CN 41-1243/TG
ISSN 1006-852X
EN
高级检索+
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
所有
标题
作者
关键词
摘要
Doi
栏目
作者地址
基金
中图分类号
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
留言板
尊敬的读者、作者、审稿人, 关于本刊的投稿、审稿、编辑和出版的任何问题, 您可以本页添加留言。我们将尽快给您答复。谢谢您的支持!
姓名
邮箱
手机号码
标题
留言内容
验证码
当期目录
2025年 第45卷 第4期
上一期
选择全部
显示方式:
磨粒几何学建模方法与应用研究进展
彭飞
,
张彦彬
,
张汝康
,
崔歆
,
徐培明
,
董兰
,
张效天
,
宋学磊
,
李长河
2025, 45(4): 427-447.
doi:
10.13394/j.cnki.jgszz.2024.0165
摘要
(
398
)
HTML
(
130
)
PDF 8603KB
(
39
)
施引文献
(
)
摘要:
磨粒是精密加工领域不可或缺的一部分,对关键零部件的加工至关重要。磨粒的几何学建模是定量描述材料去除过程的关键,对加工过程中的力、热以及表面形貌预测影响显著。然而,现有磨粒建模方法缺乏统一指导,磨粒形状的可控制备仍是亟待解决的难题。本研究基于现有文献分析磨粒几何学建模的研究热点和影响因素,对4种常见磨粒形状的建模方法及其在游离磨料和固结磨料的应用、磨粒形状的可控制备和整形方法进行综述,并从人工智能赋能磨粒几何学建模、磨粒可控制备与整形新技术、磨粒磨损和失效的表征方面对磨粒几何学建模领域的发展进行展望。
钨过渡层热处理对微米晶金刚石涂层的影响
王海龙
,
丁晟
,
马莉
,
魏秋平
2025, 45(4): 448-457.
doi:
10.13394/j.cnki.jgszz.2024.0063
摘要
(
1053
)
HTML
(
479
)
PDF 4773KB
(
16
)
施引文献
(
)
摘要:
硬质合金基微米晶金刚石涂层存在的晶粒粗大和结合性能不佳等情况,影响其在精密加工领域中的应用。为改善硬质合金基微米晶金刚石涂层的结合性能并细化金刚石晶粒,采用蒸发法在硬质合金表面沉积钨过渡层,经热处理后采用热丝化学气相沉积法在其上方沉积金刚石涂层,研究不同热处理温度对钨过渡层结构及金刚石涂层形貌、质量和性能的影响。结果表明:蒸镀的钨过渡层呈现非晶结构,随着热处理温度升高,钨过渡层的结晶度升高并形成不同尺寸的“孤岛−沟壑”结构。SEM图像、X射线衍射图谱和拉曼光谱显示,经热处理后钨过渡层上生长的金刚石涂层晶粒尺寸变小,结晶度更高。900 ℃热处理30 min的钨过渡层表面“孤岛−沟壑”结构尺寸适中,均匀性最好,其上生长的金刚石涂层平均晶粒尺寸约为1.97 μm,平均摩擦系数最低;对应的摩擦副表面最平整,磨损率也明显降低。900和1 000 ℃热处理钨过渡层上的金刚石涂层结合性能相比无过渡层样品有显著提高,在600 N载荷下分别达到HF2和HF1级别。
金刚石双金属层的镀覆工艺
陈蕾莹
,
陈雷明
,
刘雪婷
,
王旭磊
,
程绍坤
,
朱子怡
,
陈博宇
,
鞠恒冬
,
潘晓宇
,
姚梦媛
2025, 45(4): 458-469.
doi:
10.13394/j.cnki.jgszz.2024.0098
摘要
(
1290
)
HTML
(
531
)
PDF 5980KB
(
30
)
施引文献
(
)
摘要:
采用盐浴镀覆法对金刚石表面进行双金属层改性处理,以实现金刚石/金属界面结合力的提升。通过对Ti-Ni、Ti-Mo、Ti-W、Ti-Co 4种双金属层改性金刚石的物相组成、微观形貌、镀层厚度、表面粗糙度等进行测试及分析,探究金属组合差异对金刚石镀层性能的影响。结果表明:金属化合物的热力学稳定性、界面相容性以及金属间晶格失配度影响镀层质量;Ti-W改性的金刚石表面因Ti
x
W
1−
x
化合物的高稳定性、W的低扩散速率及Ti-W的高效还原性,其镀层厚度最大为3.4 μm,较界面亲和度较弱且晶格失配度较大的Ti-Co样品的镀层厚度提高了161.54%;Ti-Mo与Ti-W改性的金刚石表面因晶格失配度低,在金刚石(111)晶面表现出优异的表面平整性,其表面粗糙度
R
a
较Ti-Ni样品的分别降低了12.41%、21.05%,较Ti-Co样品的分别降低了57.16%、61.39%。
45钢表面激光熔覆金刚石合金涂层的组织性能分析
芦甜
,
王传留
,
马少明
,
朱颖
2025, 45(4): 470-478.
doi:
10.13394/j.cnki.jgszz.2024.0100
摘要
(
227
)
HTML
(
111
)
PDF 4156KB
(
11
)
施引文献
(
)
摘要:
为提高45钢的耐磨性,采用激光熔覆工艺在其表面制备以镀Ni金刚石为耐磨相、Ti与WC等材料为结构增强相的新型合金耐磨涂层,研究激光功率对金刚石石墨化及涂层冶金结合的影响,并通过金相显微镜、扫描电镜和维氏硬度计分析合金涂层的显微组织和显微硬度。结果表明:在45钢表面激光熔覆镀Ni金刚石合金涂层后,合金涂层中含有完整的金刚石颗粒且其与黏结相之间形成良好的冶金结合,合金涂层与基体间无明显分层现象;使用镀Ni金刚石以及添加WC、TiC粉末等可在高能激光束下保护金刚石,减少金刚石的烧蚀和石墨化现象;进一步添加Co、Ti等元素可改善合金涂层的流动性,增强其与金刚石的结合力,提高涂层硬度,使其平均显微硬度达到HV 257.85,为基材显微硬度HV 170.40的1.51倍。通过添加镀Ni金刚石和增强相,可有效提高合金涂层的硬度和耐磨性能,同时提高45钢表面耐磨性和使用寿命。
钎焊微粉金刚石磨头的性能研究
李纬
,
肖冰
,
何旭
,
张自立
,
周露露
,
肖皓中
2025, 45(4): 479-485.
doi:
10.13394/j.cnki.jgszz.2024.0025
摘要
(
1200
)
HTML
(
483
)
PDF 4085KB
(
19
)
施引文献
(
)
摘要:
为解决钎焊过程中微粉金刚石磨粒损伤严重、钎料与基体结合不牢的问题,采用合适的钎焊工艺在钢基体上钎焊微粉金刚石(325/400#),分析钎焊样件结合界面并制备磨头对氧化铝陶瓷板进行加工。研究发现:微粉金刚石磨粒损伤较小;钢基体与钎料结合界面生成物为Fe、Cr形成的γ相固溶体及Fe、Ni形成的Ni-Fe置换固溶体,固溶体的存在可保证钎料与基体之间的牢固结合;制备的钎焊微粉金刚石磨头在加工陶瓷板时拥有较长的使用寿命。
SiCp/Al材料的超低温磨削工艺与表面完整性
郭维诚
,
韩少杰
,
何启超
,
郭淼现
2025, 45(4): 486-495.
doi:
10.13394/j.cnki.jgszz.2024.0129
摘要
(
246
)
HTML
(
87
)
PDF 4566KB
(
10
)
施引文献
(
)
摘要:
SiCp/Al作为一种典型的颗粒增强金属基复合材料,凭借其优异的综合性能在航空航天、精密电子等领域得到了广泛应用,但其物理特性与可加工性能仍有提升空间。针对20%体积分数的SiCp/Al复合材料进行液氮超低温与室温风冷磨削实验,对比2种冷却介质下工艺参数对其磨削力、表面损伤的影响,并分析其表面粗糙度、残余应力和显微硬度的变化规律。结果表明:SiCp/Al的超低温磨削力和表面完整性变化趋势与室温风冷磨削时的相近;超低温增加了铝基体的致密性与均匀性,提高了材料整体和界面结合强度,使其磨削力较室温风冷时的更大,且能有效抑制铝基体和SiC颗粒的磨削损伤,降低材料表面粗糙度,提高材料的残余压应力和硬度,从而综合提升材料表面质量。
Si
3
N
4
陶瓷圆柱滚子的金刚石砂带超精加工试验
王洪亮
,
李颂华
,
金驰
,
田凯
,
郭昊
,
赵梓辰
2025, 45(4): 496-503.
doi:
10.13394/j.cnki.jgszz.2024.0106
摘要
(
210
)
HTML
(
72
)
PDF 2520KB
(
12
)
施引文献
(
)
摘要:
Si
3
N
4
陶瓷圆柱滚子在极端工况中表现出优异的服役性能,但其硬脆特性等导致加工困难。为实现Si
3
N
4
陶瓷圆柱滚子高质量、高柔性的加工,提出金刚石砂带超精加工方法。通过搭建金刚石砂带超精加工试验平台,设计正交试验并对试验数据进行水平响应分析和方差分析,研究金刚石砂带磨料粒度、砂带线速度、砂带压力、导辊转速对Si
3
N
4
陶瓷圆柱滚子工件(
ϕ
10 mm × 12 mm)表面粗糙度
R
a
和材料去除率
R
MRR
的影响规律。结果表明:金刚石砂带磨料粒度对工件表面粗糙度和材料去除率的影响均最显著,砂带压力相较于砂带线速度和导辊转速对工件表面粗糙度的影响较大,而砂带线速度相较于砂带压力和导辊转速对材料去除率的影响较大。当金刚石砂带磨料粒度代号为P3000、砂带线速度为10 m/s、砂带压力为94 N、导辊转速为300 r/min时,工件表面粗糙度最小值为0.045 2 μm;当金刚石砂带磨料粒度代号为P2000、砂带线速度为20 m/s、砂带压力为94 N、导辊转速为200 r/min时,材料去除率最大值为1.075 31 μm/min。采用金刚石砂带超精加工方法,可有效提高Si
3
N
4
陶瓷圆柱滚子的表面质量。
SiC衬底精密抛光分子动力学模拟研究进展
张佳誉
,
孟二超
,
孙建林
,
季建忠
2025, 45(4): 504-516.
doi:
10.13394/j.cnki.jgszz.2024.0070
摘要
(
1369
)
HTML
(
564
)
PDF 2682KB
(
22
)
施引文献
(
)
摘要:
化学机械抛光(chemical mechanical polishing,CMP)是SiC衬底平坦化的关键技术,目前针对CMP工艺已有大量研究,但磨粒、溶液介质与SiC表面协同作用的机理并不明确。分子动力学(molecular dynamics,MD)模拟是基于牛顿运动定律和量子力学原理,用于揭示物质微观结构和性质之间相互作用的模拟方法,目前被广泛应用于SiC表面去除机理研究。首先分析SiC精密抛光MD模拟常用的势函数,并总结其应用领域,然后对现有的SiC化学机械抛光MD模拟研究进行整合分析。结果表明: Tersoff势函数在机械行为方面的研究中应用较多,而研究SiC表面化学反应和吸附行为使用ReaxFF较多。SiC衬底精密抛光的MD模拟主要分为3类:SiC材料性能、磨粒磨削、SiC表面化学反应。目前大部分研究集中于磨粒与SiC表面的机械行为作用,而对化学反应机理的研究相对较少。未来研究的重点在于利用ReaxFF通过MD模拟研究SiC在各种条件下的反应机理,构建更多势函数以适应不同抛光条件,建立综合模型考虑多种因素对表面相互作用的影响。
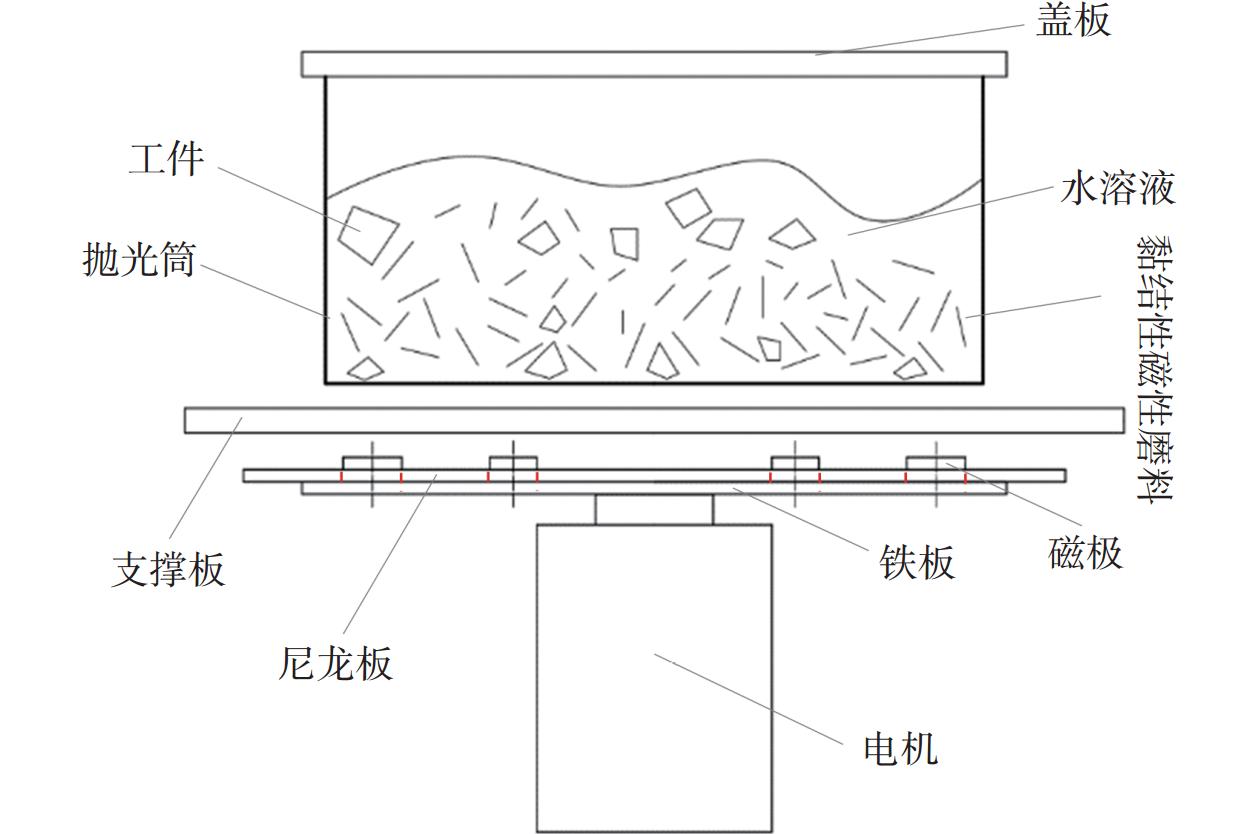
黏结性磁力抛光磨料制备及抛光性能研究
王宣平
,
郭艺敖
,
彭灿
,
于洋
2025, 45(4): 517-525.
doi:
10.13394/j.cnki.jgszz.2024.0077
摘要
(
243
)
HTML
(
77
)
PDF 6600KB
(
8
)
施引文献
(
)
摘要:
针对铝合金等低硬度材料加工时传统磁力抛光磨料介质(不锈钢磁针)加工性能差的问题,提出一种细长型黏结性磁性磨料。该磨料以羰基铁粉作为磁力相,碳化硅作为磨粒相,采用树脂黏结法制备,并且通过偶联剂化学改性来提升结合强度。分析所制备黏结性磁性磨料的运动及机理,探索其与传统不锈钢磁针的区别,并且通过镜面铝合金样件验证2者在微观层面上作用划痕的不同,预测2者对表面质量的影响。采用镜面铝合金样件,以5 min为间隔观察不锈钢磁针和细长型黏结性磁性磨料抛光后工件的表面粗糙度以及表面形貌变化,得到2者的抛光极限表面粗糙度
S
a
分别为1.418和0.318 μm。结果表明,制备的黏结性磁性磨料可以代替不锈钢磁针作为磨料介质,能够有效提高磁力抛光的抛光性能。
双面抛光对石英掩模基板表面形貌的影响
张诚
,
秦瑞
,
白吉浩
2025, 45(4): 526-533.
doi:
10.13394/j.cnki.jgszz.2024.0161
摘要
(
224
)
HTML
(
66
)
PDF 2928KB
(
5
)
施引文献
(
)
摘要:
随着集成电路关键尺寸的缩小,晶体管密度和芯片性能持续提升。同时,随着集成电路工艺制程的不断演进,掩模基板的平坦化加工要求也日益严苛。为揭示双面化学机械抛光对石英掩模基板的抛光去除机理,利用CeO
2
磨料自制抛光液,对6025石英玻璃进行双面抛光加工,考察抛光粉粒径、抛光液浓度、抛光压力、齿圈与太阳轮转速组合对石英掩模基板材料去除率、表面形貌、平面度以及表面粗糙度的影响。结果表明,使用粒径为0.823 μm的CeO
2
抛光粉抛光后,石英玻璃表面粗糙度比使用粒径为1.231 μm的CeO
2
抛光粉降低40%;随着抛光液浓度的增大,正面平面度呈现先下降后上升的趋势,当质量分数达到14%时结果最优,而材料去除率持续增大;在0.26~0.43 MPa的压力范围内,材料去除率与压力呈线性关系,然而如果压力进一步增大,材料去除率反而减小。使用等效粒径
D
50
为0.823 μm的抛光粉,配制成14%浓度的CeO
2
抛光液,在0.43 MPa的抛光压力下,选取齿圈与太阳轮转速分别为6.54和3.08 r/min,抛光后6025石英玻璃的表面光滑(平面度为0.573 μm,表面粗糙度
R
a
最低为0.96 nm),几乎没有划痕、中位裂纹等表面损伤,平面度和表面质量最佳。
面向叶片根部光顺磨削的柔性磨具设计与性能
李明聪
,
田培森
,
黄云
,
鄢胜博
,
邹莱
,
王文玺
2025, 45(4): 534-541.
doi:
10.13394/j.cnki.jgszz.2024.0059
摘要
(
243
)
HTML
(
89
)
PDF 5323KB
(
6
)
施引文献
(
)
摘要:
小尺寸柔性磨具有助于解决以航空发动机叶片根部为代表的复杂结构件难加工部位的精密磨抛难题,但工件的弱导热性与柔性材料自身的弱热稳定性特质,使磨削热积累,从而制约磨具寿命与磨削性能。为此,提出在球头磨具中引入基于风扇叶片的增强换热结构以改善其传热性能,并基于多射流熔融3D打印方法制造磨具。通过数值模拟研究旋转方向、转速和强制冷空气速度对磨具传热机理的影响,且通过钛合金板材磨削实验对比所设计磨具与传统结构磨具的磨削性能。结果表明:内叶片结构有效地向磨具内腔引入高动量流体,增大磨具内腔压力并提高传热效率,最大降温幅度可达18.29%;在持续的磨削实验中,内叶片结构磨具具有更好的磨削性能一致性,可有效减轻连续磨削过程中热量积聚导致的柔性材料黏附,使磨具寿命延长40%。
滚抛磨块三维速度场的双相机测试方法
田春越
,
丁俊飞
,
李文辉
,
李秀红
,
杨胜强
2025, 45(4): 542-550.
doi:
10.13394/j.cnki.jgszz.2024.0014
摘要
(
244
)
HTML
(
86
)
PDF 3448KB
(
3
)
施引文献
(
)
摘要:
滚抛磨块的运动速度是影响滚磨光整加工效果的重要因素。为解决滚抛磨块流场速度测试中存在的无法直接获得速度、测试过程对流场存在干扰、只能实现单点测试等问题,提出滚抛磨块三维速度场的双相机测试方法。搭建滚抛磨块三维速度场测试系统,通过位移测试实验验证测试系统的准确性与稳定性,并对立式振动滚磨光整加工设备进行滚抛磨块三维速度场测试实验。结果表明:位移实验测得的位移值与实际施加的位移值基本一致,
X
方向位移平均误差的绝对值<0.10 mm,
Z
方向位移平均误差的绝对值<0.15 mm,且测得的滚抛磨块三维速度场运动规律与实际规律基本一致。
基于EWOA-LSSVR的机器人磨抛接触力预测模型
张诗涵
,
魏锦辉
,
王阳
,
朱光
,
李论
,
刘殿海
2025, 45(4): 551-560.
doi:
10.13394/j.cnki.jgszz.2024.0089
摘要
(
230
)
HTML
(
86
)
PDF 2819KB
(
7
)
施引文献
(
)
摘要:
为确定航空发动机叶片机器人磨抛过程中材料去除深度与工艺参数之间的关系,获得加工所需的工艺参数,实现叶片表面材料的定点定量去除,建立叶片机器人磨抛加工系统,将各工艺参数考虑在内进行多组正交实验;利用实验数据建立基于最小二乘支持向量回归机(least squares support vector regression,LSSVR)模型,利用增强型鲸鱼优化算法(enhanced whale optimization algorithm,EWOA)提高算法精度、寻优能力和避免陷入局部最优并对LSSVR的超参数进行优化;对比标准鲸鱼优化算法(whale optimization algorithm,WOA)和粒子群优化(particle swarm optimization,PSO)算法预测模型的结果,并利用模型预测的工艺参数进行实验验证。结果表明:EWOA-LSSVR预测模型的决定系数
R
为96.031%,平均绝对误差
R
MAE
为
0.012128
mm,相较于WOA-LSSVR和PSO-LSSVR模型具有更好的拟合度;且验证实验结果证明EWOA-LSSVR预测模型具有较好的预测准确性,并可为叶片表面材料的定点定量去除提供可靠依据。
狭窄空间薄壁件机器人砂带磨抛振动抑制方法
李伟刚
,
魏锦辉
,
王阳
,
赵吉宾
,
李论
,
朱光
2025, 45(4): 561-568.
doi:
10.13394/j.cnki.jgszz.2024.0119
摘要
(
237
)
HTML
(
85
)
PDF 2541KB
(
11
)
施引文献
(
)
摘要:
提出一种航空狭窄空间薄壁件机器人砂带磨抛振动抑制方法,以提高加工振动稳定性以及加工工件的表面质量。首先,通过建立航空薄壁件机器人磨抛动力学模型,分析影响振动稳定性的关键工艺参数;其次,通过增加阻尼的方式对传统砂带机进行改进,采用被动振动控制的方法对机器人砂带磨抛过程中的振动进行抑制;最后,设计正交试验进行磨抛参数优化,并对优化后砂带机的抑振效果进行验证。通过对实验采集的振动信号进行分析可知,优化后的抑振砂带机相较于传统砂带机振幅降低约38.8%,其加工后的叶轮叶片表面粗糙度
R
a
降至0.4 μm以下。实验结果表明:抑振砂带机可达性良好,且在加工薄壁件时能显著抑制机器人砂带磨抛过程中的振动;采用抑振砂带机磨抛时,适当降低砂带线速度和进给速度、采用接口较软的砂带可以进一步抑制磨抛过程中的振动。
新闻公告
更多>
矢志创新发展 建设科技强国
中国科协等21部门联合组织开展2024年全国科普日活动
关于公开竞聘2024—2025年度期刊副主编的通知
2024年高性能工具国重实验室公众开放日
会议通知
更多>
会议征文(第二轮通知) | 第二十三届中国磨粒技术学术会议CCAT 2025
第二轮(征文)通知
行业活动 | 2024金刚石产业大会
11月7日—11日
郑州
学术会议 | 中国刀协切削先进技术研究分会2024年华东区学术年会
11月15日—17日
黄山
学术会议 | 第十八届中日超精密加工国际会议
11月7日—9日
无锡
友情链接
更多>
×
Close
导出文件
文件类别
RIS(可直接使用Endnote编辑器进行编辑)
Bib(可直接使用Latex编辑器进行编辑)
Txt
引用内容
引文——仅导出文章的Citation信息
引文和摘要——导出文章的Citation信息和文章摘要信息
×
Close
引用参考文献格式


 摘要
摘要 HTML
HTML PDF 8603KB
PDF 8603KB 施引文献
施引文献























































































































































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS