

Research on vacuum brazing of W-coated diamond with Ni-based filler alloy
-
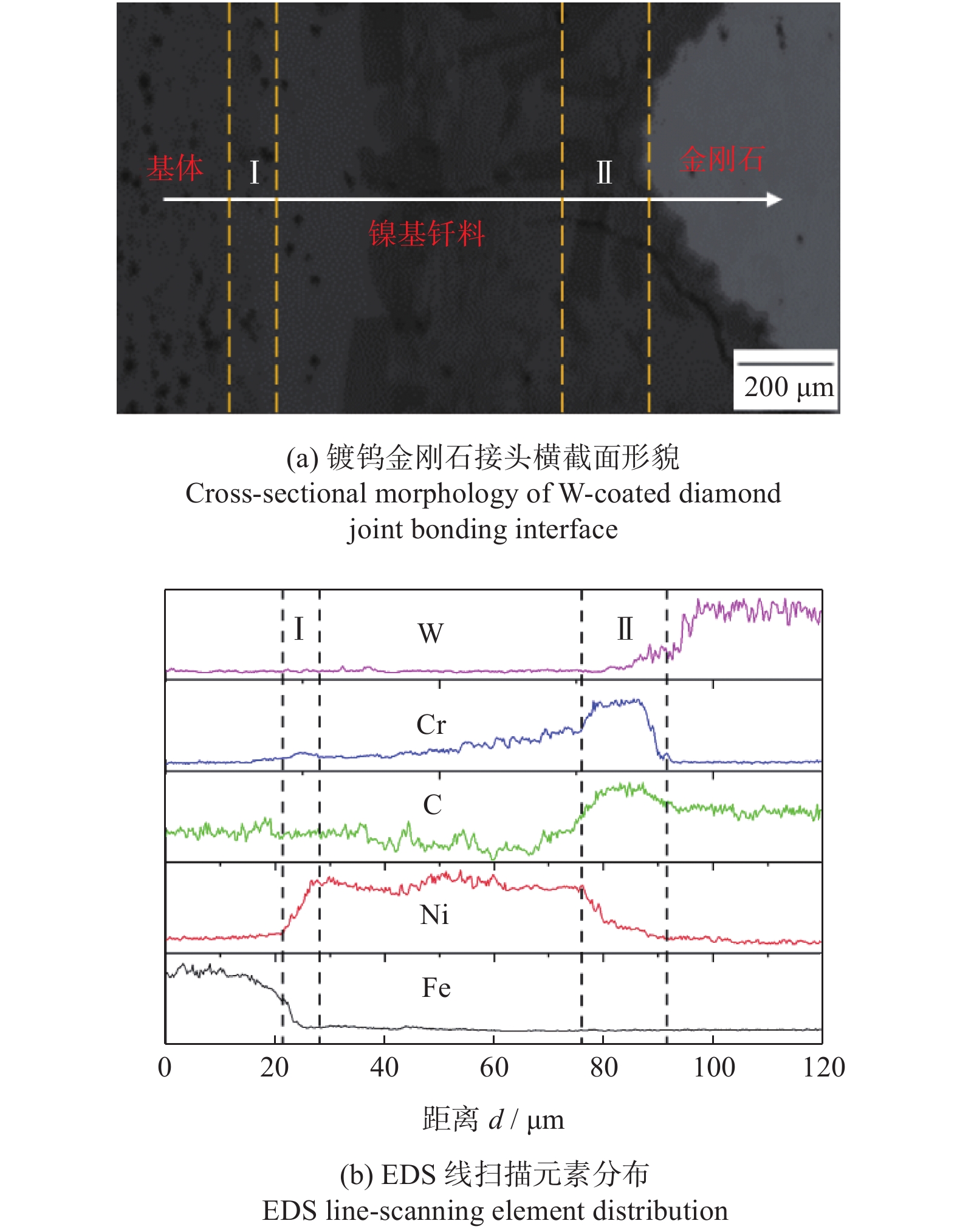
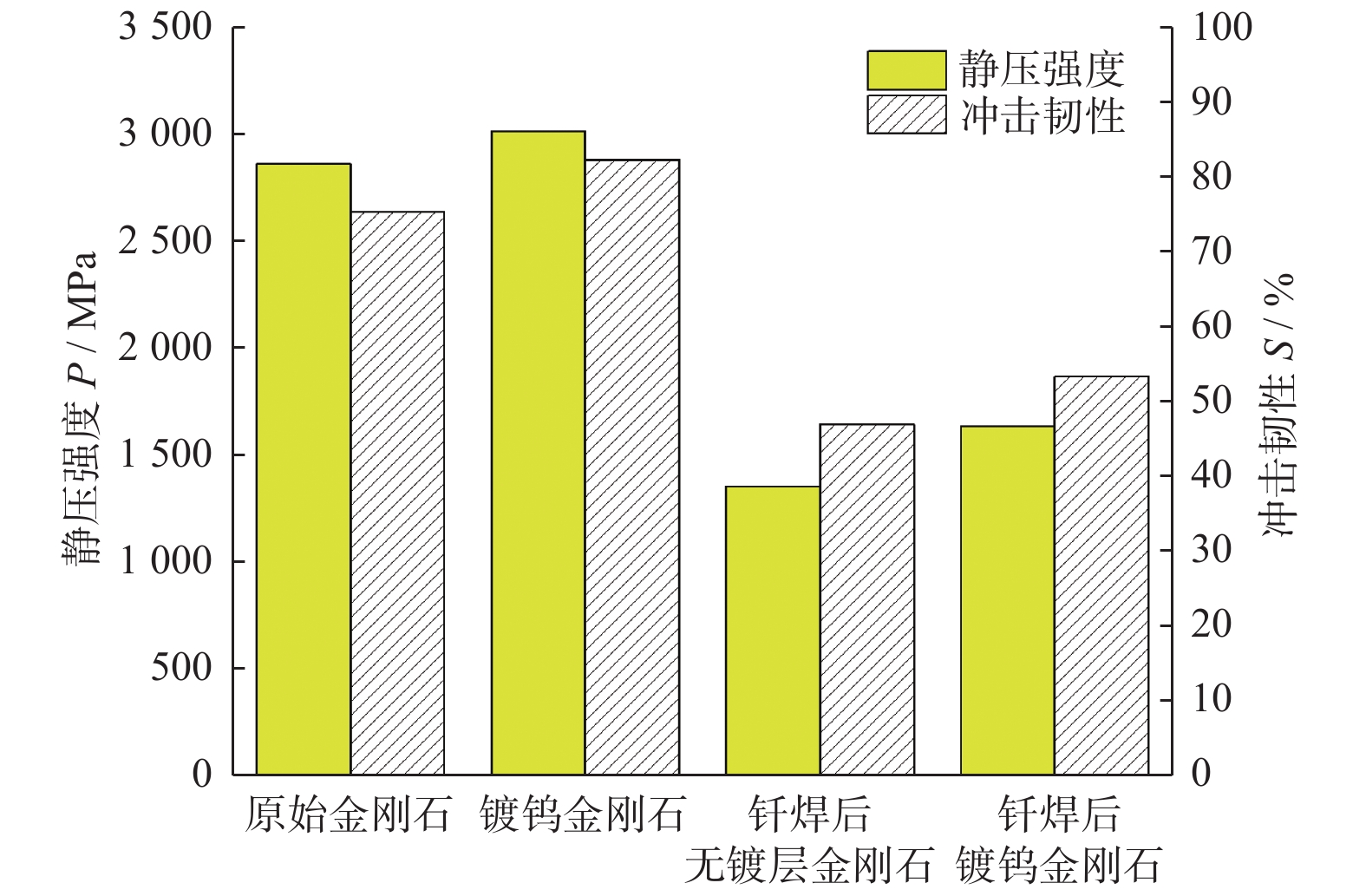
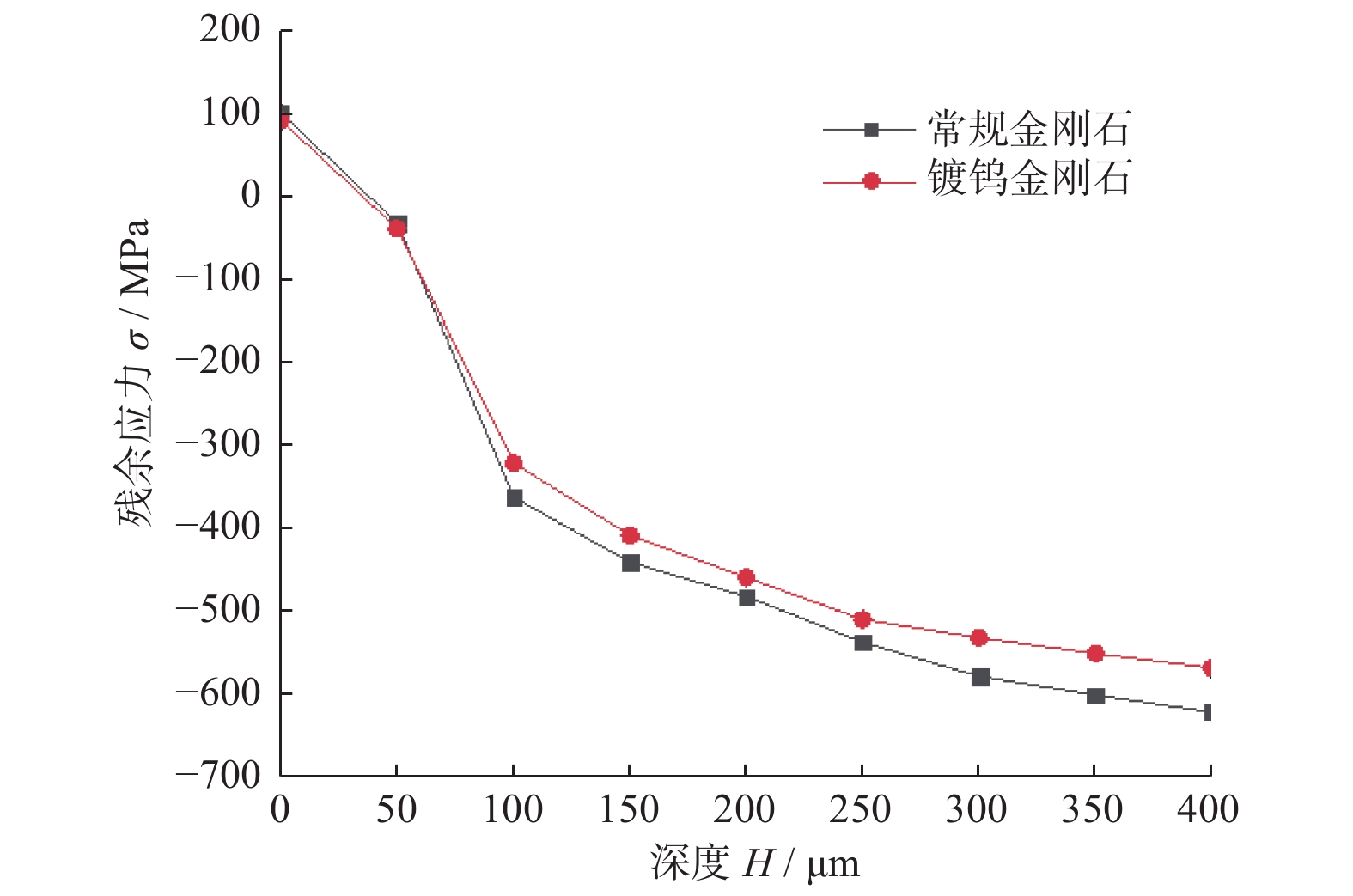
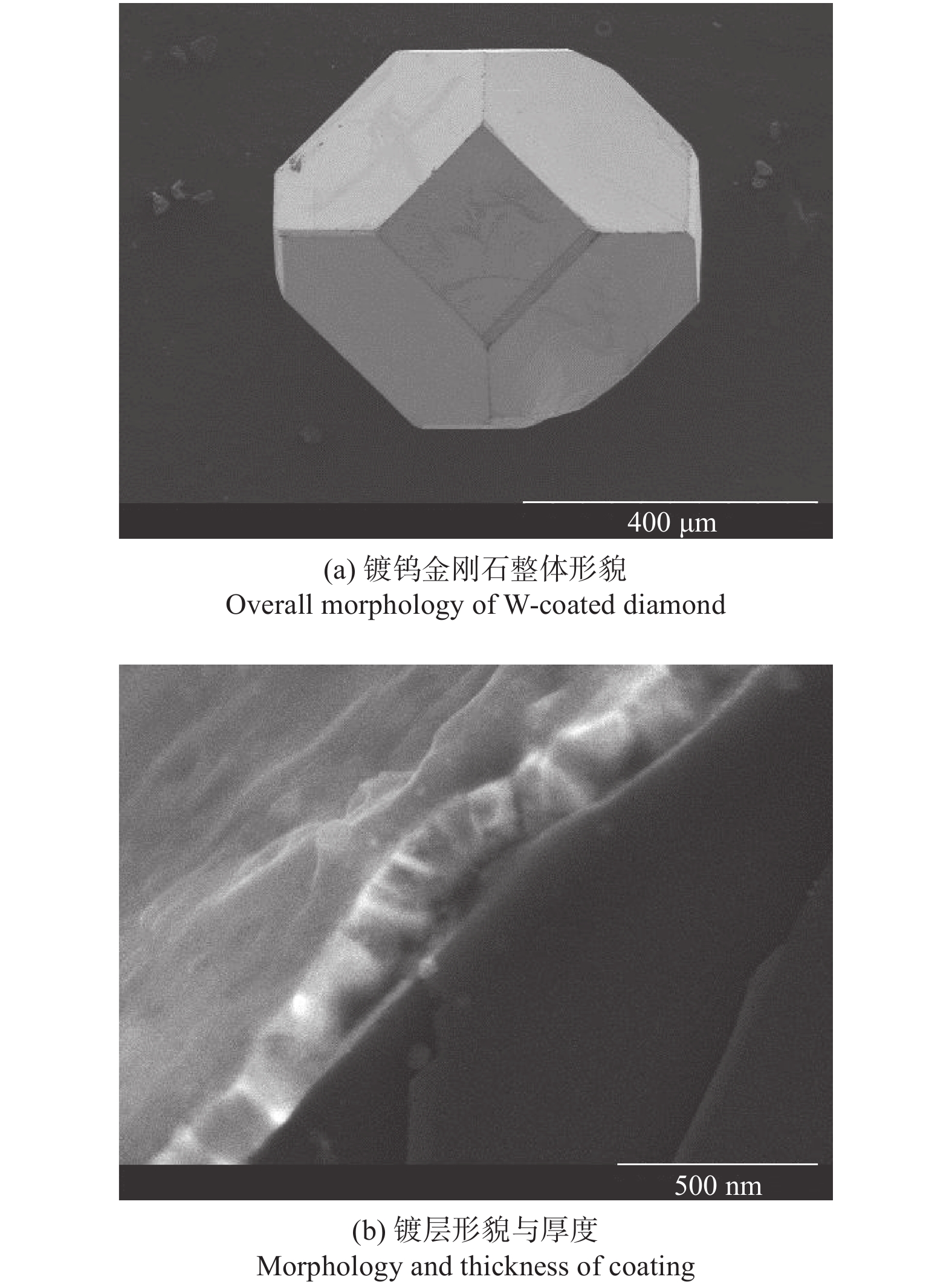
摘要: 为减轻镍基钎料真空钎焊金刚石接头的热损伤与残余应力,采用镀钨金刚石磨粒代替常规金刚石磨粒并将其钎焊到1045钢基体上,对钎焊镀钨金刚石接头的连接性能、热损伤程度及残余应力进行深入研究与分析。结果表明:镍基钎料对镀钨金刚石磨粒展现出良好的润湿性,与钎焊常规金刚石接头相比,钎焊镀钨金刚石接头在结合界面处的裂纹数量及尺寸明显减小。常规金刚石表面生成了致密有序的板条状Cr3C2层,而镀钨金刚石表面则形成了向钎料中生长的无序粒状Cr3C2层。在镀层的隔离保护作用下,钎焊后的镀钨金刚石磨粒表面的石墨化程度更低,力学性能更优异。同时,镀钨金刚石表面更薄、形貌更合理的Cr3C2层有效地缓解了镀钨金刚石接头内部的残余应力,其最大残余压应力相较于常规金刚石的降低9.43%。Abstract: In order to alleviate the thermal damage and residual stresses of brazed diamond joints with Ni-based filler, W-coated diamond grains were used instead of conventional diamond grains and brazed onto 1045 steel substrates. The bonding interface properties, thermal damage and residual stresses of brazed W-coated diamond joints were investigated and studied. The results showed that the Ni-based filler exhibited good wettability to the W-coated diamond grains, and that the number and size of cracks at the bond interface of brazed W-coated diamond joints were significantly reduced compared with those of brazed conventional diamond joints. A dense and orderly Cr3C2 layer was generated on the surface of conventional diamond, while the disordered granular Cr3C2 growing into the filler alloy was formed on the surface of W-coated diamonds. With the isolation and protection of the coating, the brazed W-coated diamond grain surface has lower graphitization and better mechanical properties. At the same time, the thinner and more reasonable morphology of Cr3C2 layer on the surface of W-coated diamond effectively relieves the residual stress, and its maximum residual compressive stress is reduced by 9.43% compared with that of conventional diamond.
-
Key words:
- brazing /
- W-coated diamond /
- bonding interfacial /
- thermal damage /
- residual stress
-
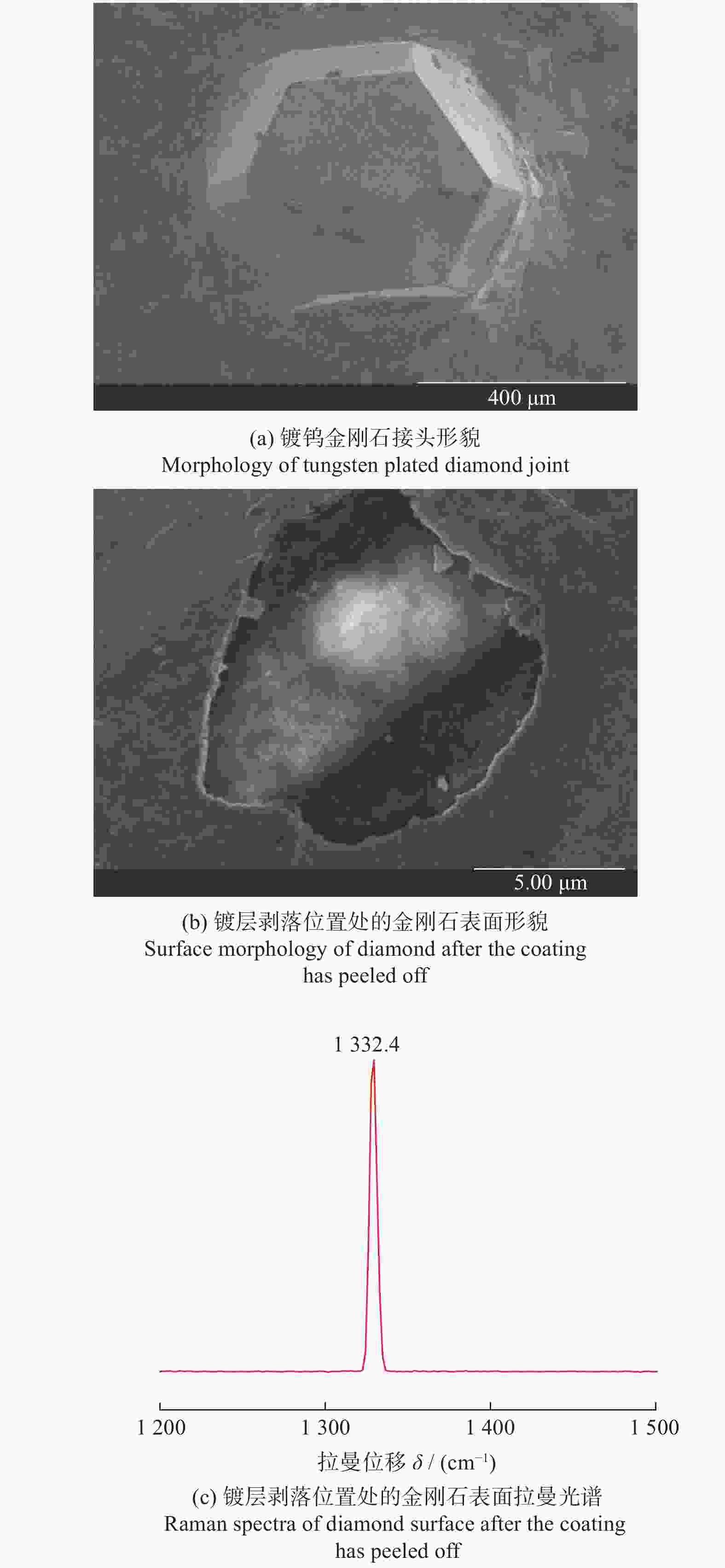
图 3 镀钨金刚石接头形貌及出露表面的形貌与拉曼光谱
Figure 3. Morphology of W-coated joint and exposed surface with Raman spectra
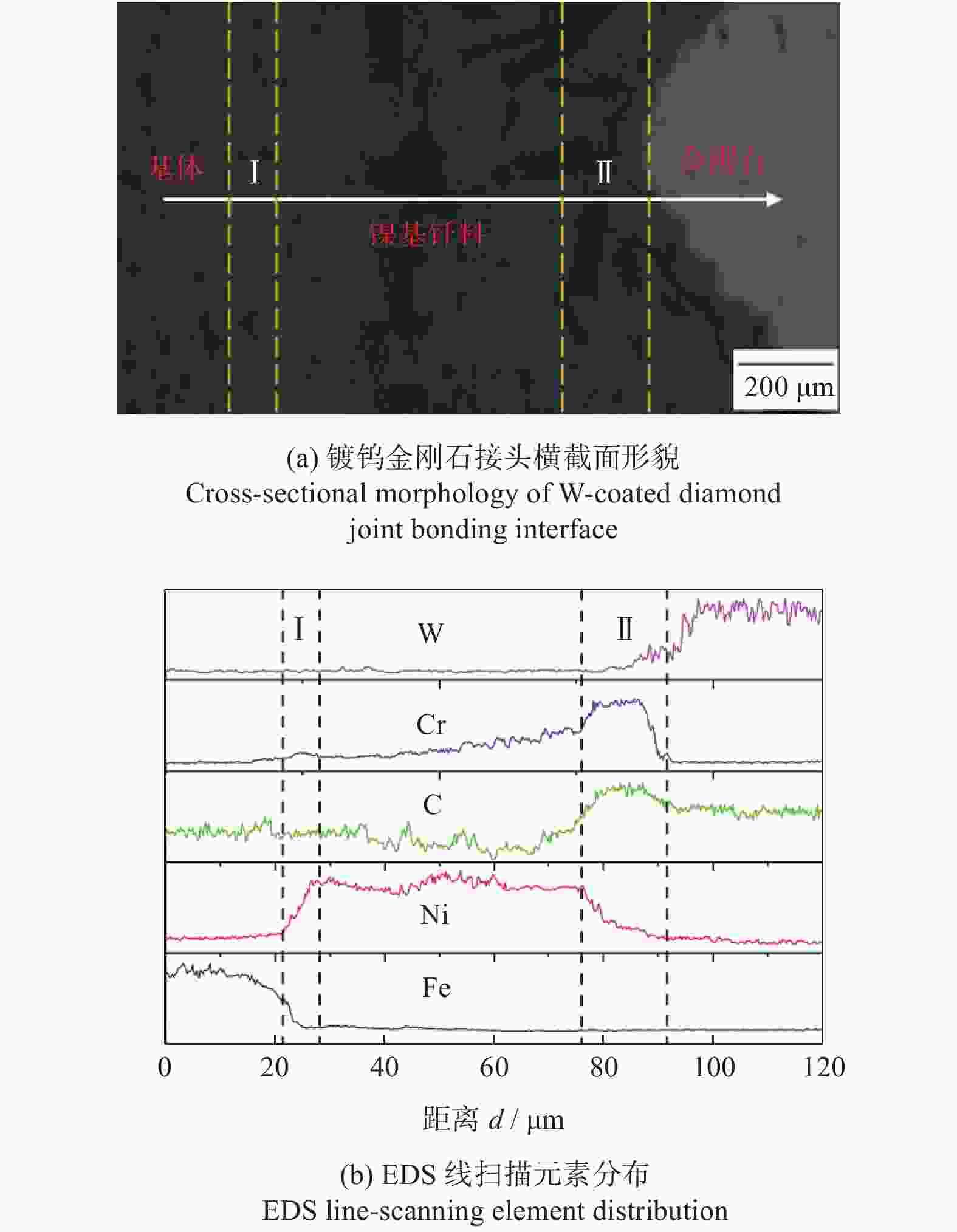
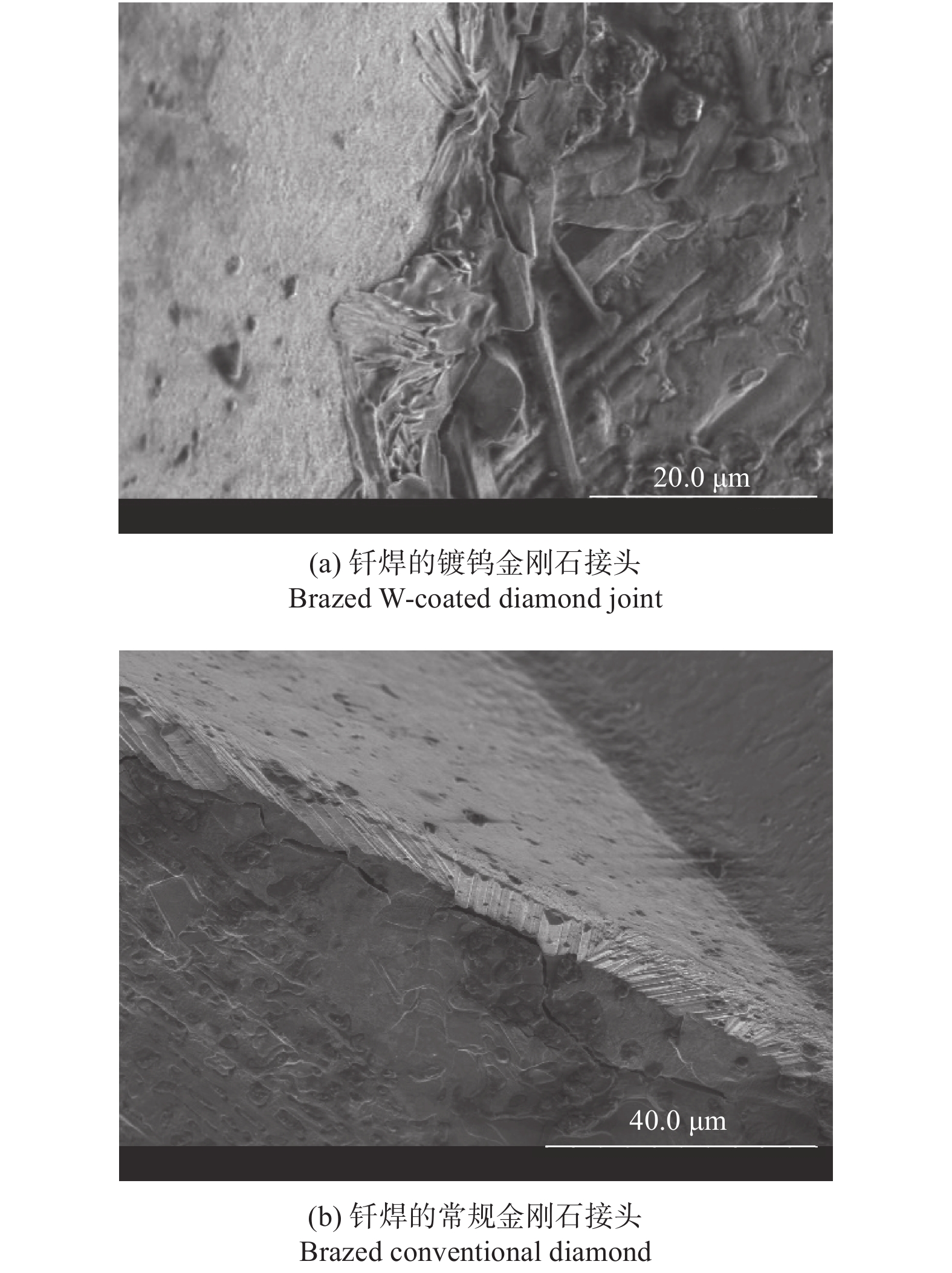
图 5 钎焊镀钨金刚石接头连接界面元素分布
Figure 5. Distribution of elements at the bonding interface of W-coated diamond joint
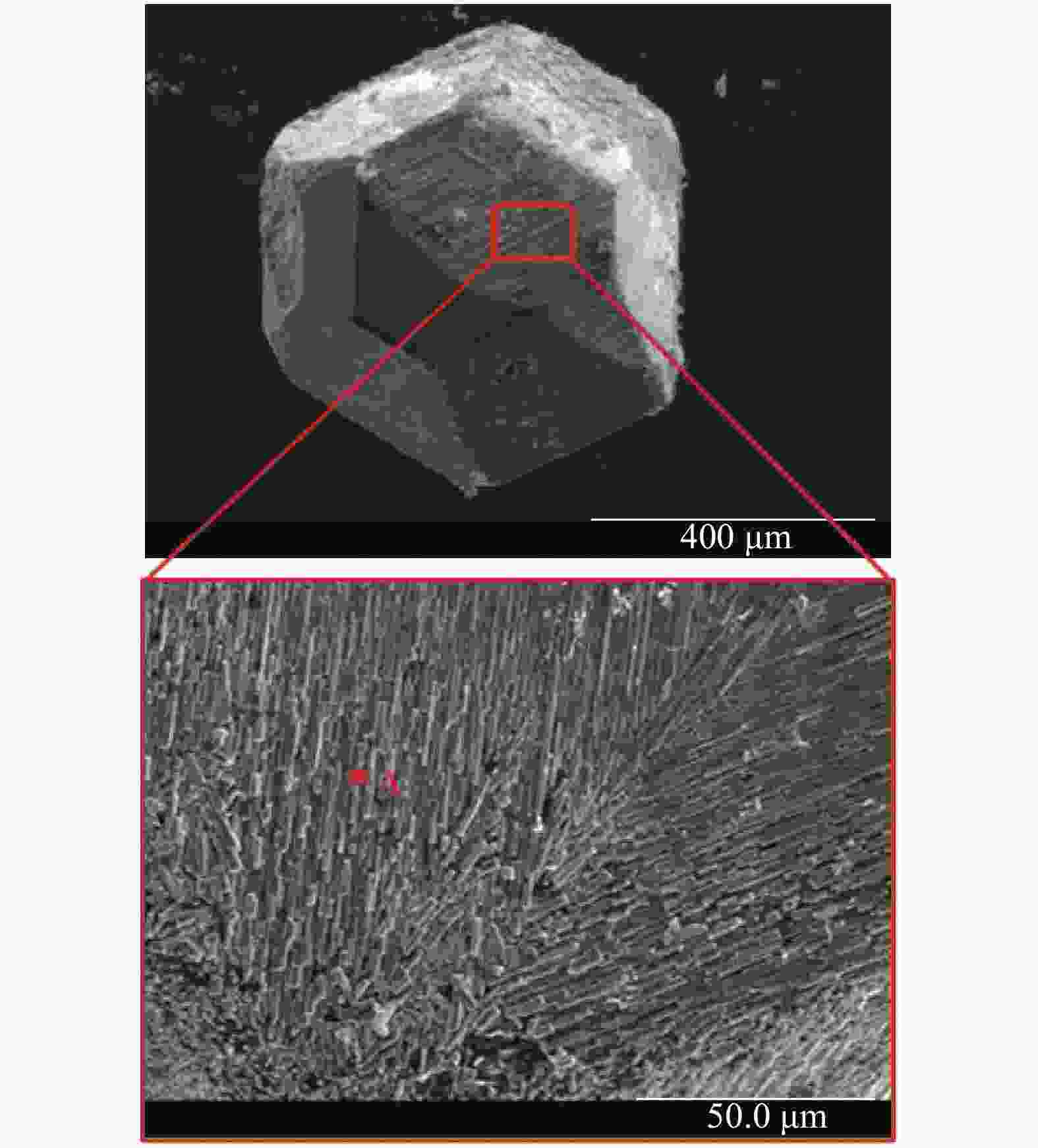
图 6 常规金刚石表面生成物形貌
Figure 6. Reaction product morphology on the conventional uncoated diamond surface
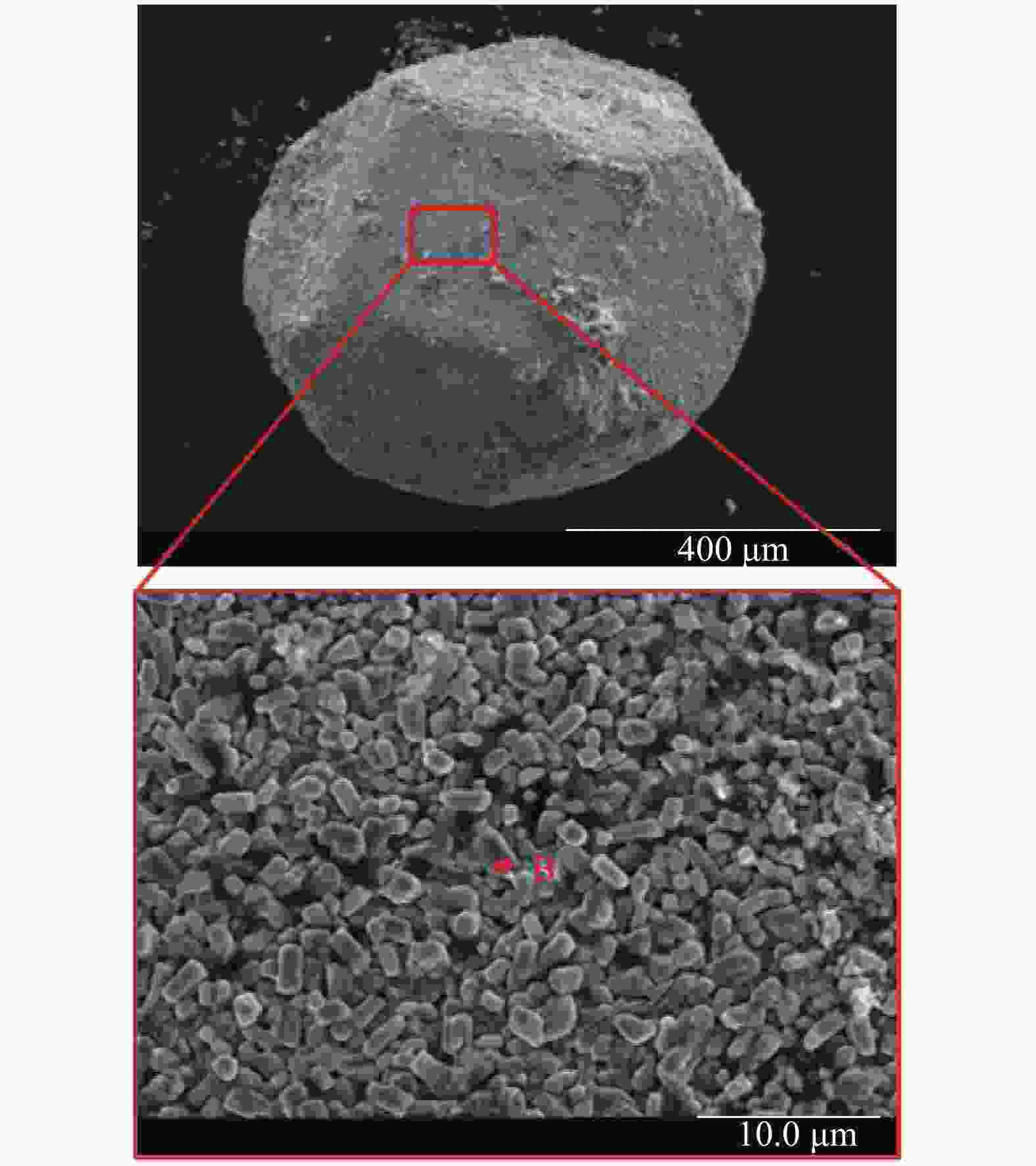
图 7 镀钨金刚石表面生成物形貌
Figure 7. Reaction product morphology on the W-coated diamond surface
表 1 镍基合金钎料成分
Table 1. Components of Ni-based filler
成分 质量分数ω1 / % 镍 (Ni) 83 铬 (Cr) 7 铁 (Fe) 4 硅 (Si) 3 硼 (B) 3 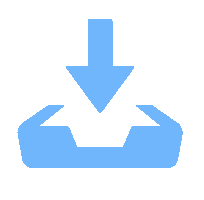 下载: 导出CSV
下载: 导出CSV
表 2 化合物的EDS分析结果
Table 2. EDS analysis results of compounds
点 元素质量分数 ω2 / % 可能相 镍
(Ni)铬
(Cr)碳
(C)硅
(Si)A 1.1 83.4 14.6 0.9 Cr3C2 B 1.3 85.2 12.8 0.7 Cr3C2
下载: 导出CSV
-
[1] 傅玉灿, 徐鸿钧. 超硬磨料砂轮的演变与发展─介绍国外新型的单层高温钎焊超硬磨料砂轮 [J]. 金刚石与磨料磨具工程,1999(3):14-19.FU Yucan, XU Hongjun. Evolution and development of superhard abrasive grinding wheels: An introduction to new single-layer high temperature brazing superhard abrasive grinding wheels abroad [J]. Diamond & Abrasives Engineering,1999(3):14-19. [2] 肖冰, 徐鸿钧, 武志斌, 等. Ni-Cr合金真空单层钎焊金刚石砂轮 [J]. 焊接学报,2001(2):23-26, 29. doi: 10.3321/j.issn:0253-360X.2001.02.006XIAO Bing, XU Hongjun, WU Zhibin, et al. Ni-Cr alloy vacuum monolith brazing diamond grinding wheel [J]. Transactions of the China Welding Institute,2001(2):23-26, 29. doi: 10.3321/j.issn:0253-360X.2001.02.006 [3] CHATTOPADHYAY A K, HINTERMANN H E. New generation superabrasive tool with monolayer configuration [J]. Diamond and Related Materials,1992:1131-1143. [4] 卢金斌, 徐九华, 徐鸿钧, 等. Ni-Cr合金真空钎焊金刚石界面微结构分析 [J]. 机械科学与技术,2004(7):832-833, 836. doi: 10.3321/j.issn:1003-8728.2004.07.023LU Jinbin, XU Jiuhua, XU Hongjun, et al. Microstructure analysis of diamond interface during vacuum brazing of Ni-Cr alloy [J]. Mechanical Science and Technology for Aerospace Engineering,2004(7):832-833, 836. doi: 10.3321/j.issn:1003-8728.2004.07.023 [5] SUNG J C, SUNG M. The brazing of diamond [J]. International Journal of Refractory Metals and Hard Materials,2009:382-393. [6] MUKHOPADHVAY P, SIMHAN D R, GHOST A, Challenges in brazing large synthetic diamond grain by Ni-based filler alloy [J]. Journal of Materials Processing Technology, 2017: 390-400. [7] 陈燕. 高温钎焊金刚石磨料热损伤分析及其控制对策的基础研究 [D]. 南京: 南京航空航天大学, 2009.CHEN Yan. Basic research on thermal damage analysis and control countermeasures of diamond abrasives in high temperature brazing [D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2009. [8] MUKHOPADHYAY P, GHOSH A. On bond wear, grit-alloy interfacial chemistry and joint strength of synthetic diamond brazed with Ni-Cr-B-Si-Fe and Ti activated Ag-Cu filler alloys [J]. International Journal of Refractory Metals and Hard Materials,2018,72:236-243. doi: 10.1016/j.ijrmhm.2017.12.033 [9] 郑炜, 黄国钦, 徐西鹏. 高温钎焊过程中Ni-Cr合金对金刚石磨粒静压强度的影响 [J]. 金刚石与磨料磨具工程,2014,34(3):39-42. doi: 10.13394/j.cnki.jgszz.2014.3.0009ZHENG Wei, HUANG Guoqin, XU Xipeng. Effect of Ni-Cr alloy on the static strength of diamond abrasive during high temperature brazing [J]. Diamond & Abrasives Engineering,2014,34(3):39-42. doi: 10.13394/j.cnki.jgszz.2014.3.0009 [10] DUAN D Z, LI C S, SUN L, et al. Microstructure and performance of brazed diamonds with Ni–Cr plus multilayer graphene composite alloy [J]. Journal of Alloys and Compound,2020:152630. [11] XIAO H Z, XIAO B, LIU S X, et al. Interfacial analysis of vacuum brazing diamond/WC mixed abrasives with Ni-Cr-B-Si active filler [J]. Vacuum, 2019: 158-164. [12] HANG G Q, HUANG J R, ZHANG M Q, et al. Fundamental aspects of ultrasonic assisted induction brazing of diamond onto 1045 steel [J]. Journal of Materials Processing Technology,2018:123-136. [13] 杨志波, 徐九华, 傅玉灿, 等. 钢基体上镍基钎料激光钎焊金刚石磨粒的界面结构 [J]. 机械工程材料, 2007(5): 17-19, 23.YANG Zhibo, XU Jiuhua, FU Yucan, et al. Microstructure of laser brazed diamond grits [J]. Mechanical Engineering Materials, 2007(5): 17-19, 23. [14] 卢金斌, 穆云超. Ni-Cr合金钎焊镀钛金刚石的研究 [J]. 金刚石与磨料磨具工程,2006(6):19-21. doi: 10.3969/j.issn.1006-852X.2006.06.006LU Jinbin, MU Yunchao. Study on brazing Ti-plated diamond on Ni-Cr alloy [J]. Diamond & Abrasives Engineering,2006(6):19-21. doi: 10.3969/j.issn.1006-852X.2006.06.006 [15] 王艳辉, 臧建兵, 王明智. 复合镀覆Ti-Ni金刚石的钎焊应用 [J]. 金刚石与磨料磨具工程,2001(1):6-7. doi: 10.3969/j.issn.1006-852X.2001.01.002WANG Yanhui, ZANG Jianbing, WANG Mingzhi. Application of composite plated Ti-Ni diamond brazing [J]. Diamond & Abrasives Engineering,2001(1):6-7. doi: 10.3969/j.issn.1006-852X.2001.01.002 [16] 王艳辉, 王明智, 臧建兵, 等. 超硬材料系列镀覆产品及应用 [J]. 金刚石与磨料磨具工程,2002(3):21-24. doi: 10.3969/j.issn.1006-852X.2002.03.004WANG Yanhui, WANG Mingzhi, ZANG Jianbing, et al. Plating products and application of superhard material series [J]. Diamond & Abrasives Engineering,2002(3):21-24. doi: 10.3969/j.issn.1006-852X.2002.03.004 -






 点击查看大图
点击查看大图
计量
- 文章访问数: 549
- HTML全文浏览量: 185
- PDF下载量: 47
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
