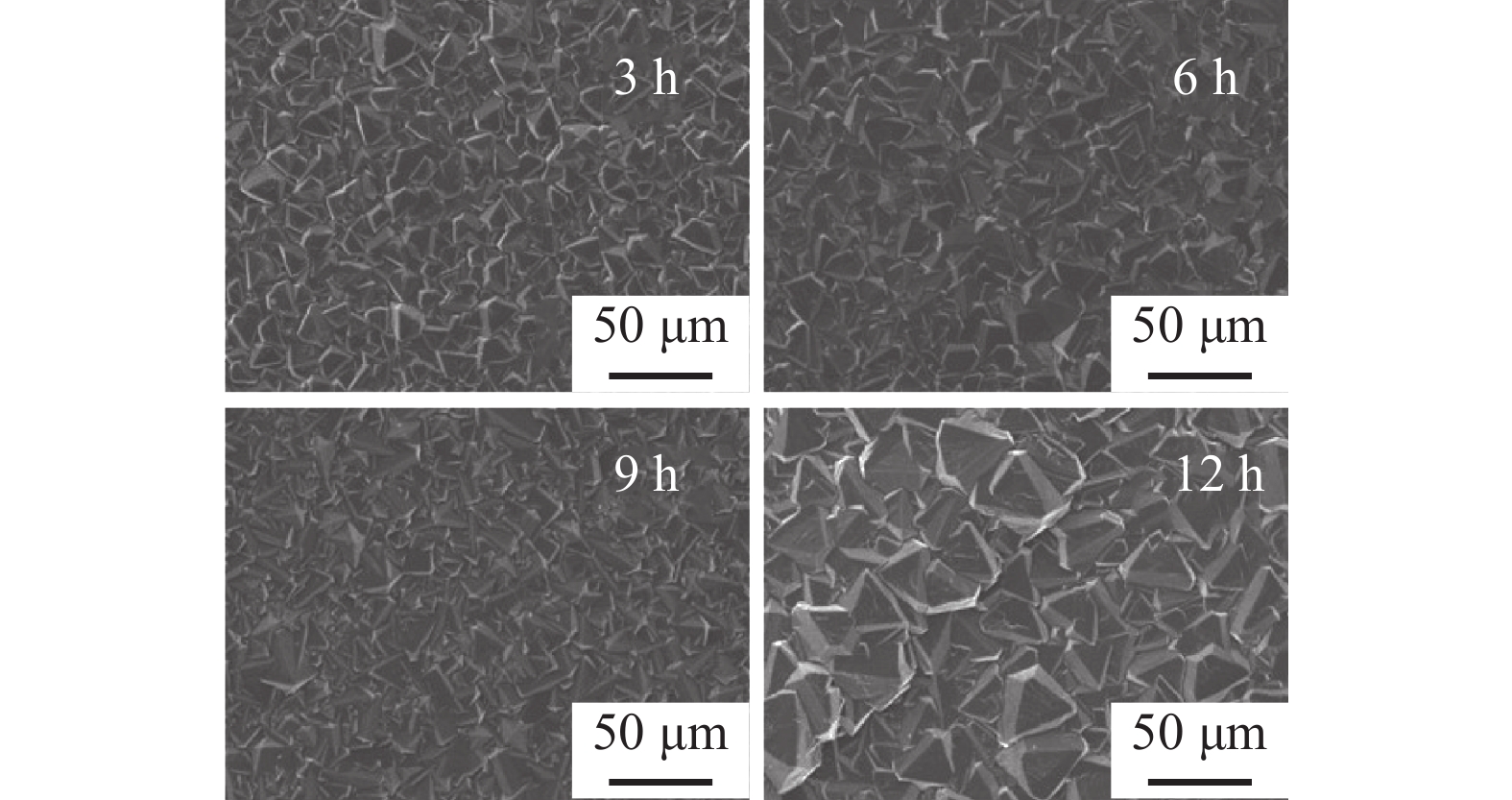
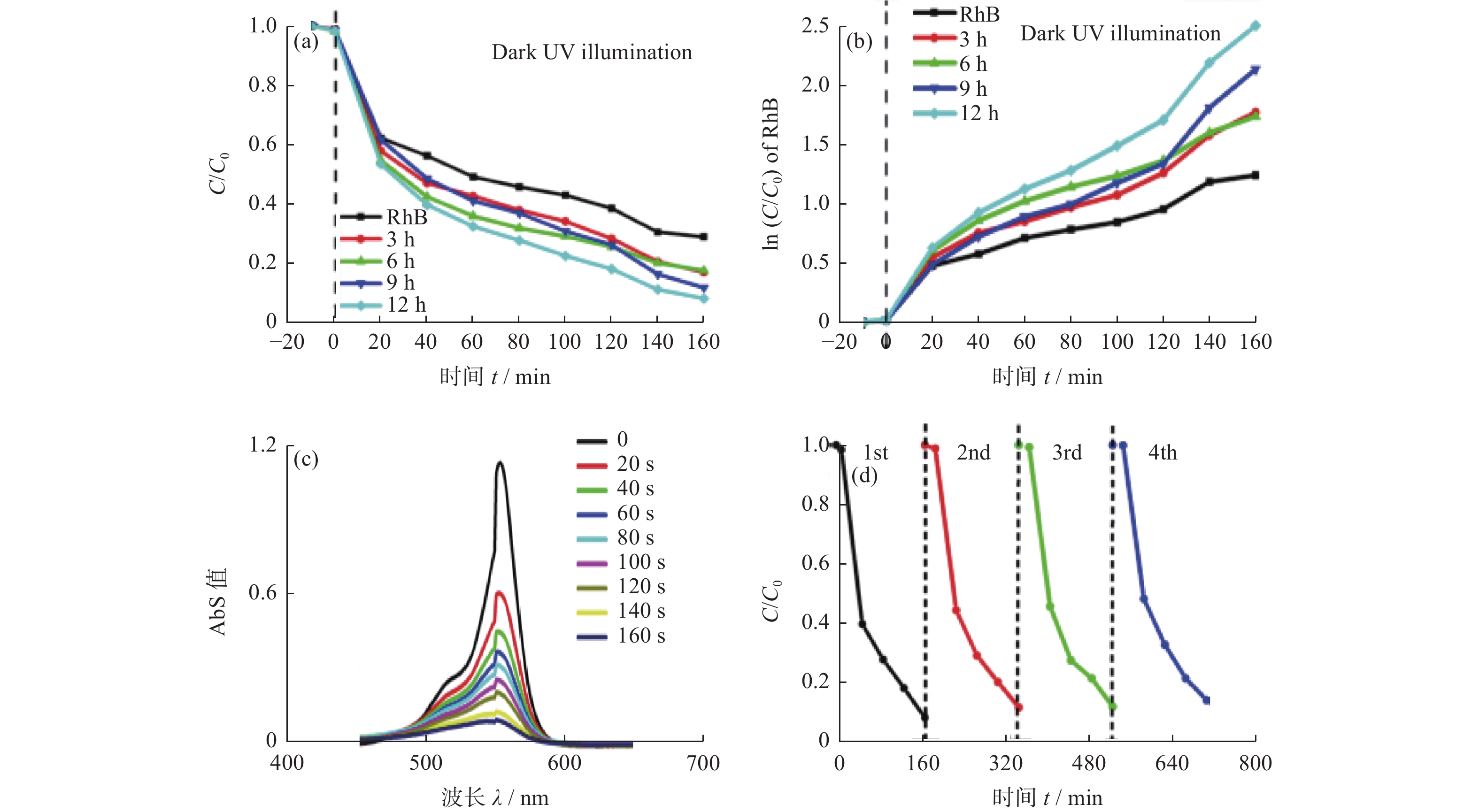
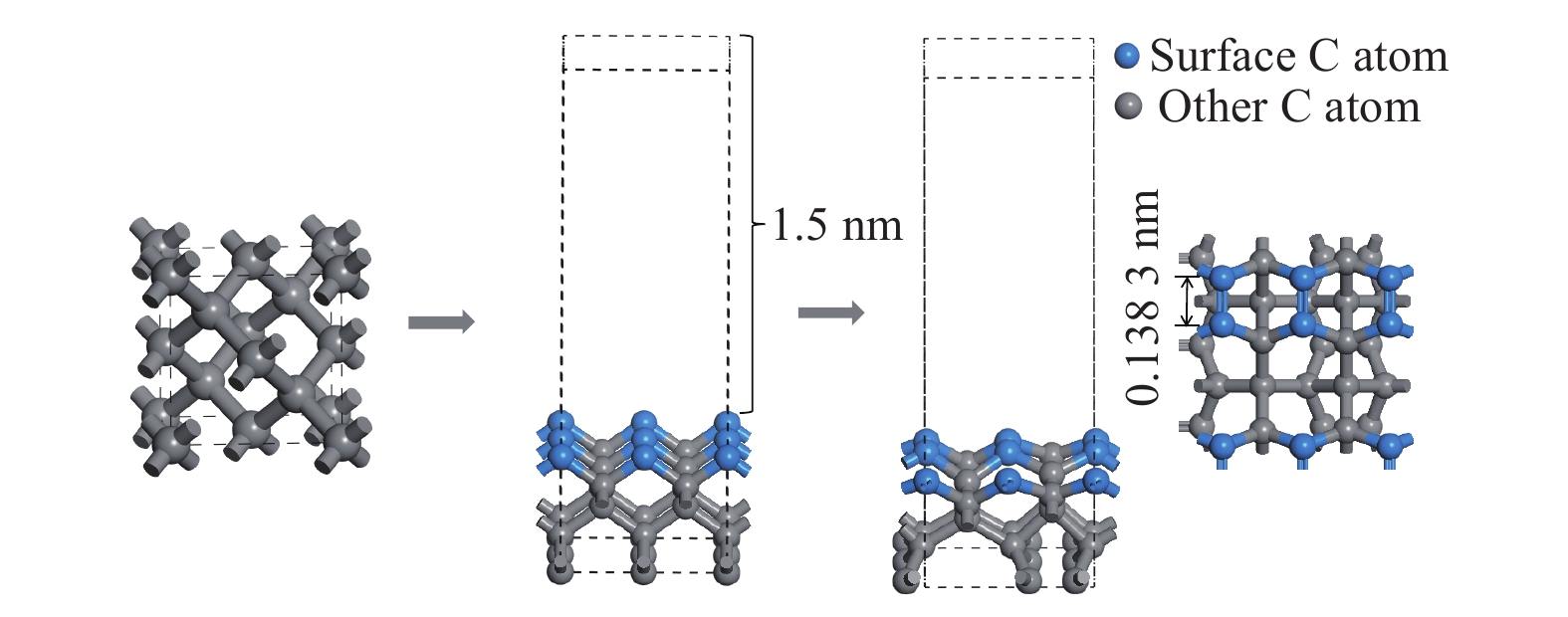
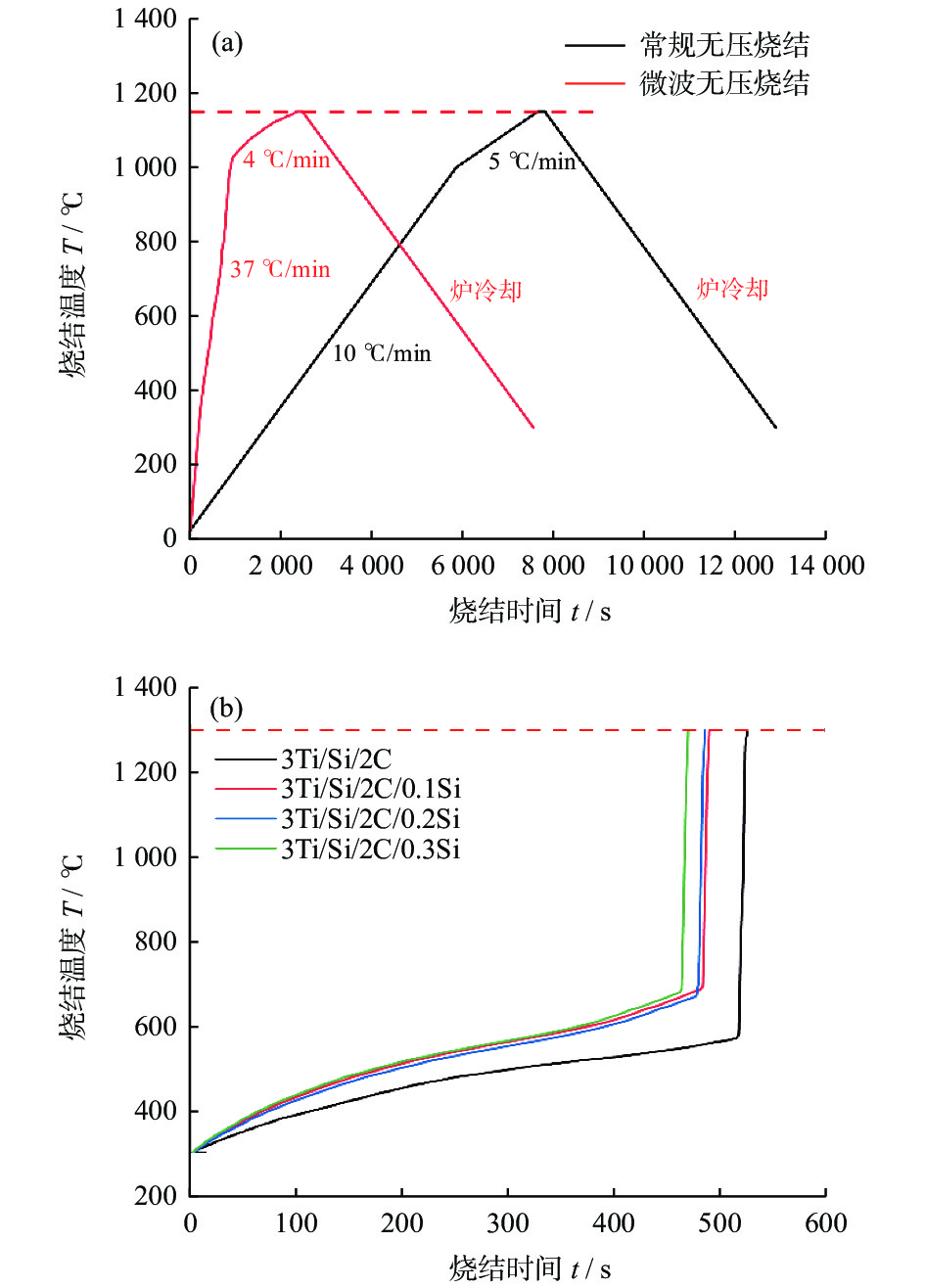
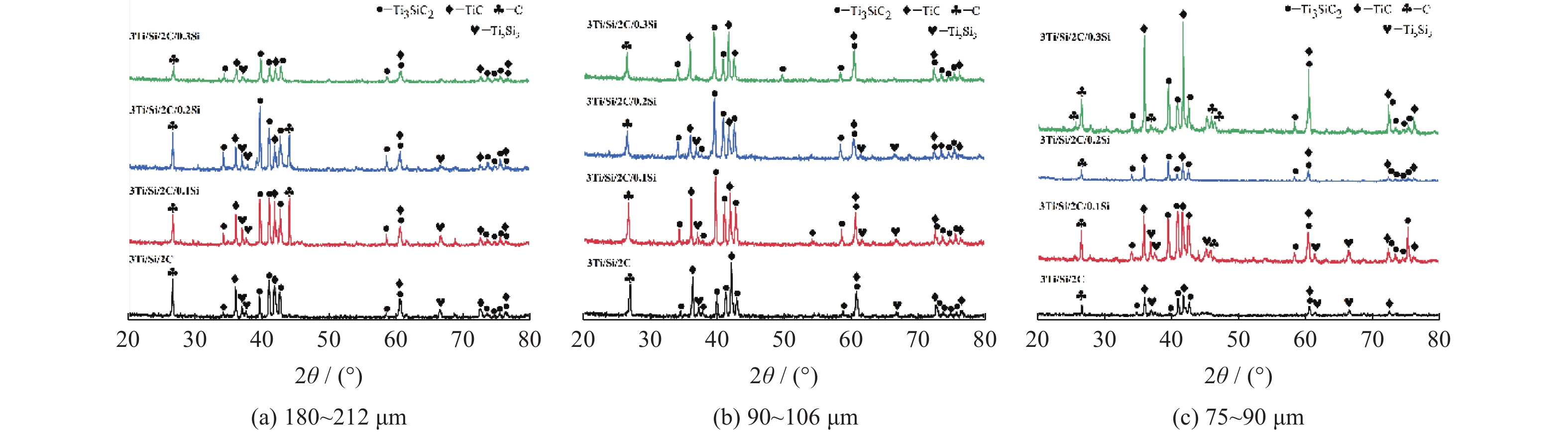
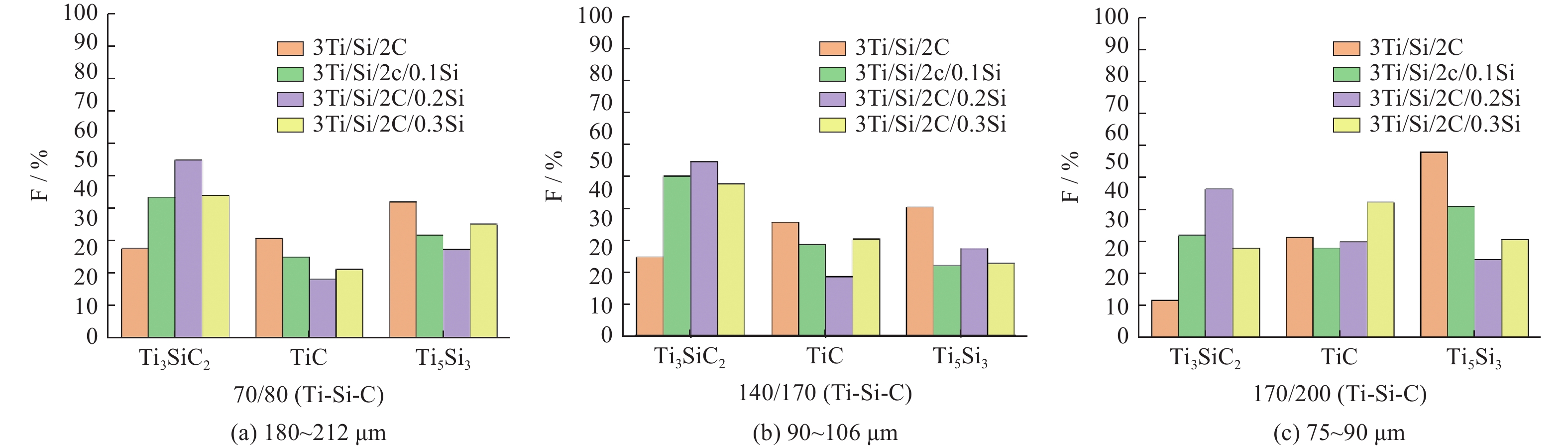
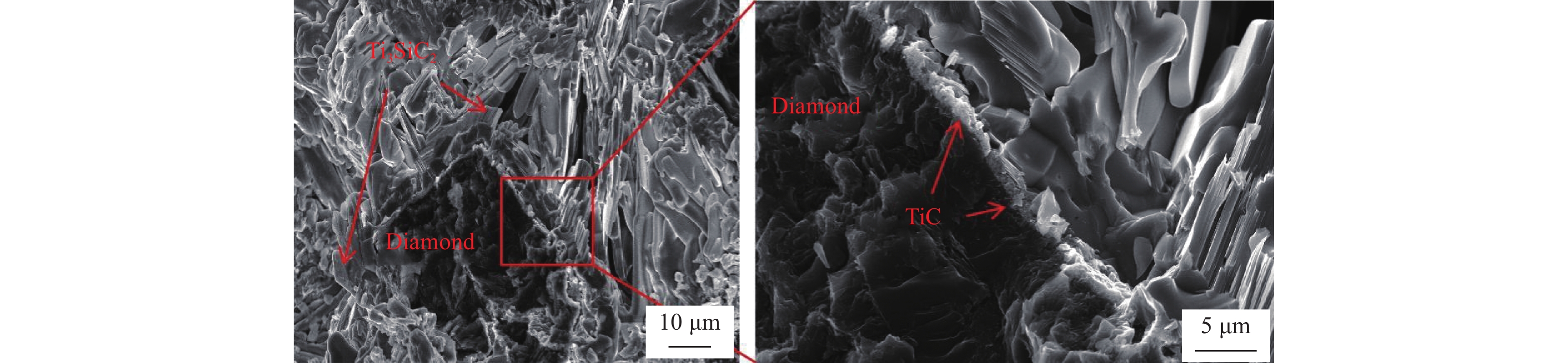
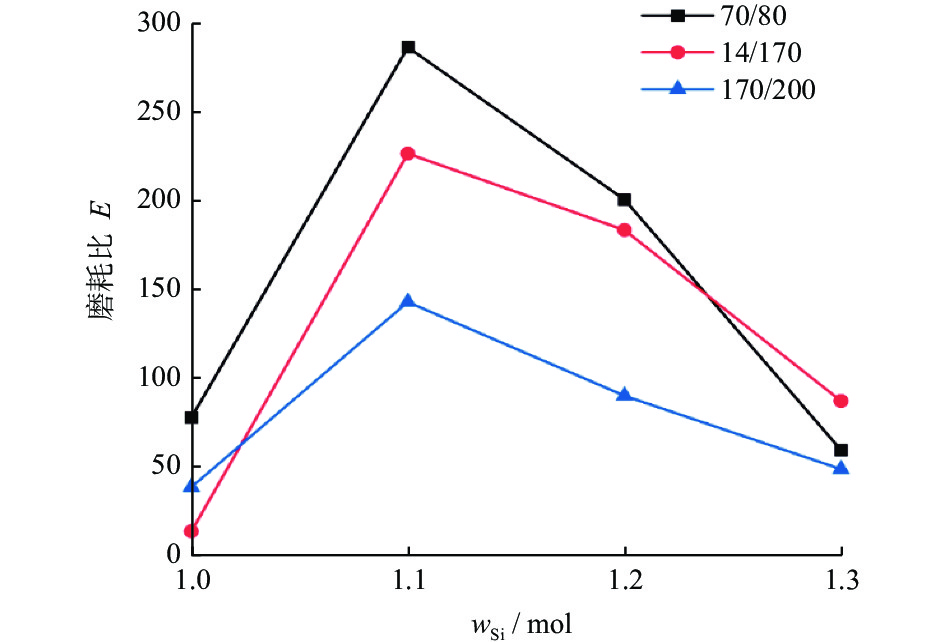
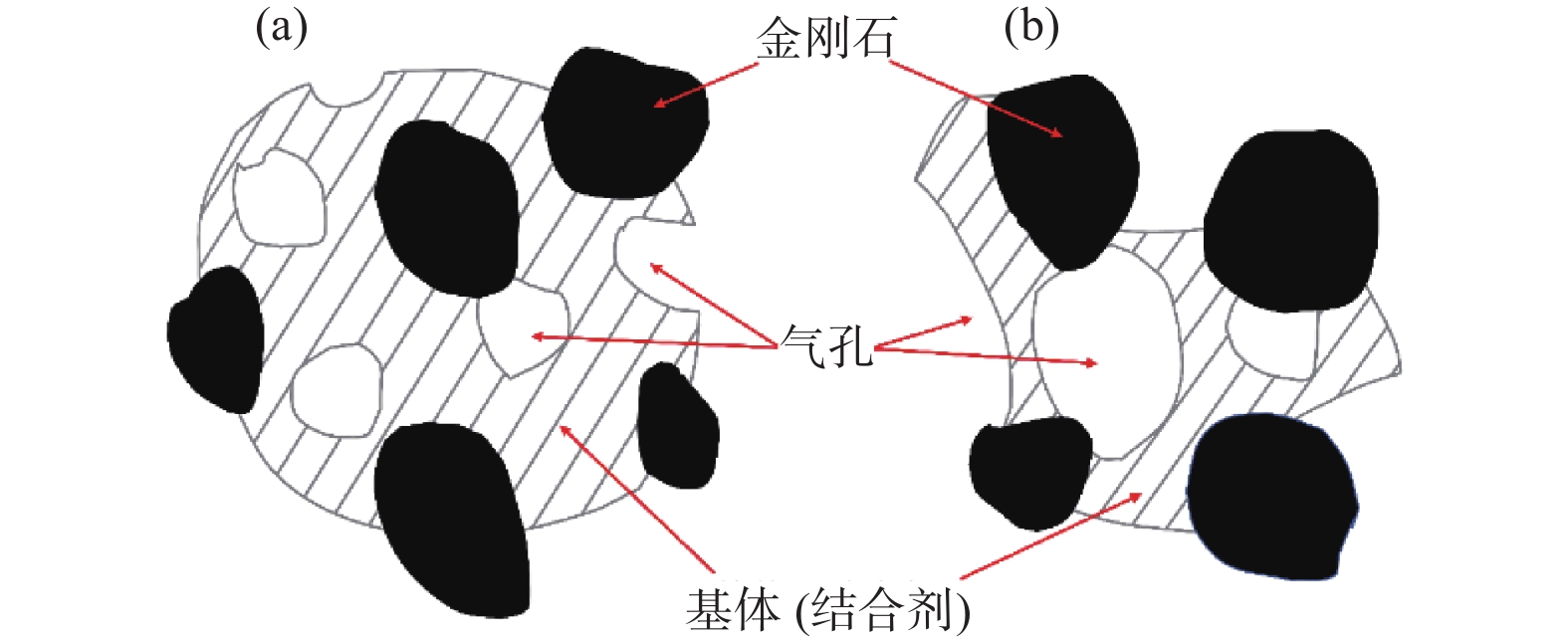
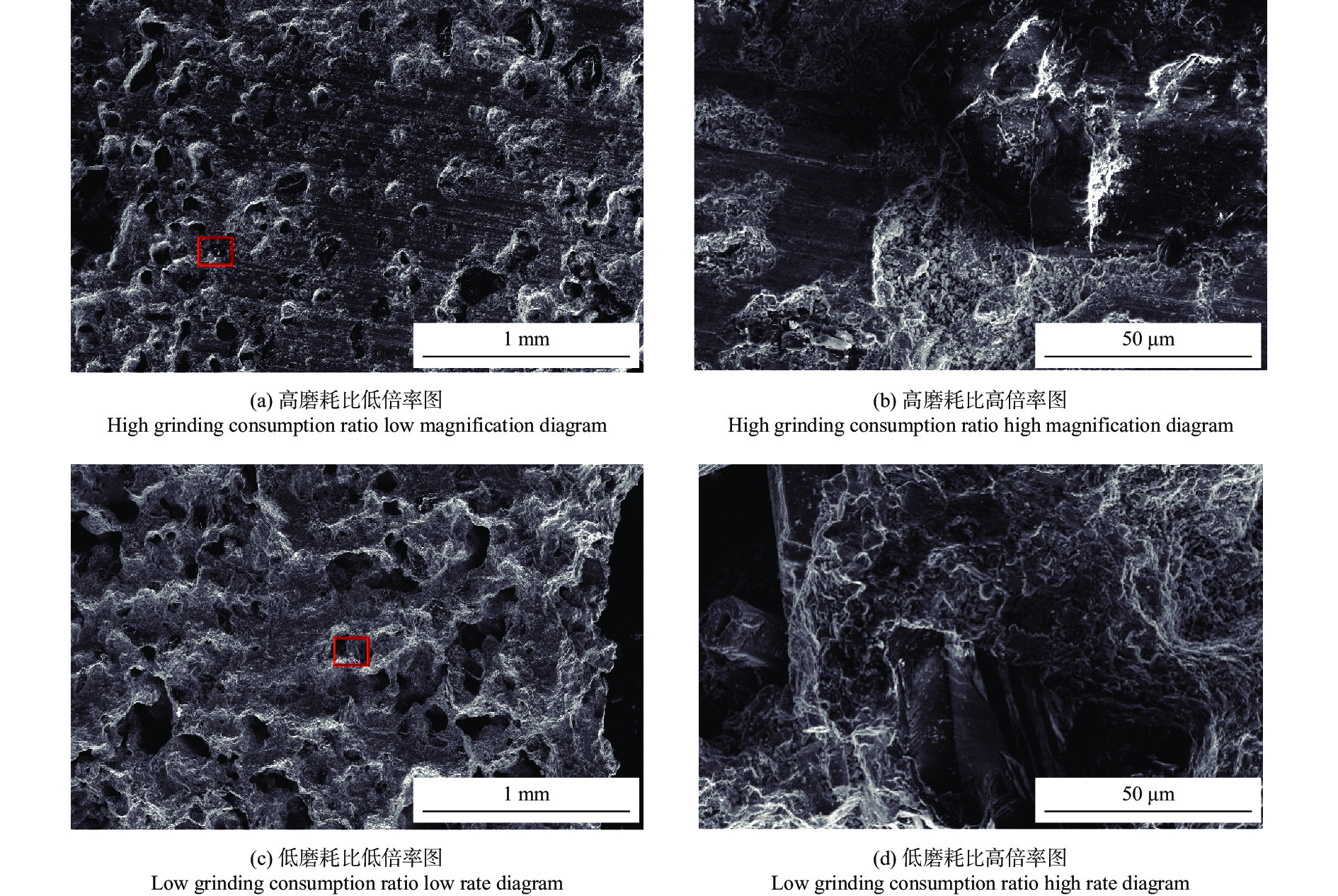
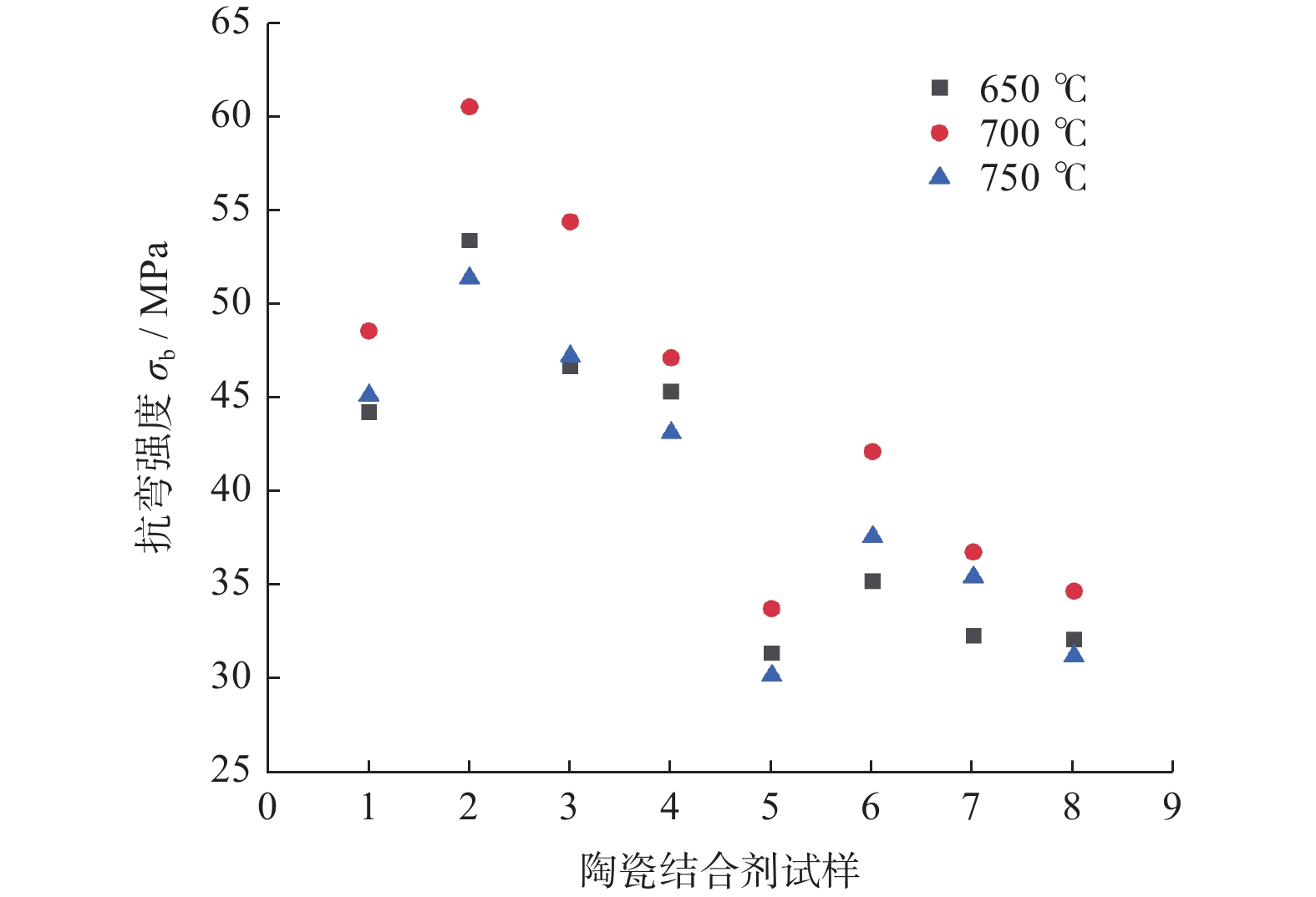
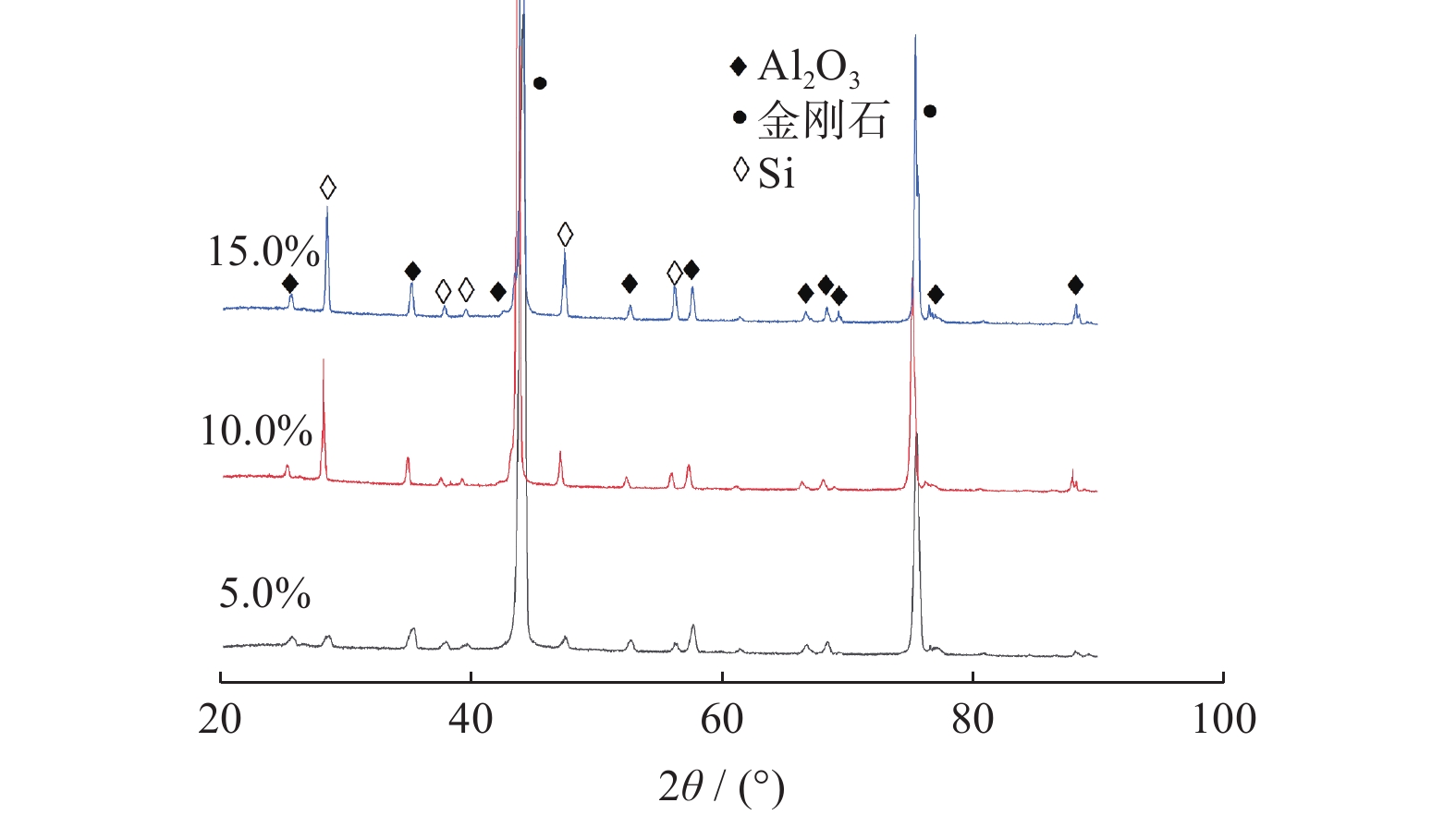
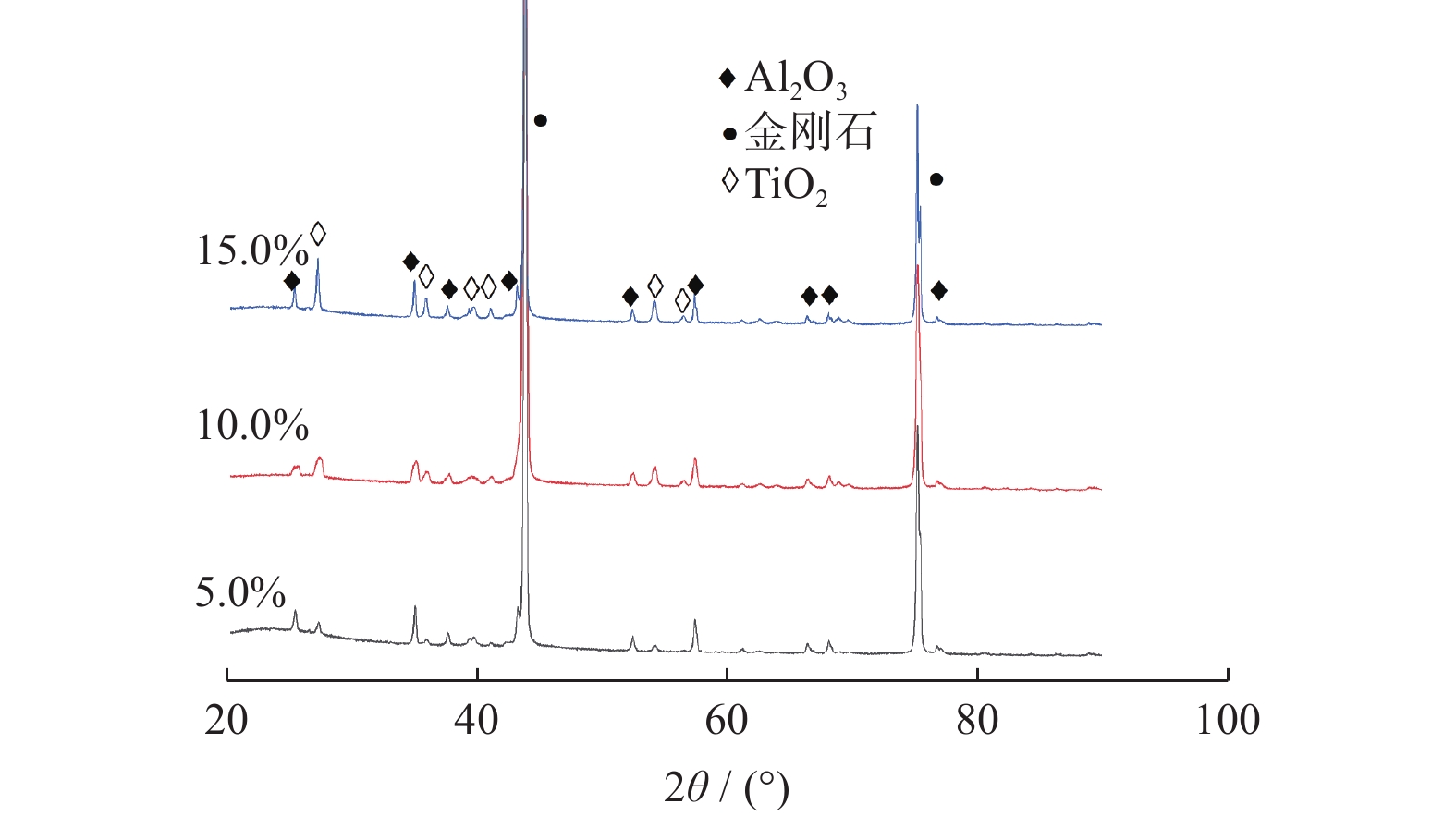
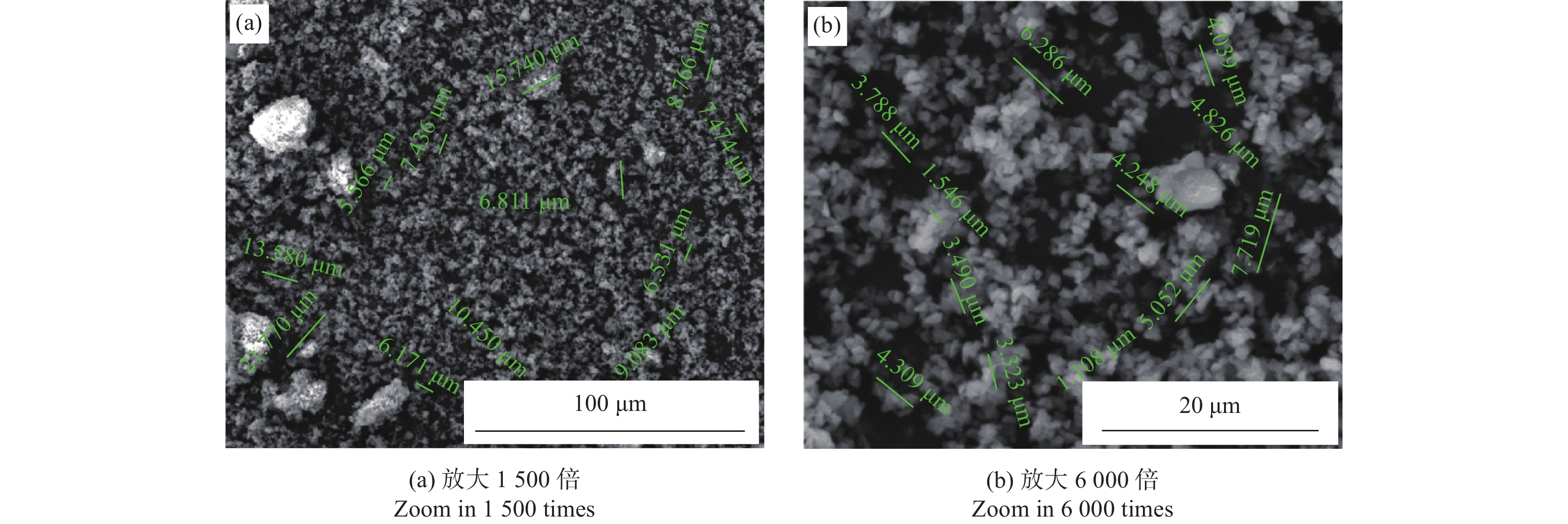
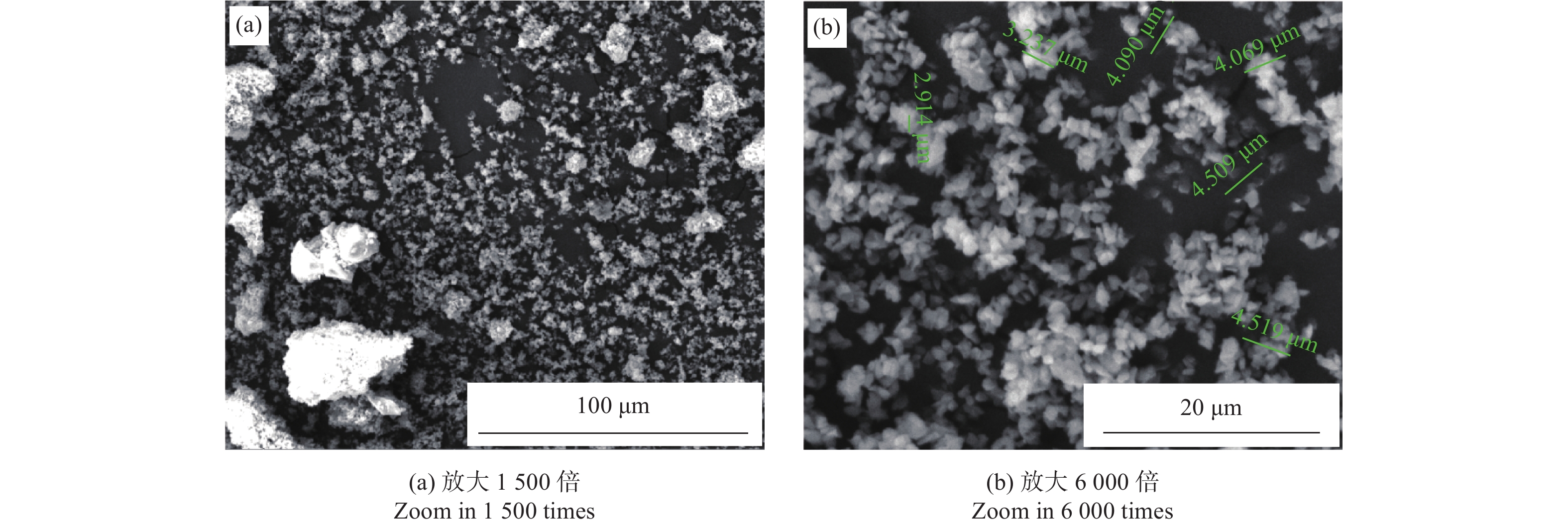
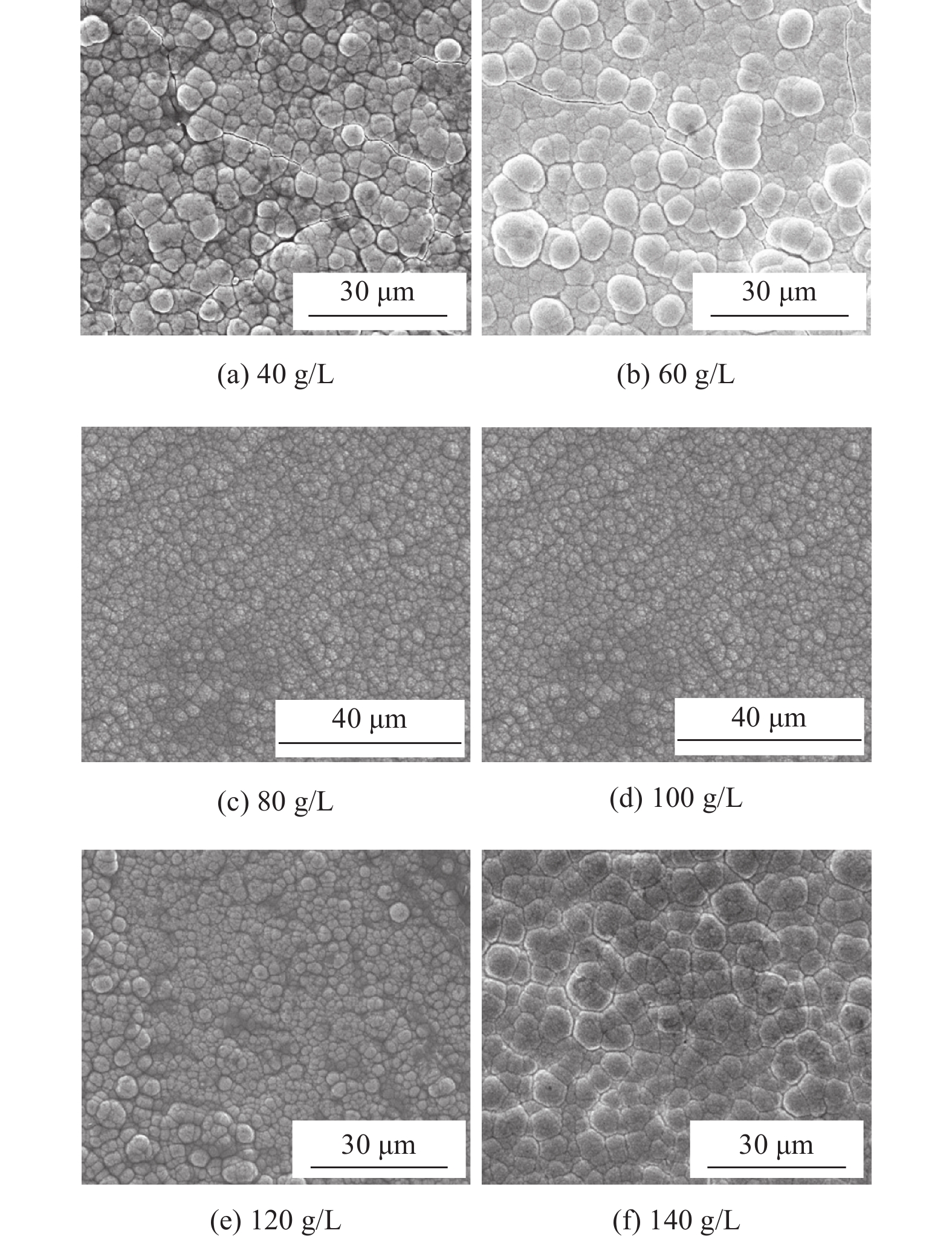
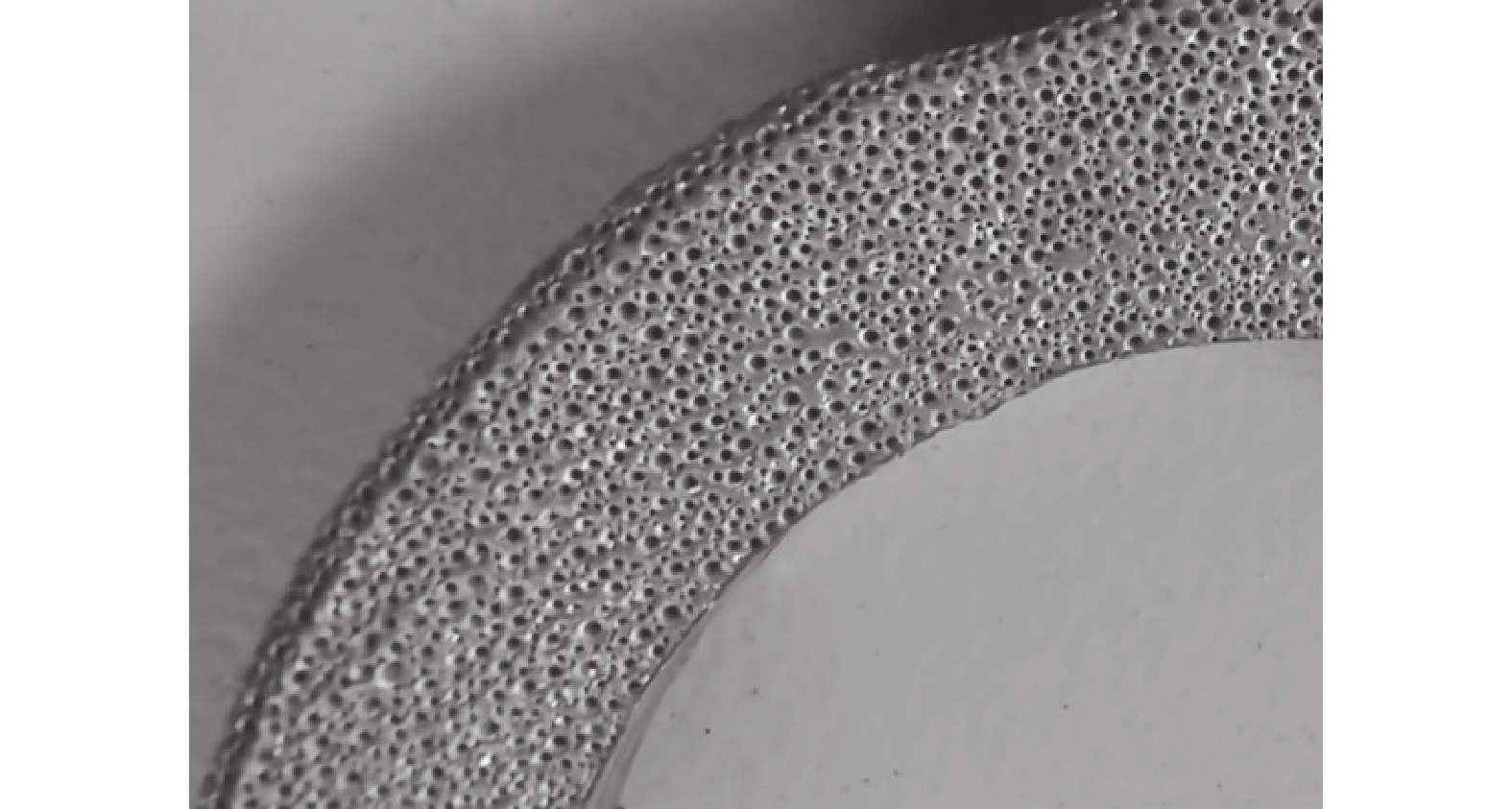
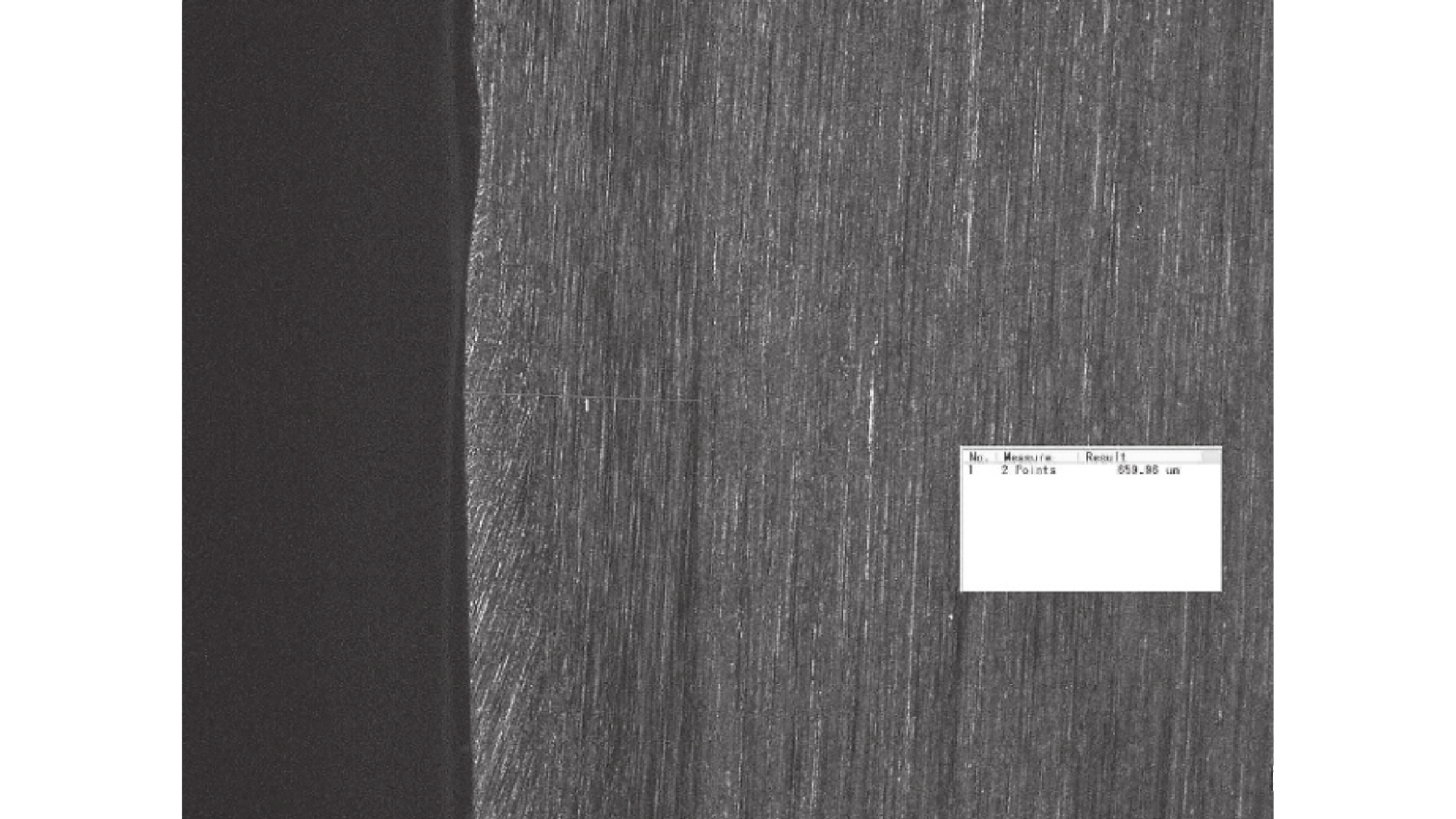
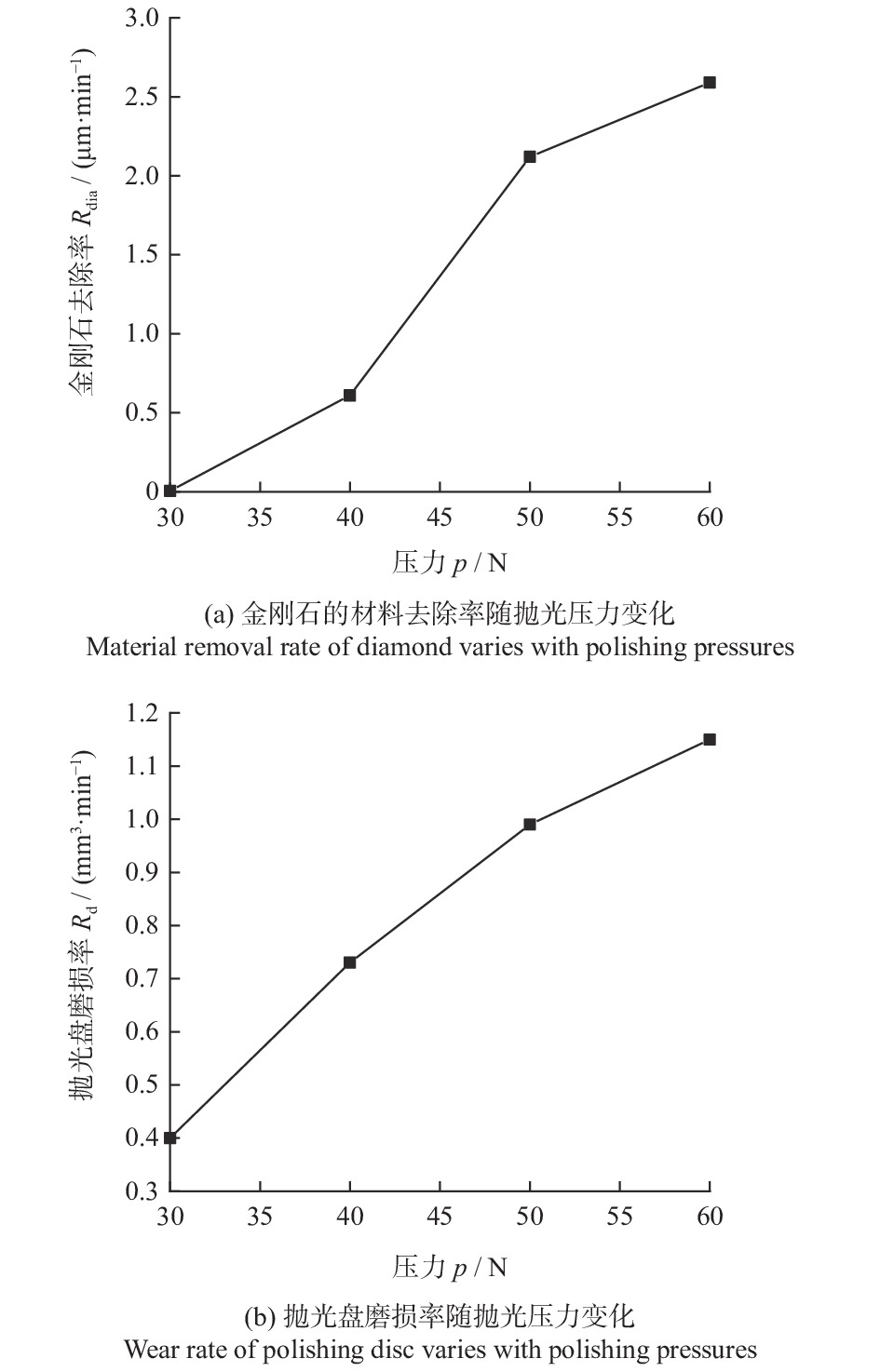
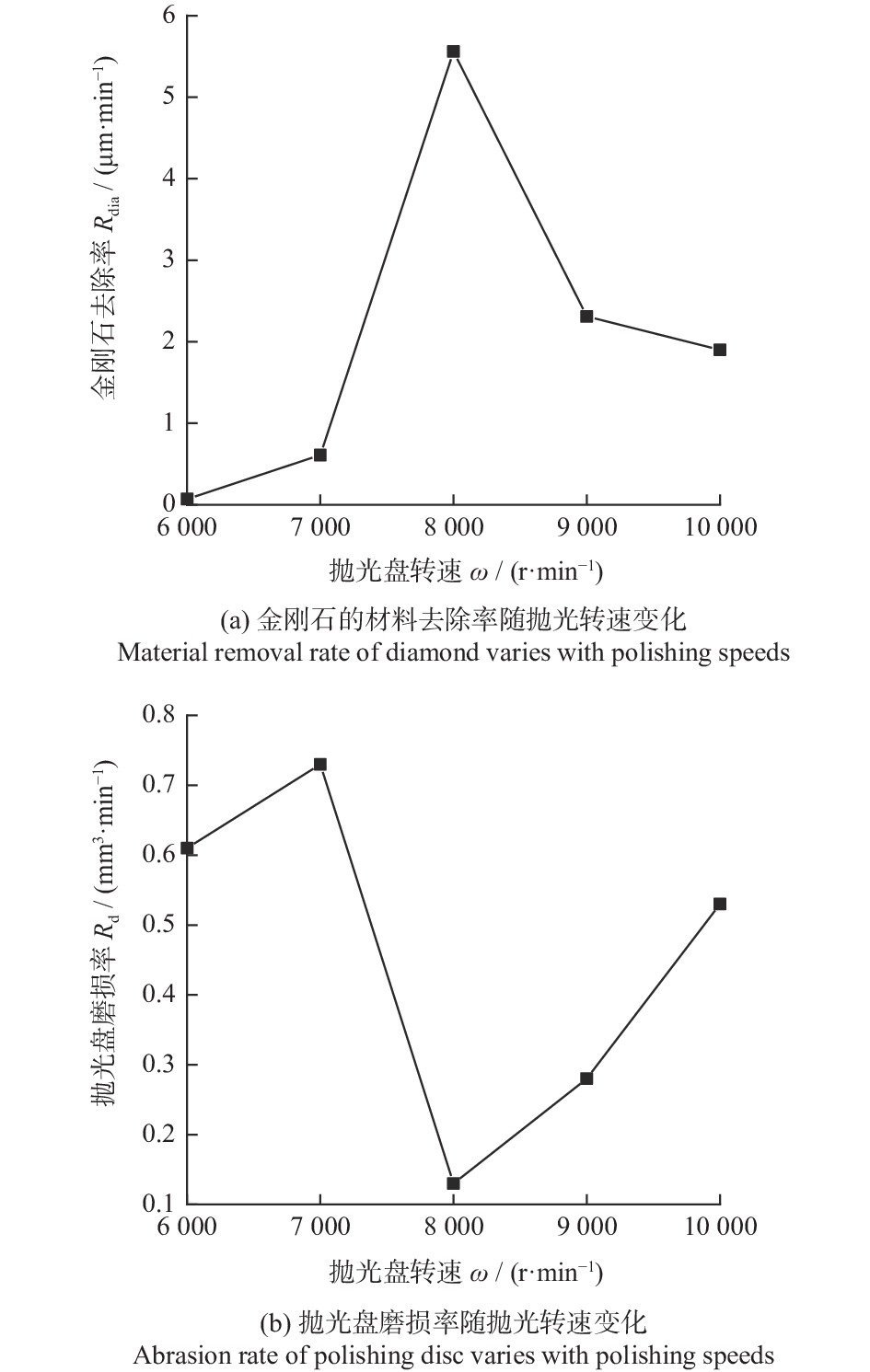
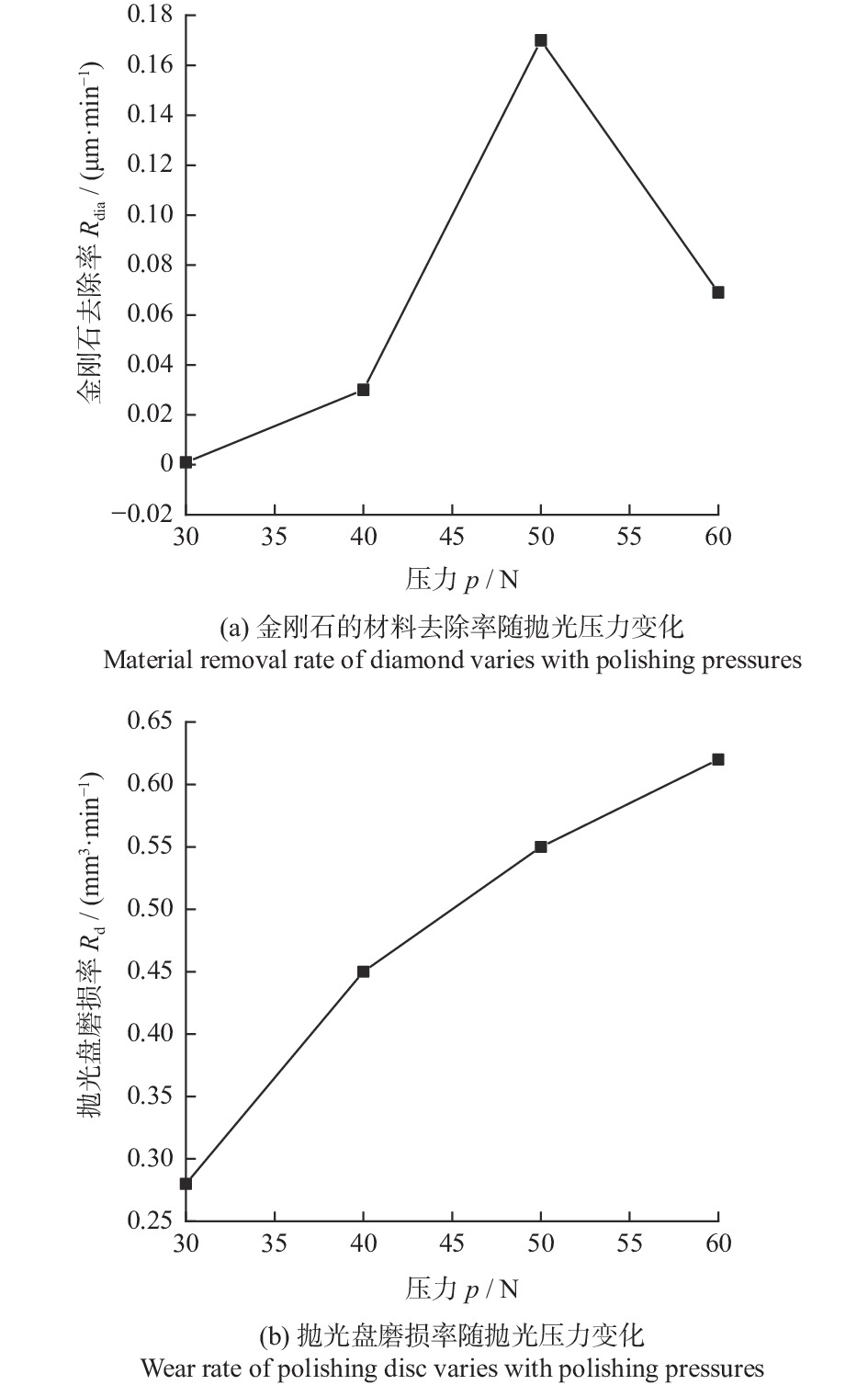
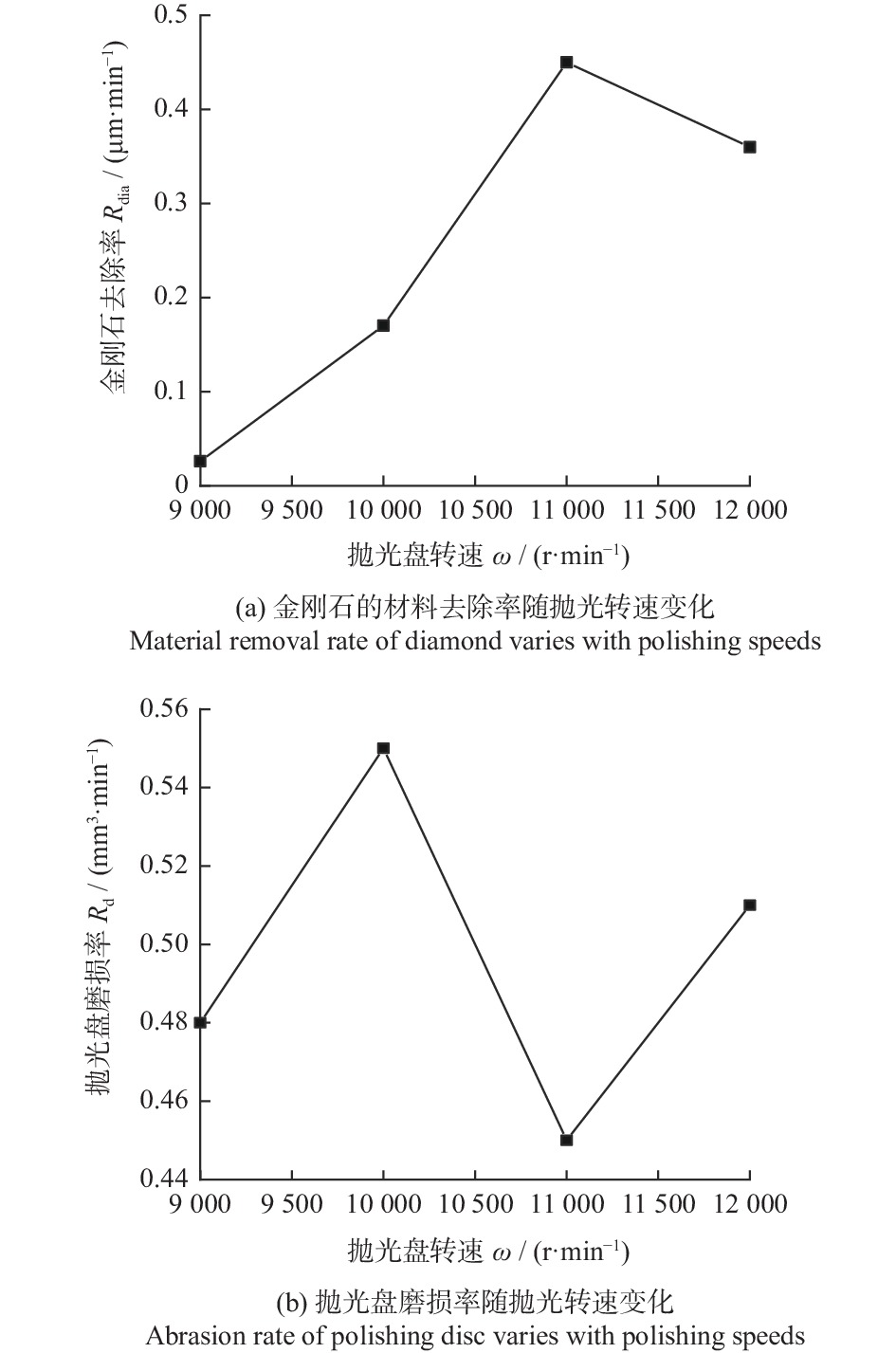
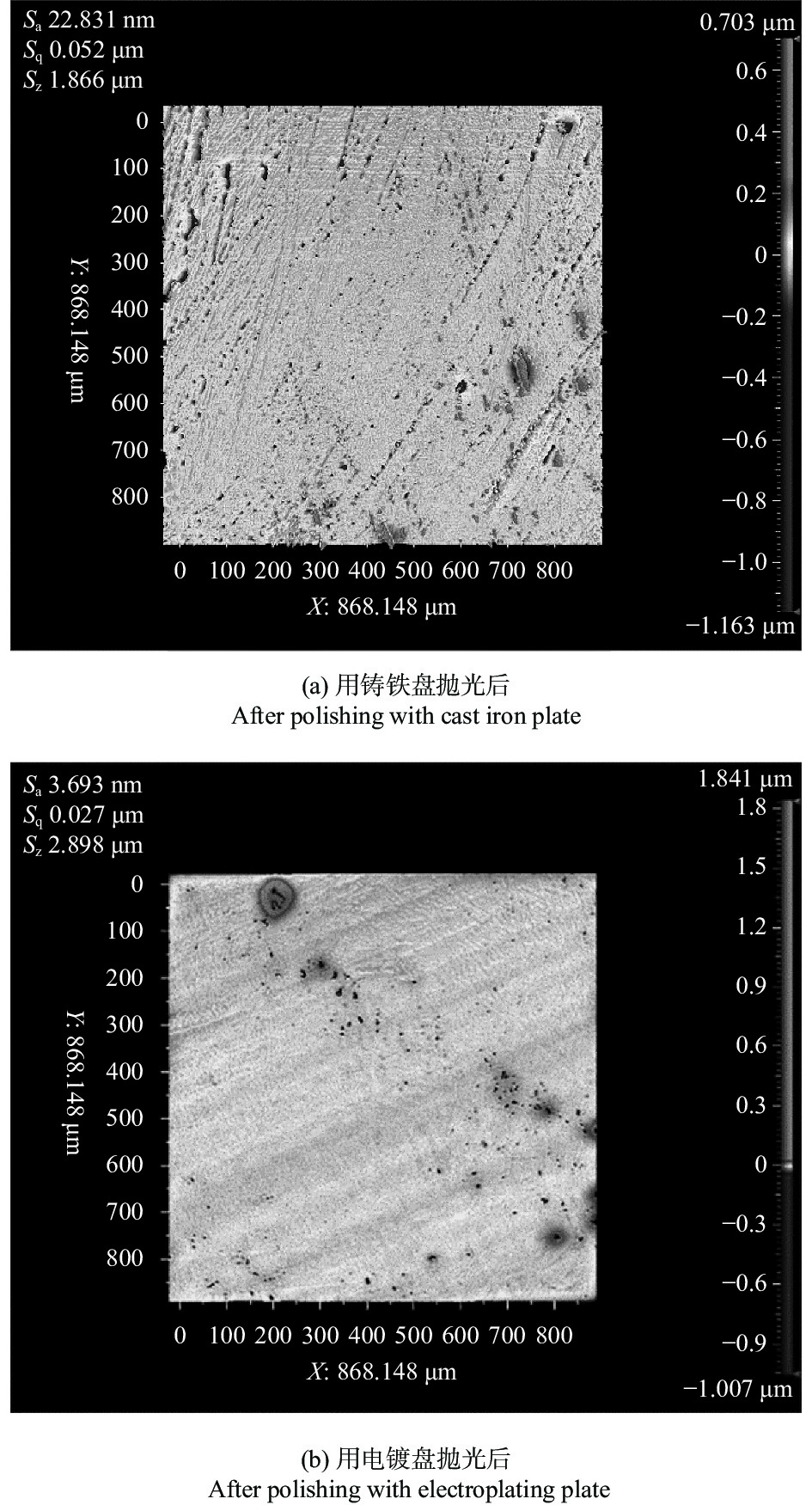
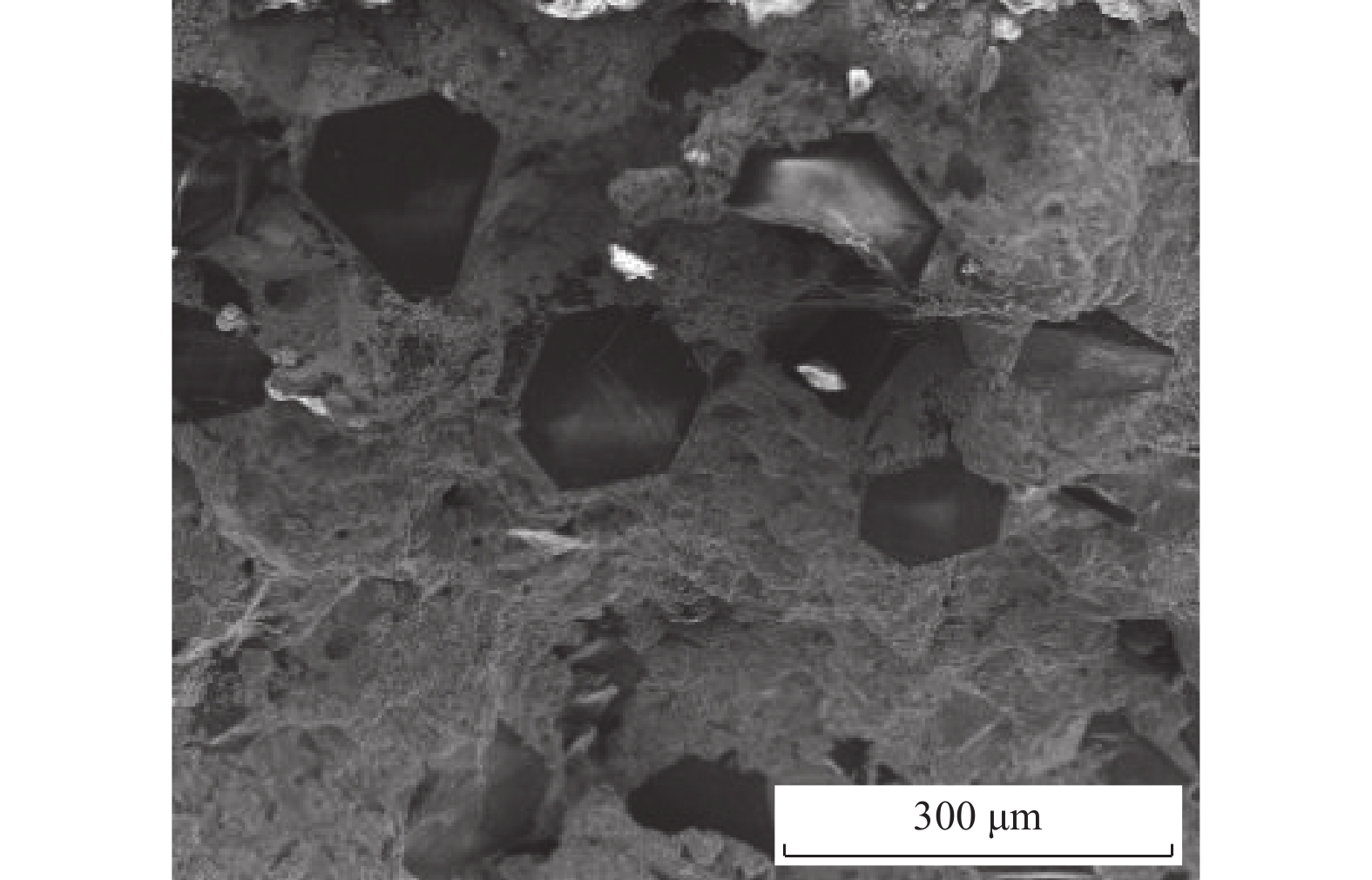
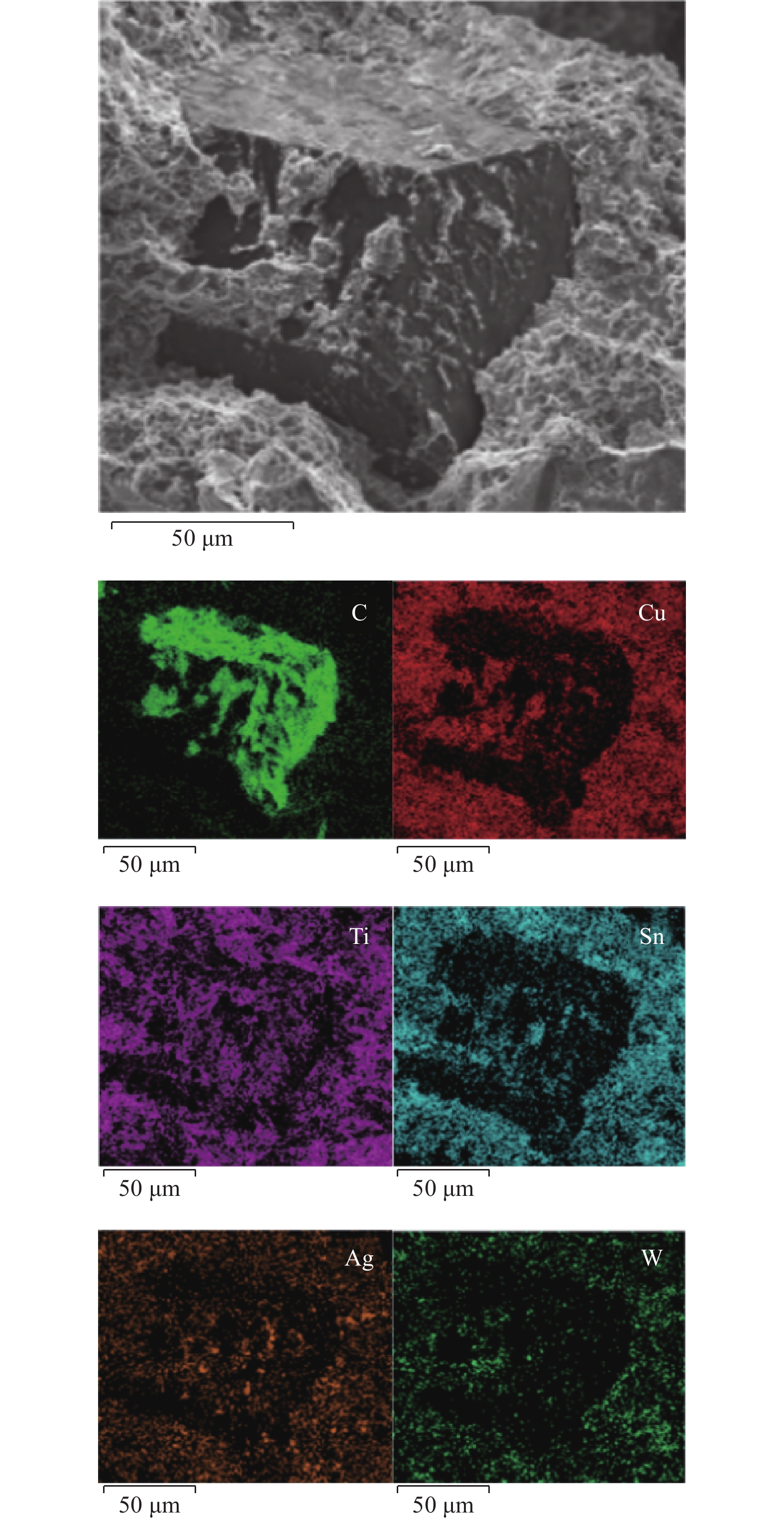
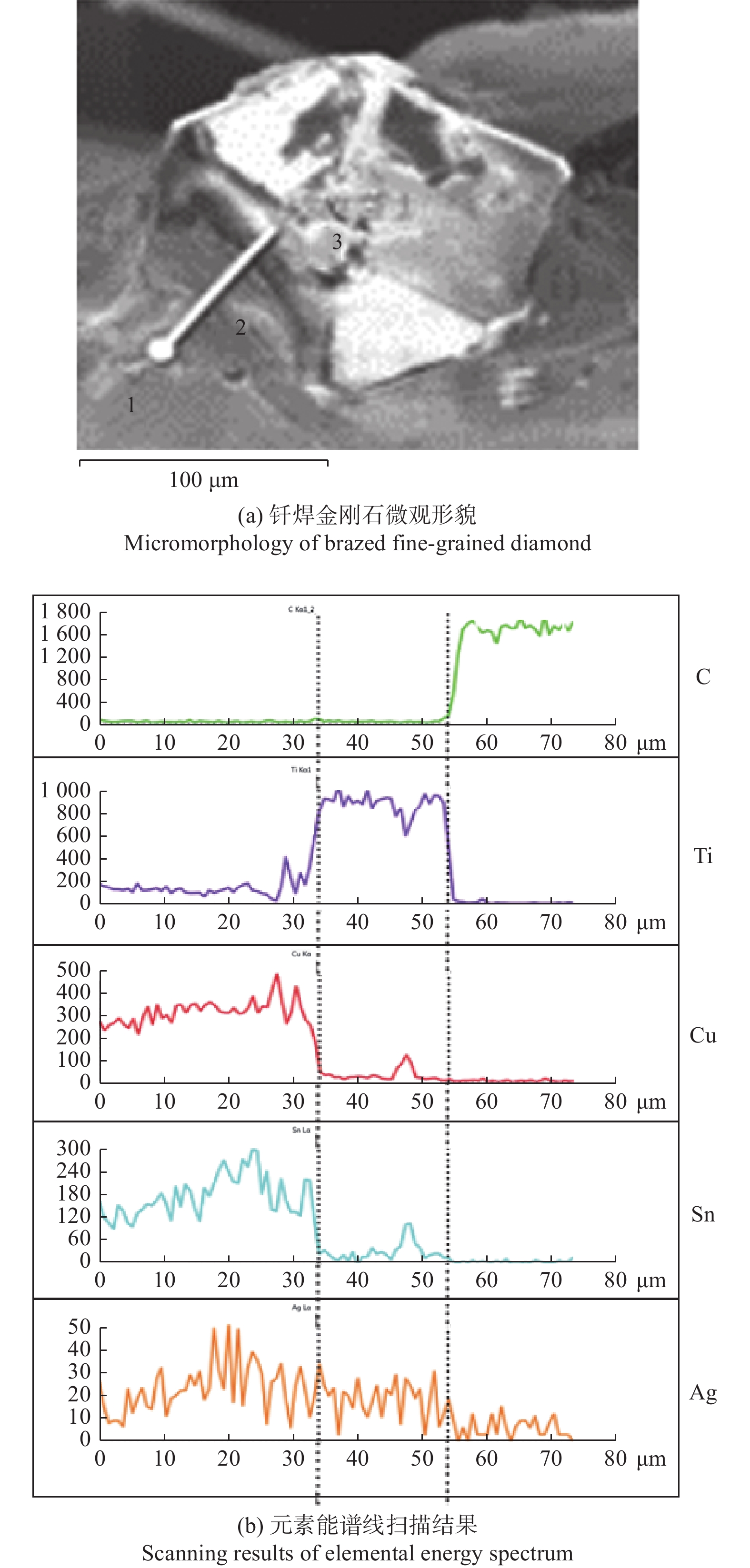
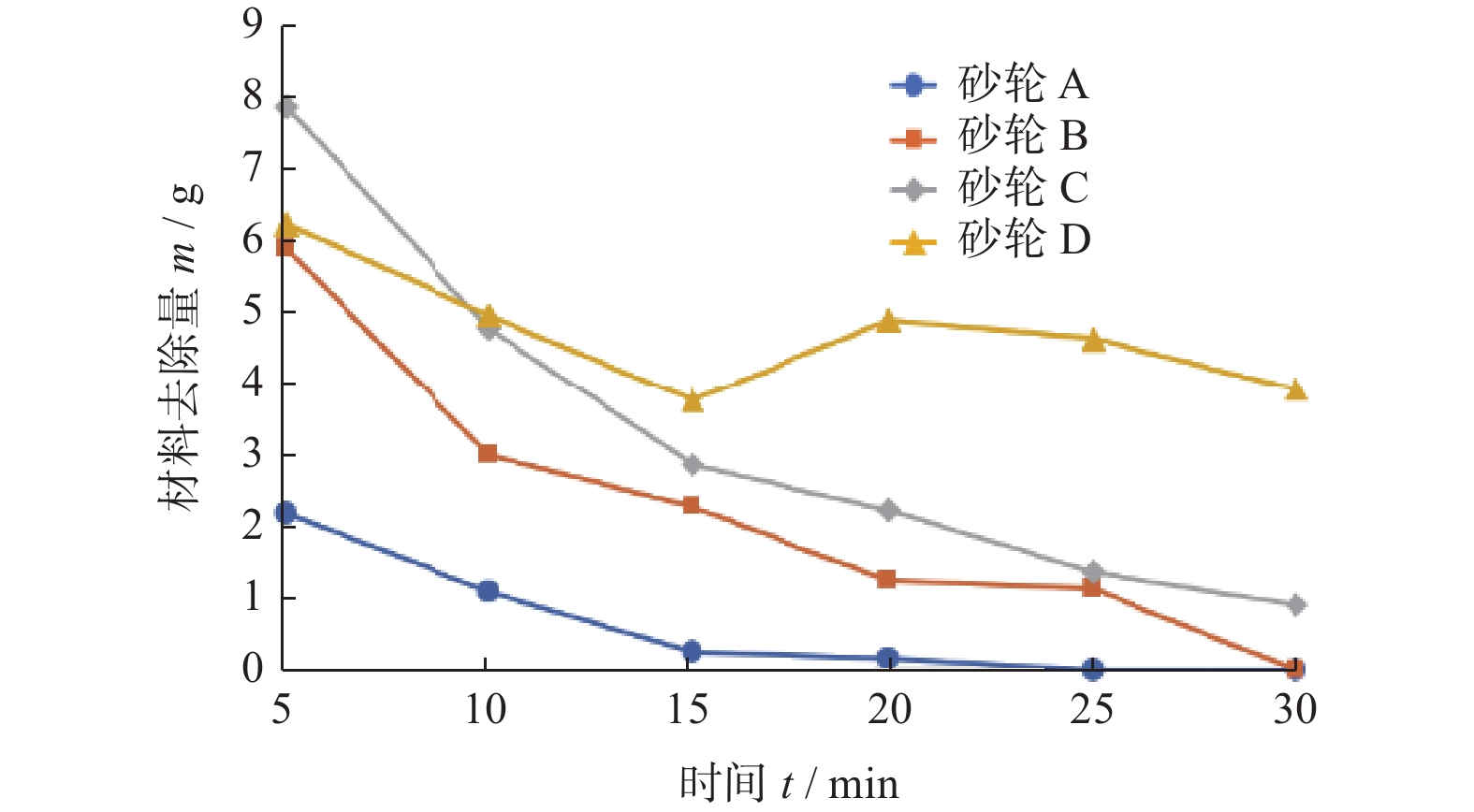
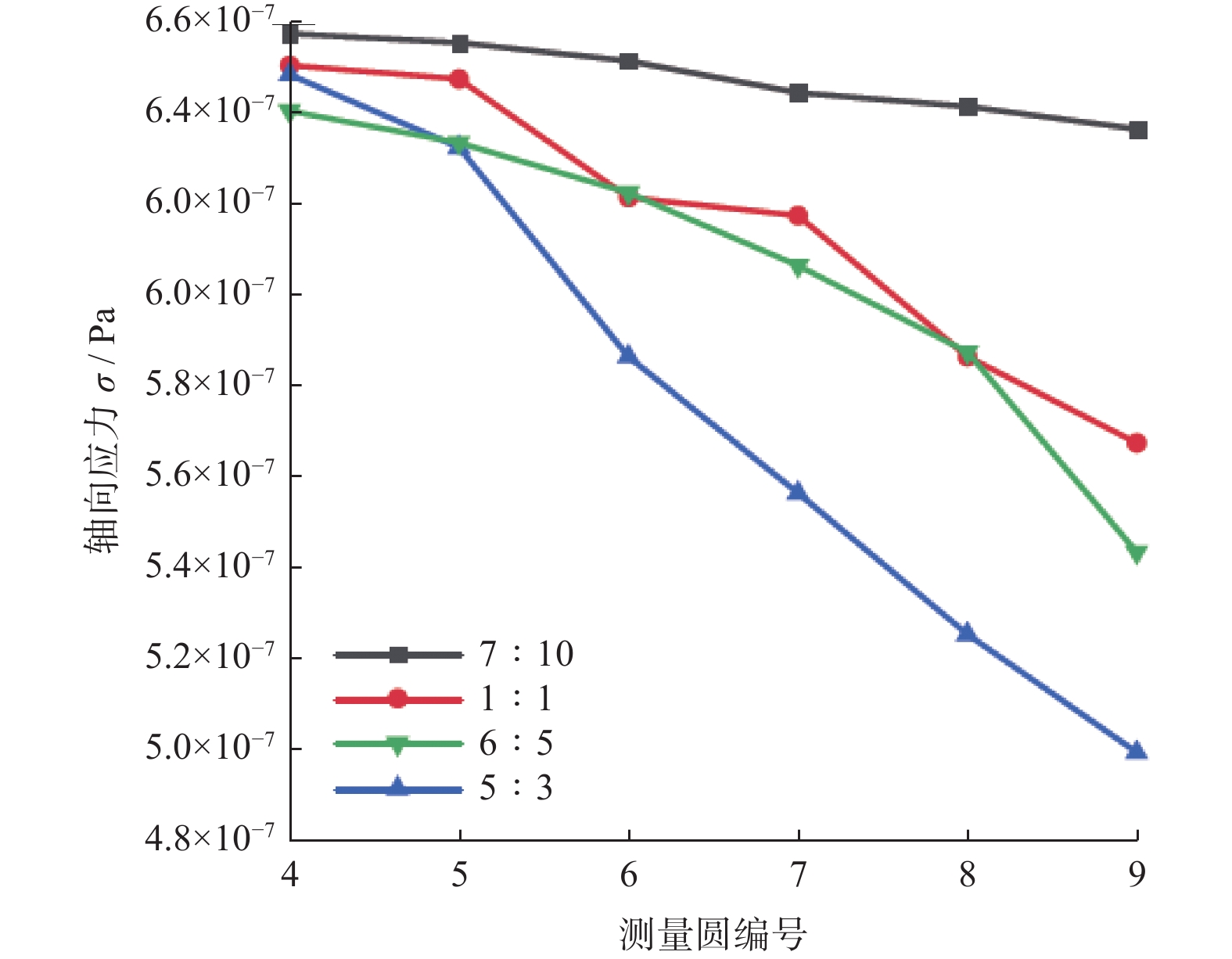
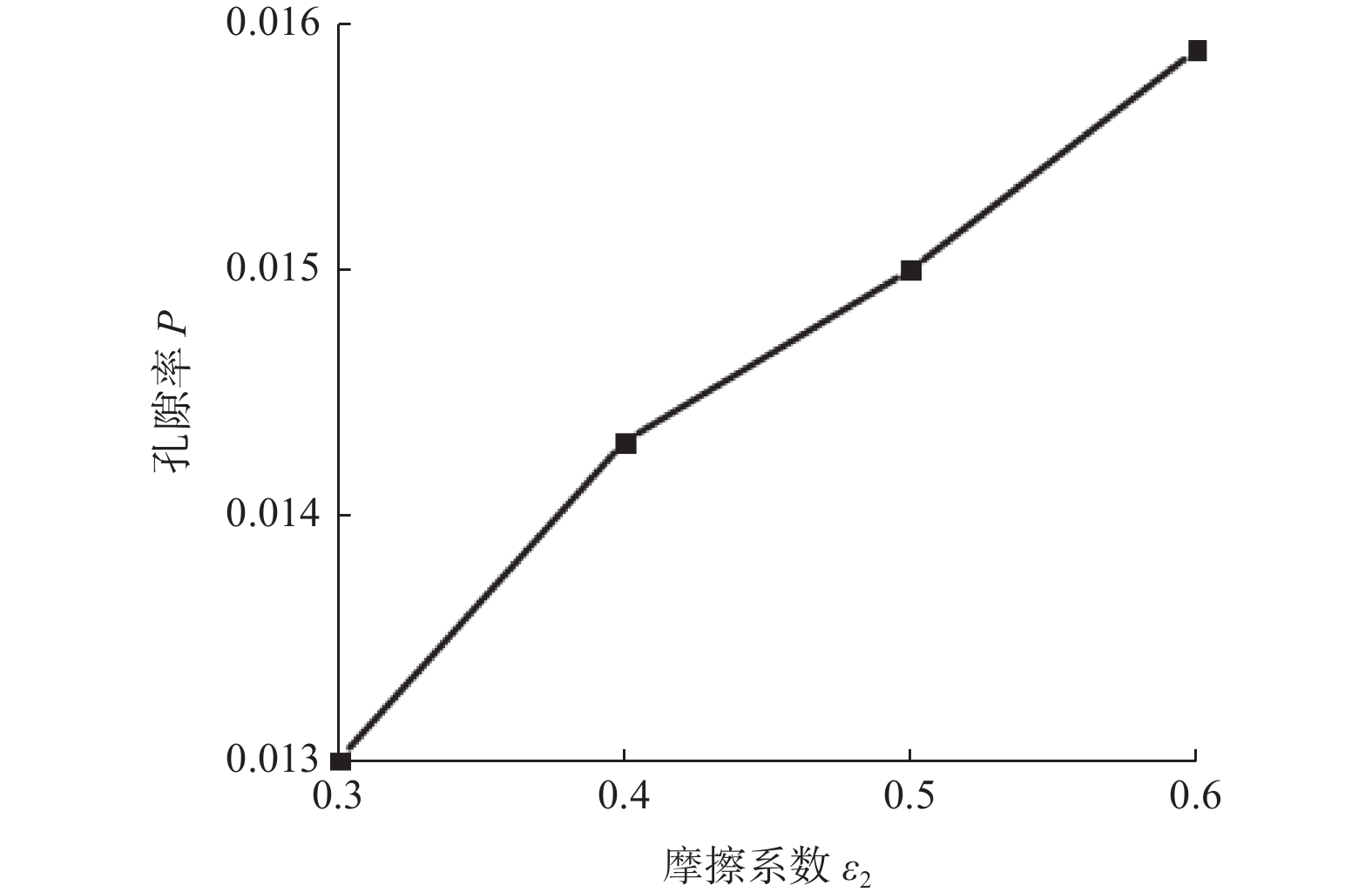
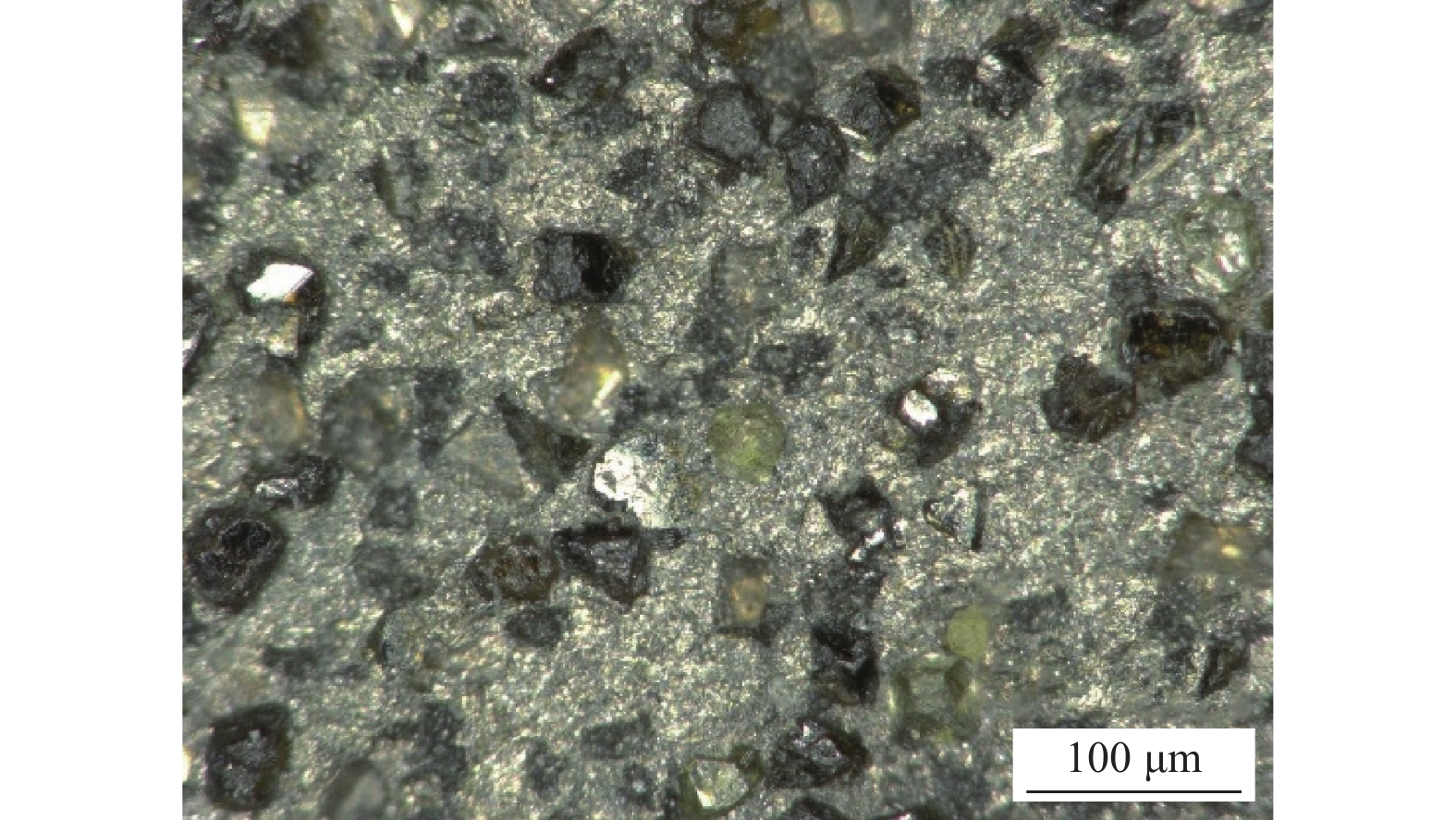
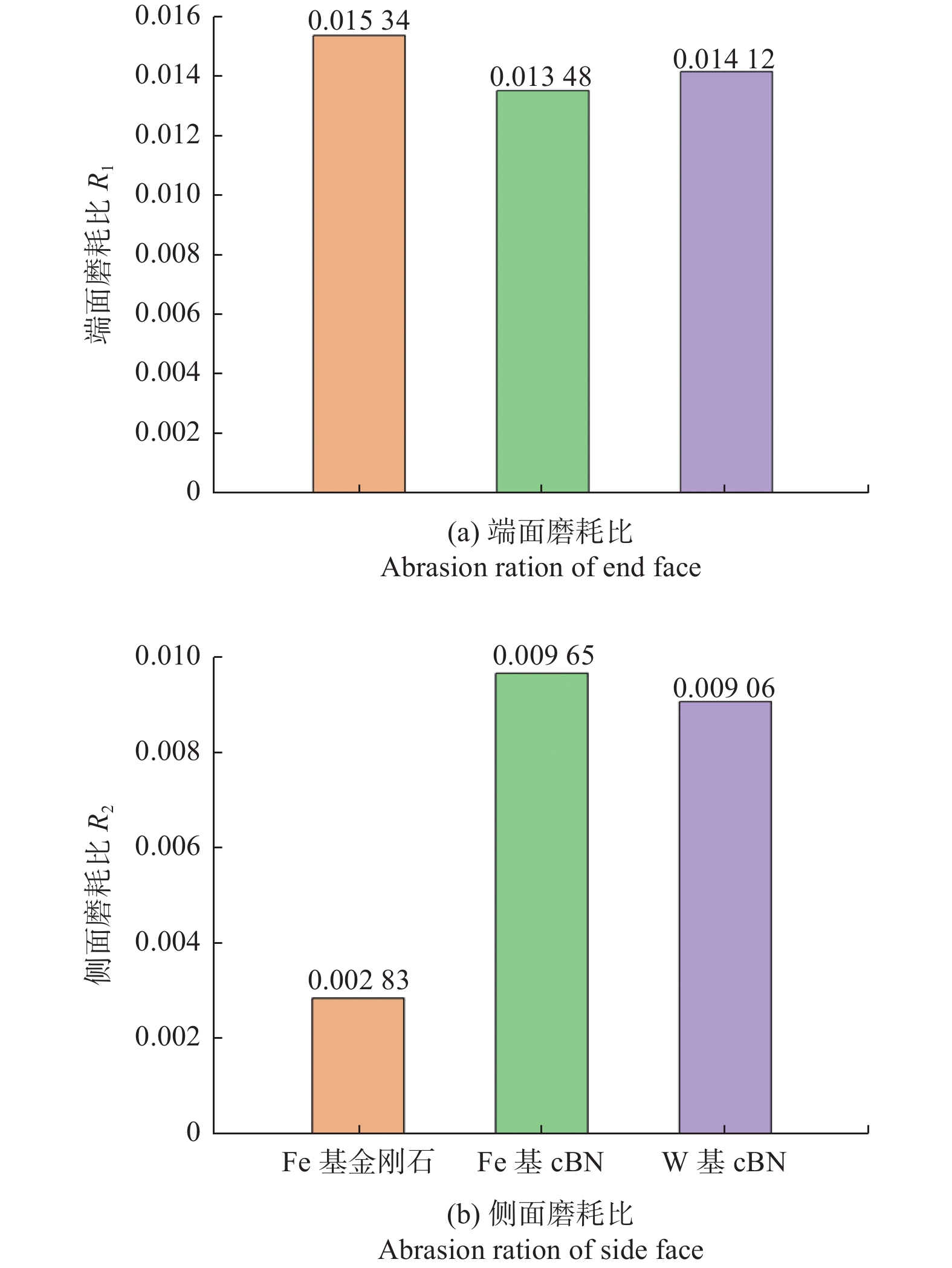
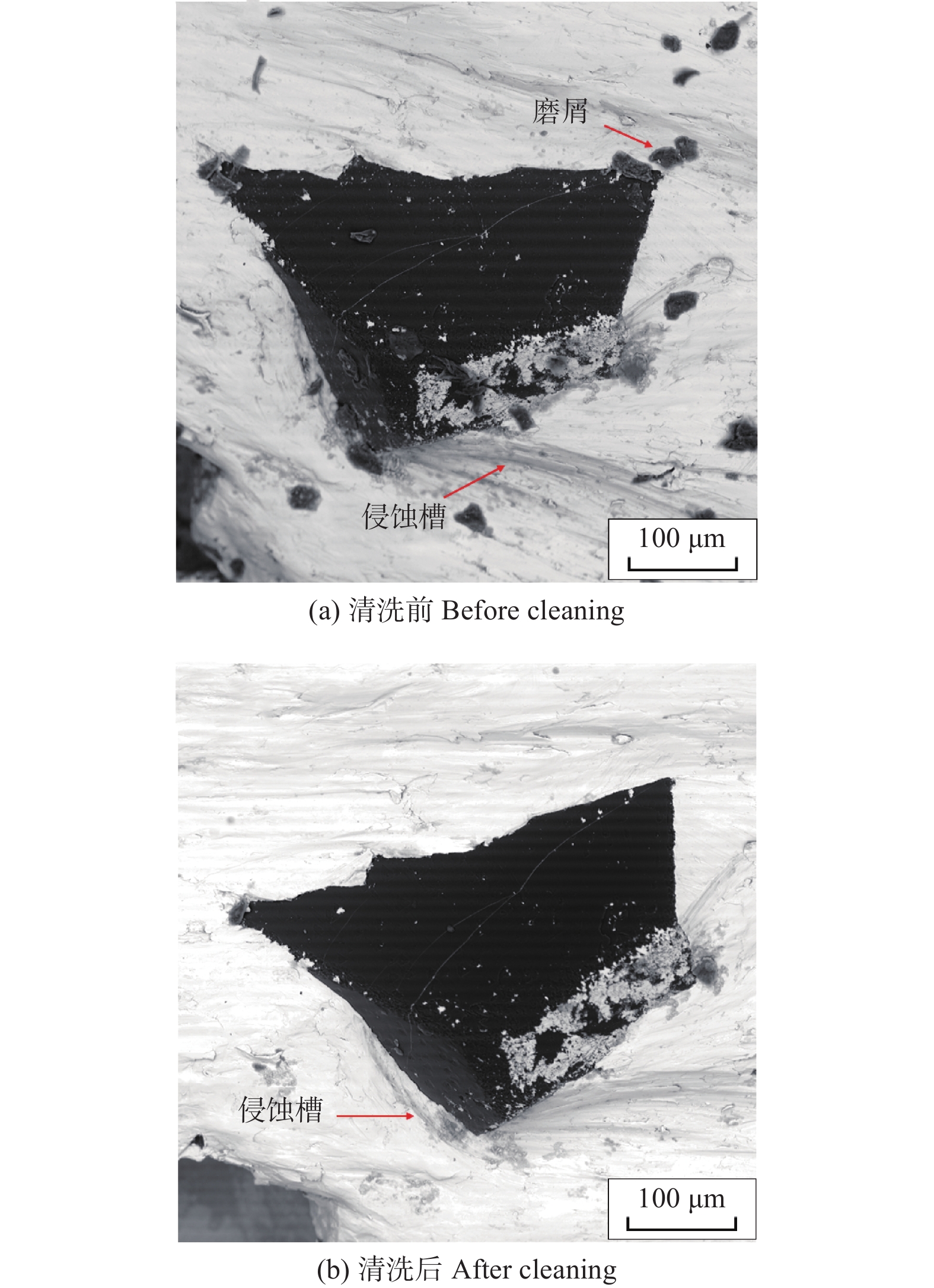
[RESULTS] Microwave pressureless sintering is more efficient than conventional heating methods below 1000 ℃. High calorific value Ni-Al alloy assistance can shorten the experimental time of sample sintering, and can control the temperature point of inducing SHS reaction below the graphitization temperature of diamond. Under the protection of Ar atmosphere, the Ti-Si-C system undergoes an SHS reaction, which can generate three phases of Ti3SiC2, TiC, and Ti5Si3. Adding a certain amount of Si as a combustion-supporting agent in the experiment will be beneficial to the generation of the target phase of Ti3SiC2. When Ti3SiC2, TiC, and Ti5Si3 are at a certain proportion of equilibrium points, they can stably combine with diamond abrasives to exert the maximum grinding performance. As the Si content increases, the Ti3SiC2 phase first increases and then decreases. When n (Ti): n (Si): n (C) = 3: 1.1: 2, the grinding performance of Ti3SiC2-based diamond composite material is the best, and the diamond particle size is 70/80 mesh. The sample has the highest wear ratio, which can reach 286.53. Through the analysis of the friction wear test section of the composite material, the overall pores of the sample are small and evenly distributed, providing a good grip for the diamond abrasive. The diamond fits tightly with the surrounding matrix, the exposed part of the diamond is slightly higher than the grinding surface of the matrix, and the remaining part is tightly wrapped by the matrix, maximizing the grinding ability of the sample. It is known from the above analysis that the size of the pores, the distribution of the pores, the ratio of the raw materials, and the particle size of the diamond are the keys to the overall grinding performance. The pores are small and evenly distributed, and the matrix is more likely to form a flat grinding plane during the grinding process, which is easy for the diamond to exert good grinding performance. Adding a combustion-supporting agent and increasing the particle size of the diamond can both improve the grinding performance of the sample. When the Si combustion-supporting agent is added to 0.1 mol and the diamond particle size is 180~212 μm, it reaches the highest.
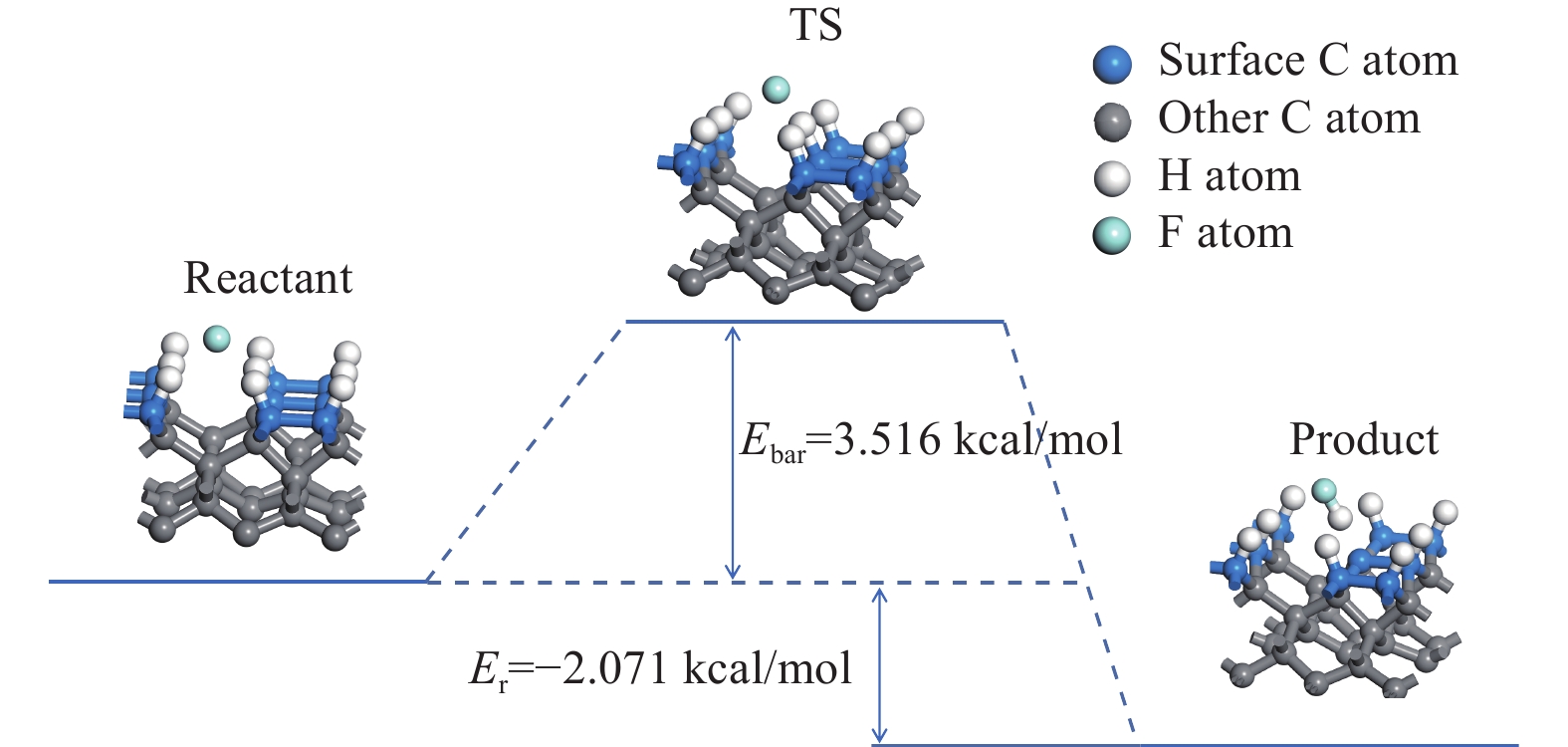
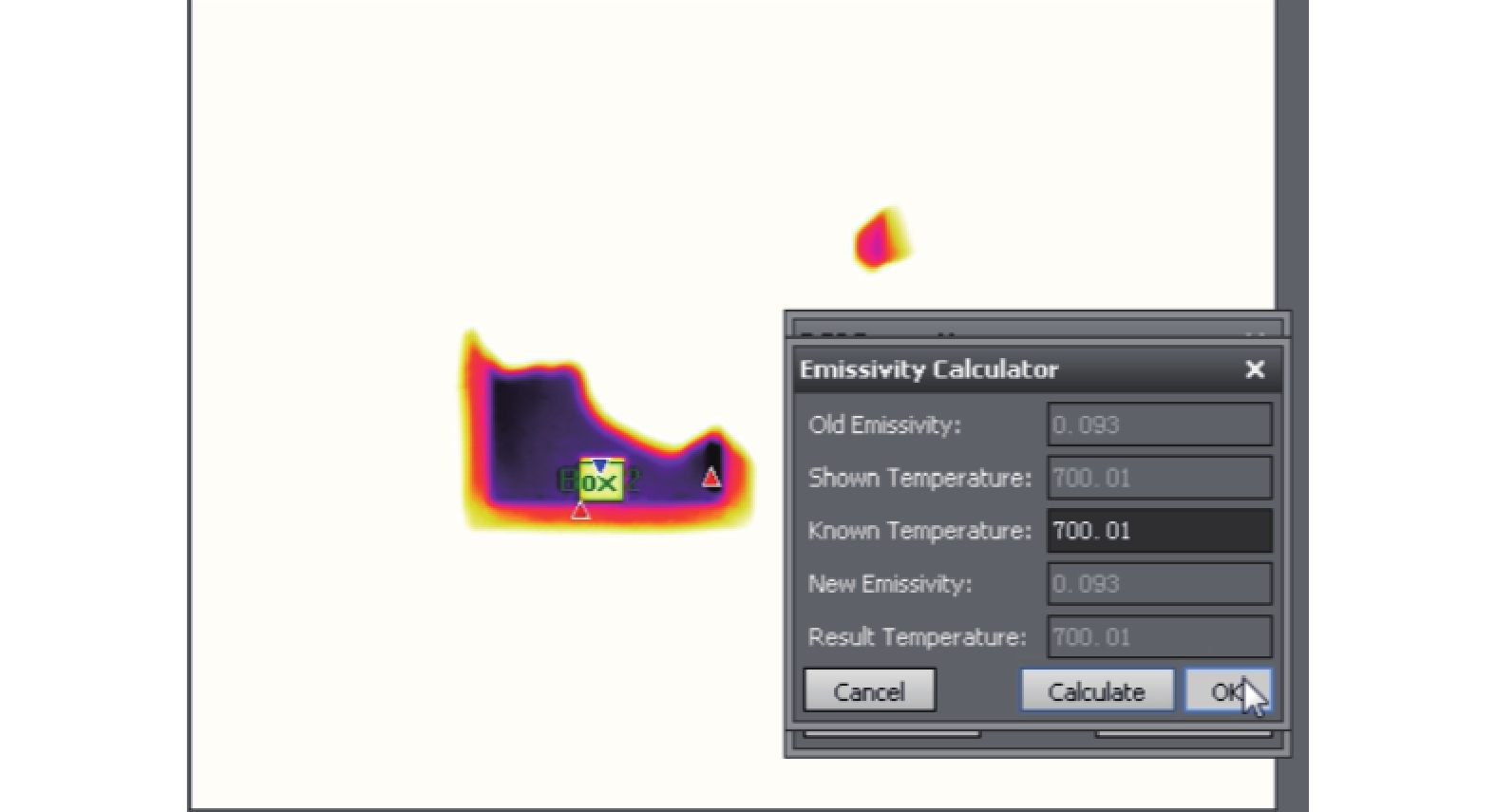
[CONCLUSIONS] By optimizing the raw material ratio and preparation process, using Ni-Al to assist microwave sintering, an SHS reaction is induced at 482 s and 685.5 ℃, preparing a Ti3SiC2-based diamond composite material containing Ti3SiC2, TiC, and Ti5Si3, which has excellent grinding performance. By analyzing the mechanism of the difference in the wear ratio of samples under different raw material ratios, it is found that the small and evenly distributed pore structure in the matrix organization is conducive to producing a flat grinding surface and improving the grinding performance of the composite material samples. This research provides a new method for preparing diamond grinding tools for green and low-carbon circular development, and is expected to reduce energy consumption and improve efficiency in practical applications.
 Abstract
Abstract HTML
HTML PDF 3238KB
PDF 3238KB Cited By
Cited By


































 Email Alerts
Email Alerts RSS
RSS