摘要:
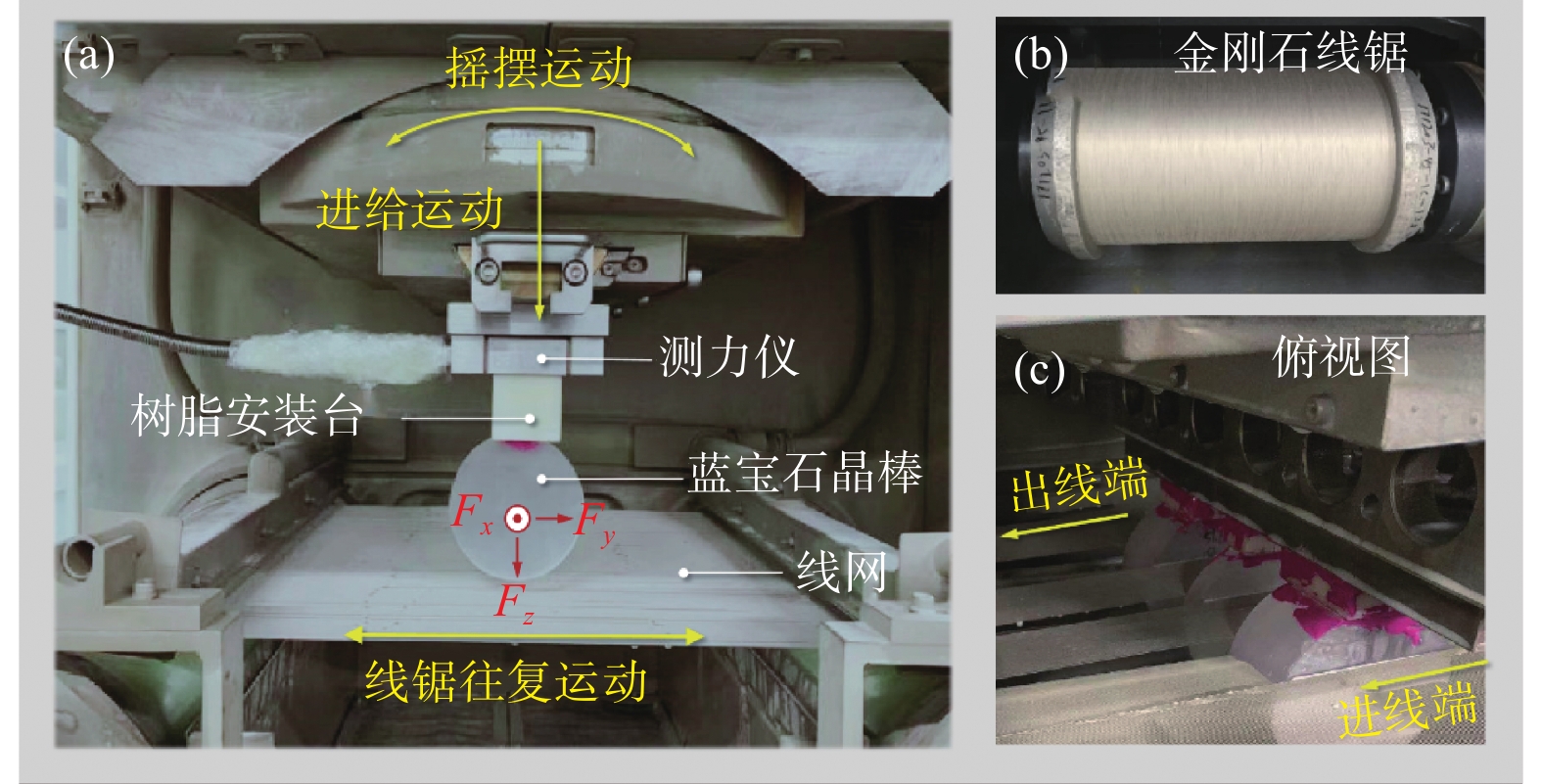
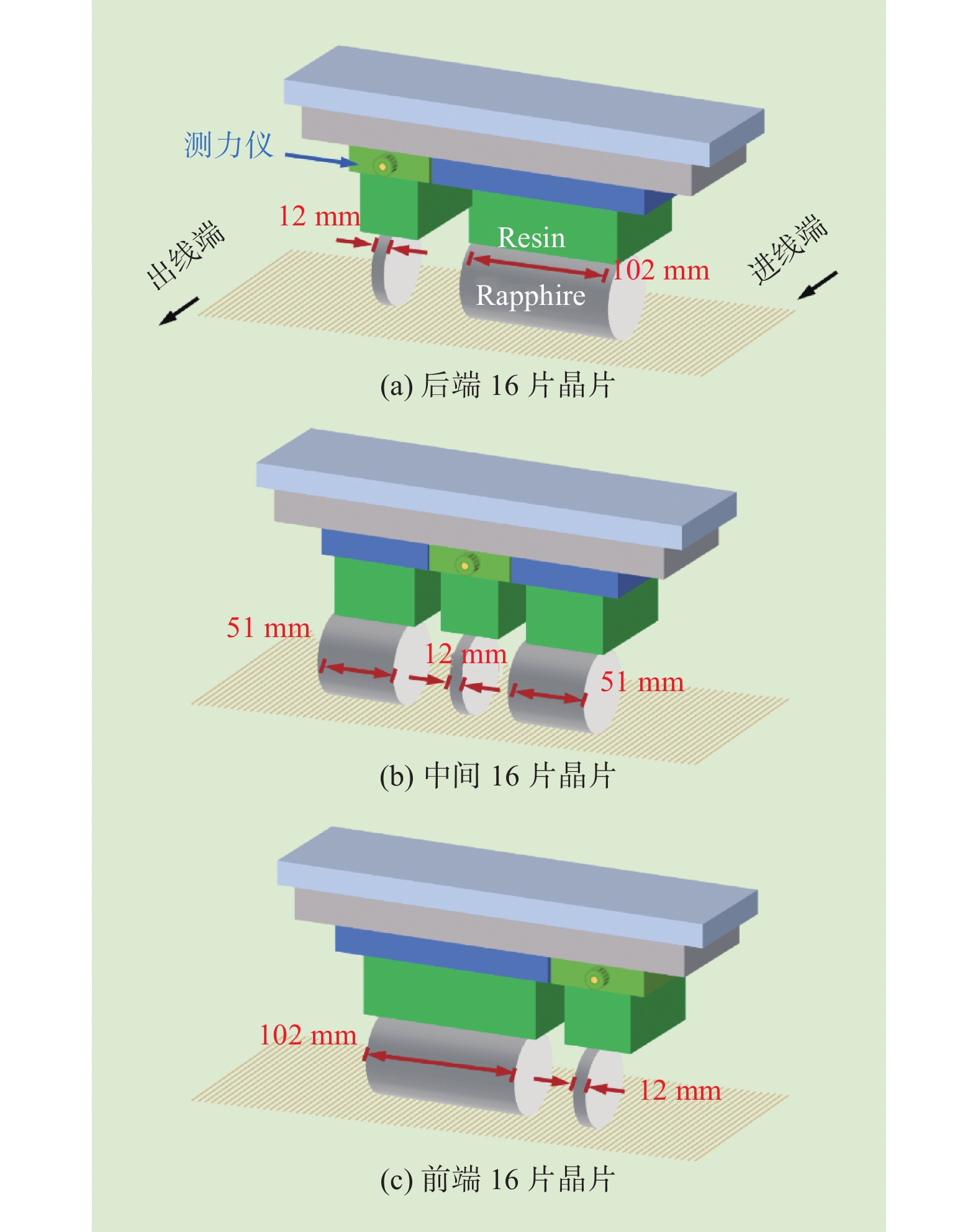
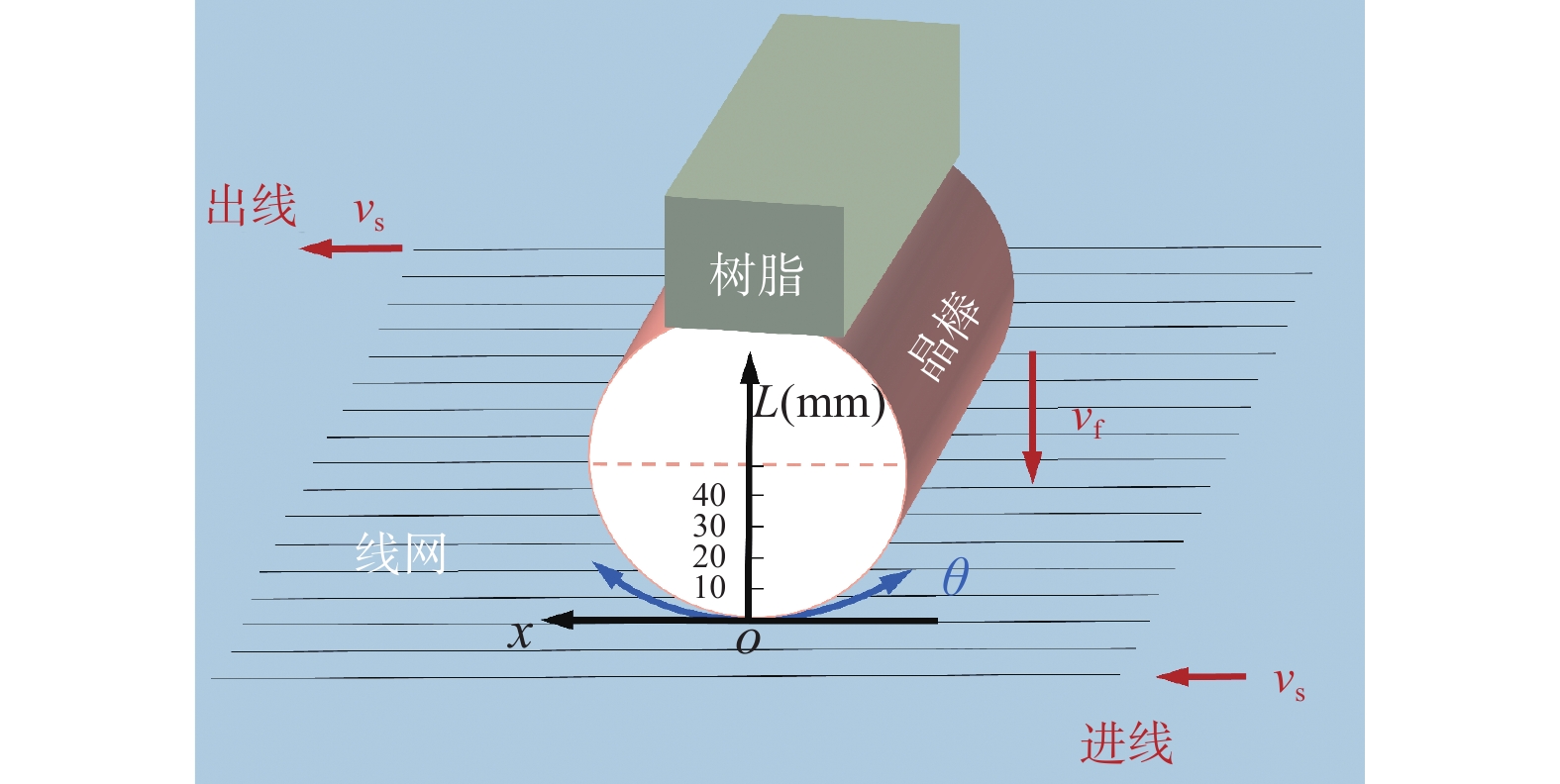
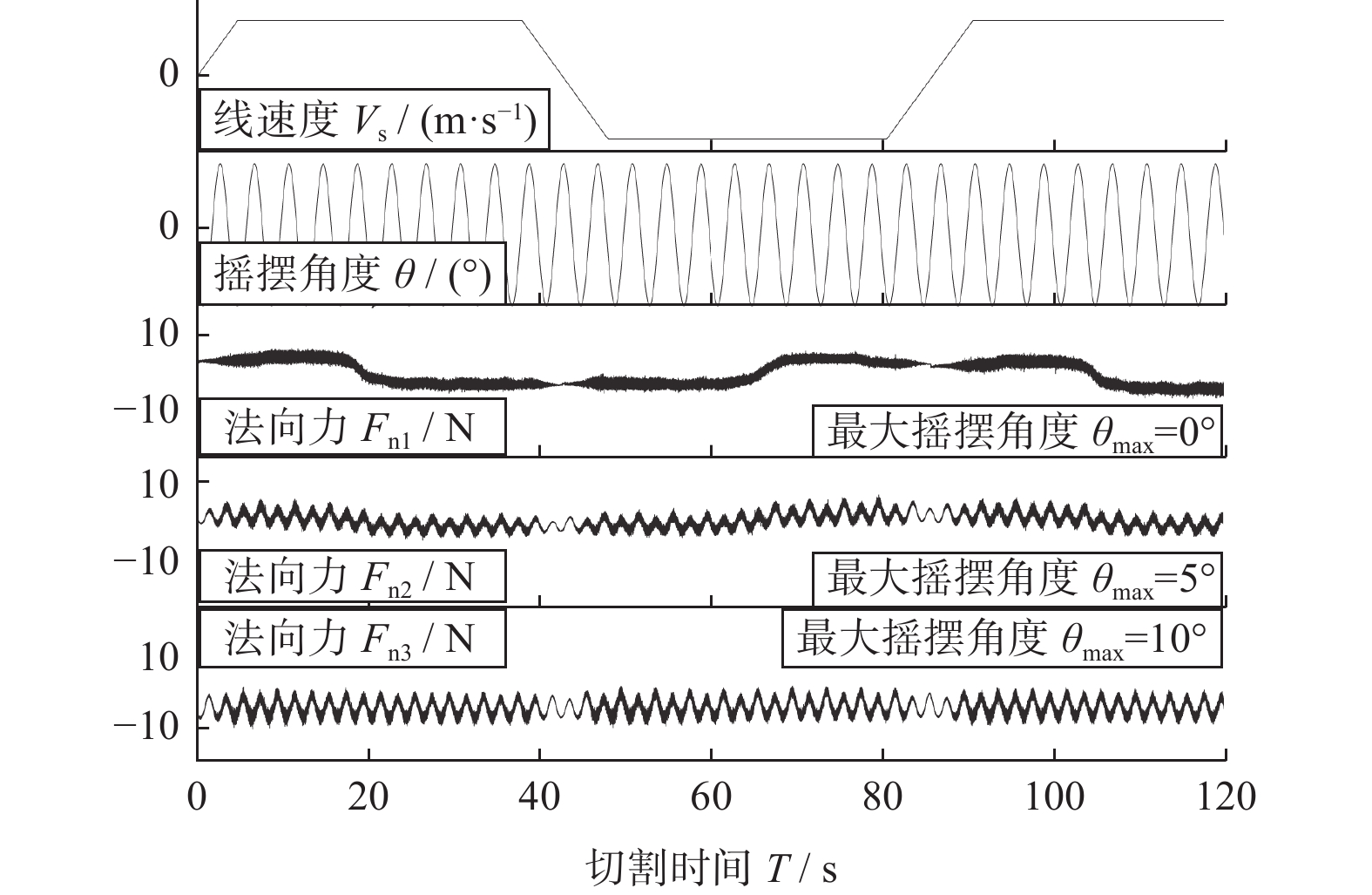
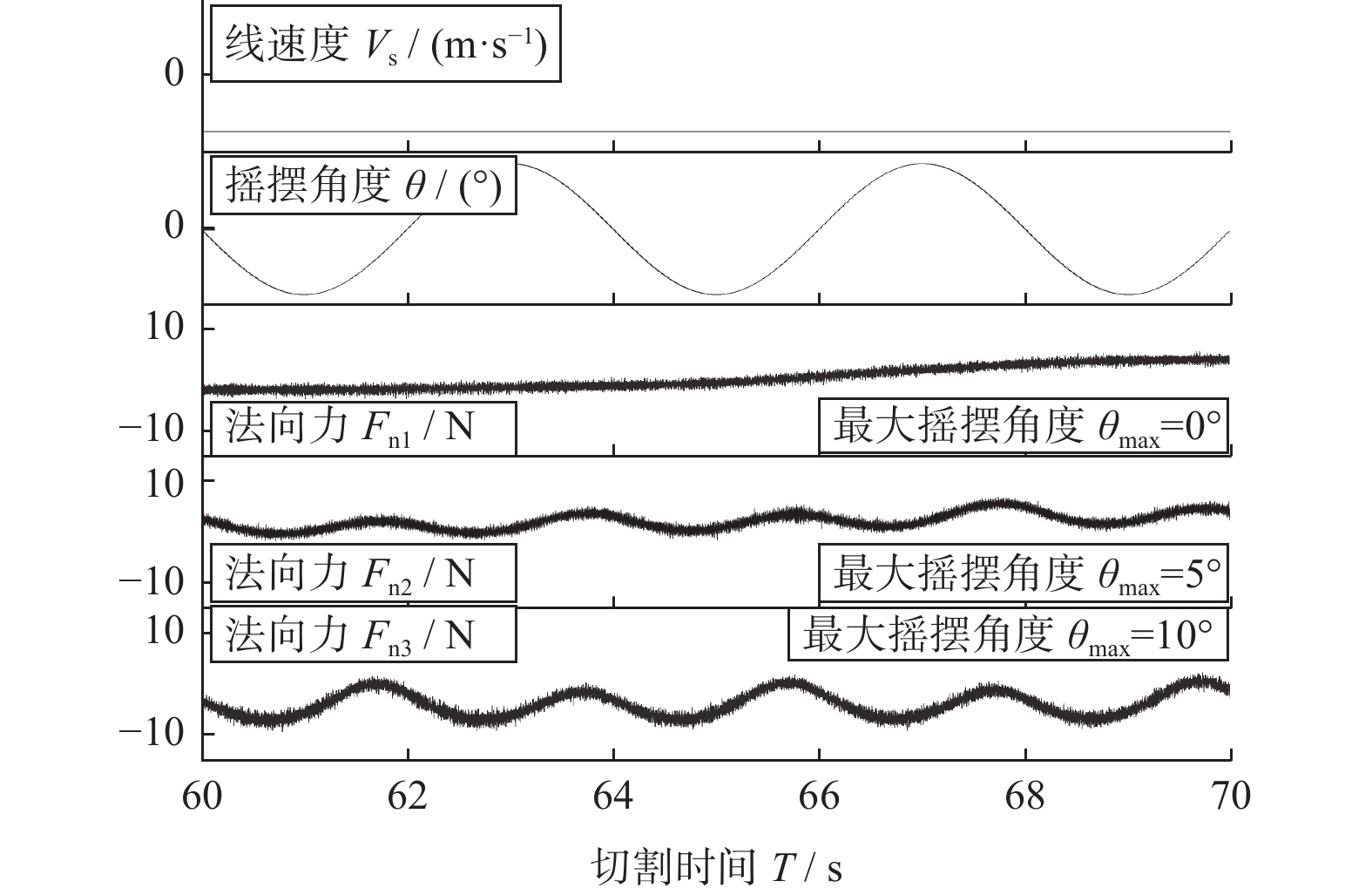
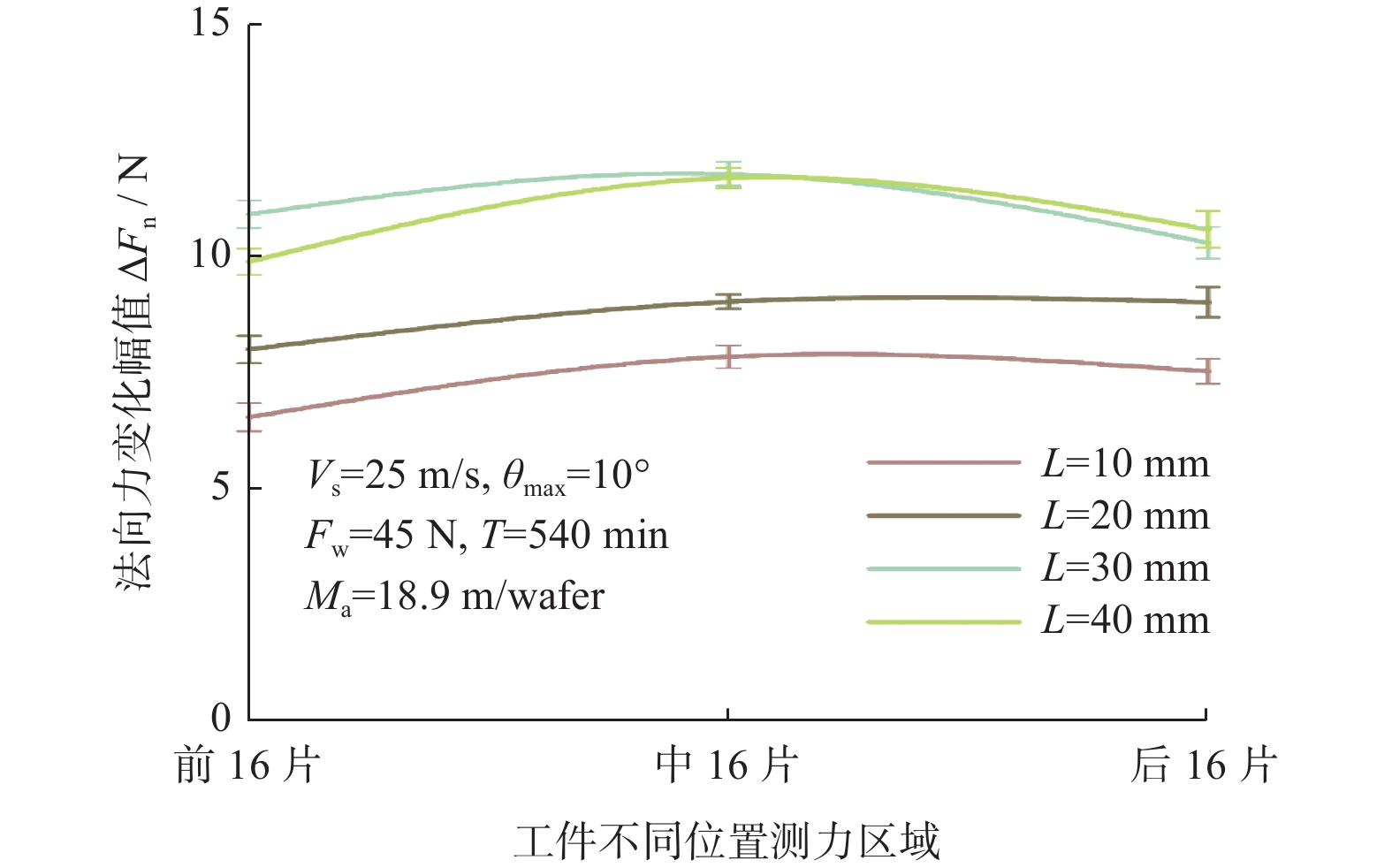
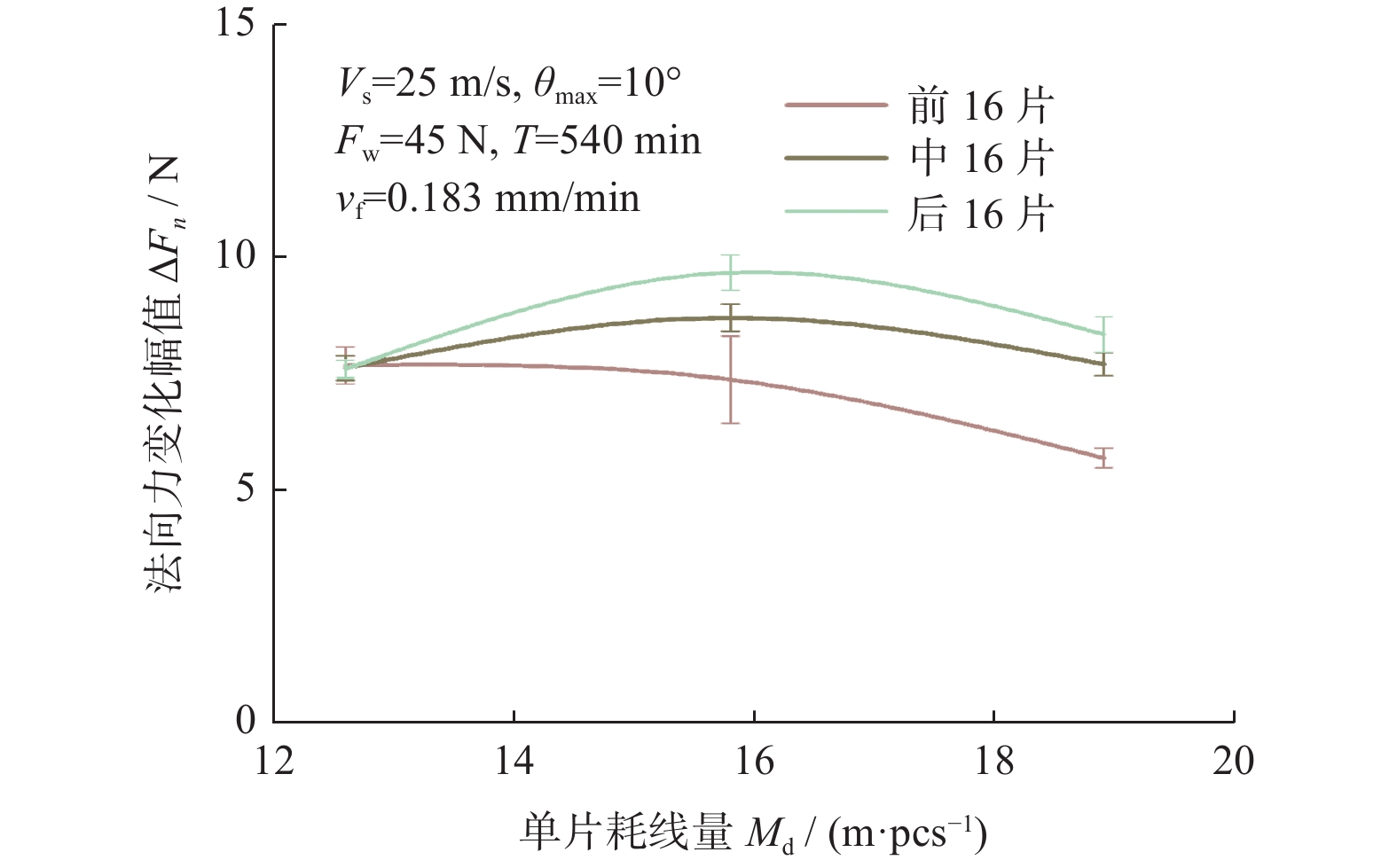
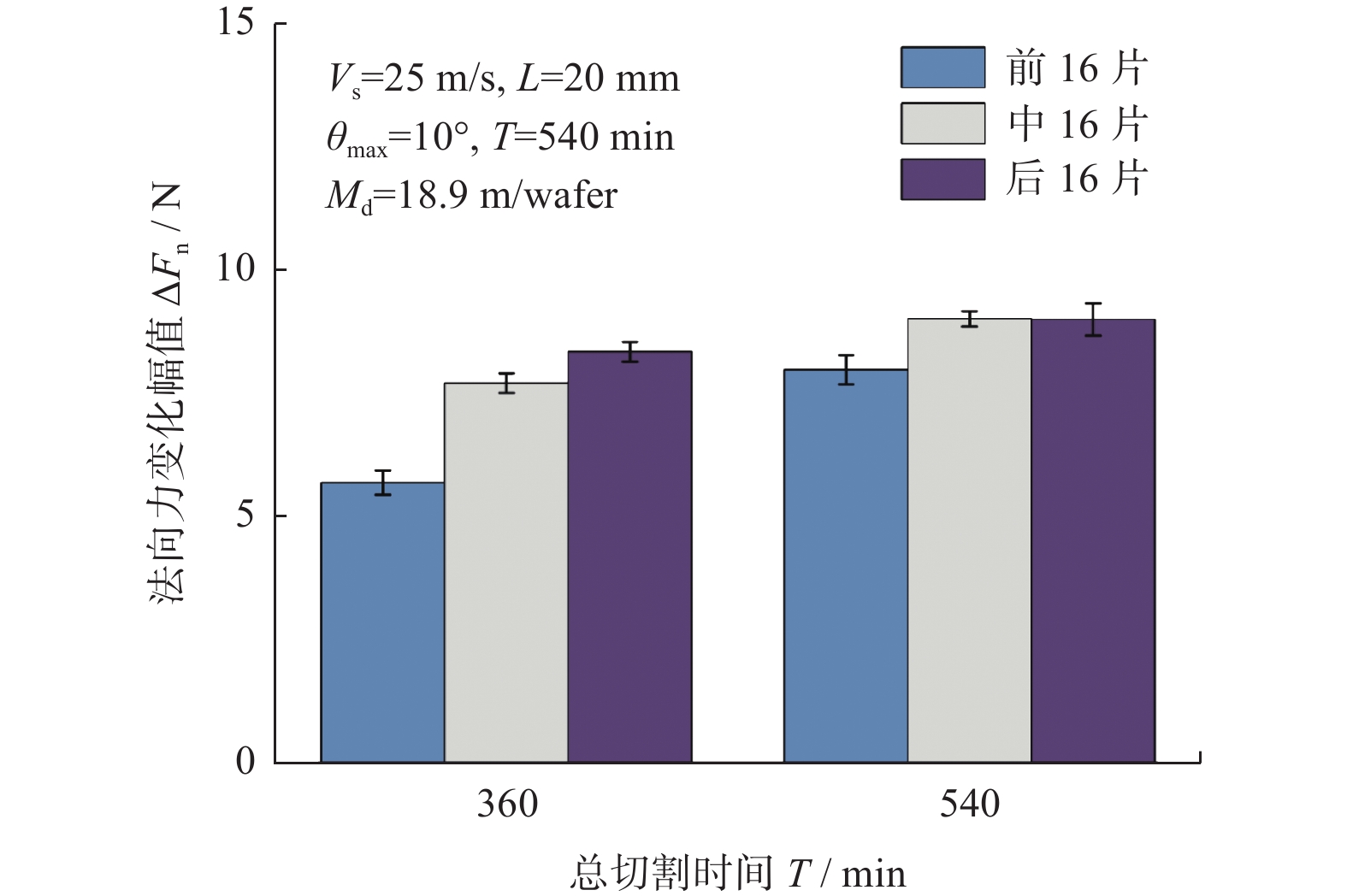
多线摇摆往复式线锯切割加工是目前将蓝宝石晶棒切割成晶圆衬底的主要加工方法,加工过程中法向切割力是反映加工过程稳定性的重要指标。测量了多线摇摆往复式线锯切割蓝宝石晶棒过程中产生的法向力Fn,跟踪了晶棒不同位置和不同切割深度下法向力的变化规律,以法向力变化幅值ΔFn为指标,探究各种工艺参数对加工过程稳定性的影响。试验结果表明:法向力Fn与线锯的往复运动、工件的摇摆运动有明确的对应关系,晶棒前端的ΔFn与中后端的有明显的不同。线速度vs、最大摇摆角度θmax、单片耗线量Md、张紧力Fw、总切割时间T等工艺参数对ΔFn有着不同的影响。ΔFn的波动程度与线锯磨损有着密切的关系。


 摘要
摘要 HTML
HTML PDF 3208KB
PDF 3208KB 施引文献
施引文献





































 11月7日—11日
11月7日—11日 郑州
郑州





 邮件订阅
邮件订阅 RSS
RSS