

Evaluation of grinding performance for micromotor rotor shaft by microcrystalline ceramic corundum grinding wheel
-
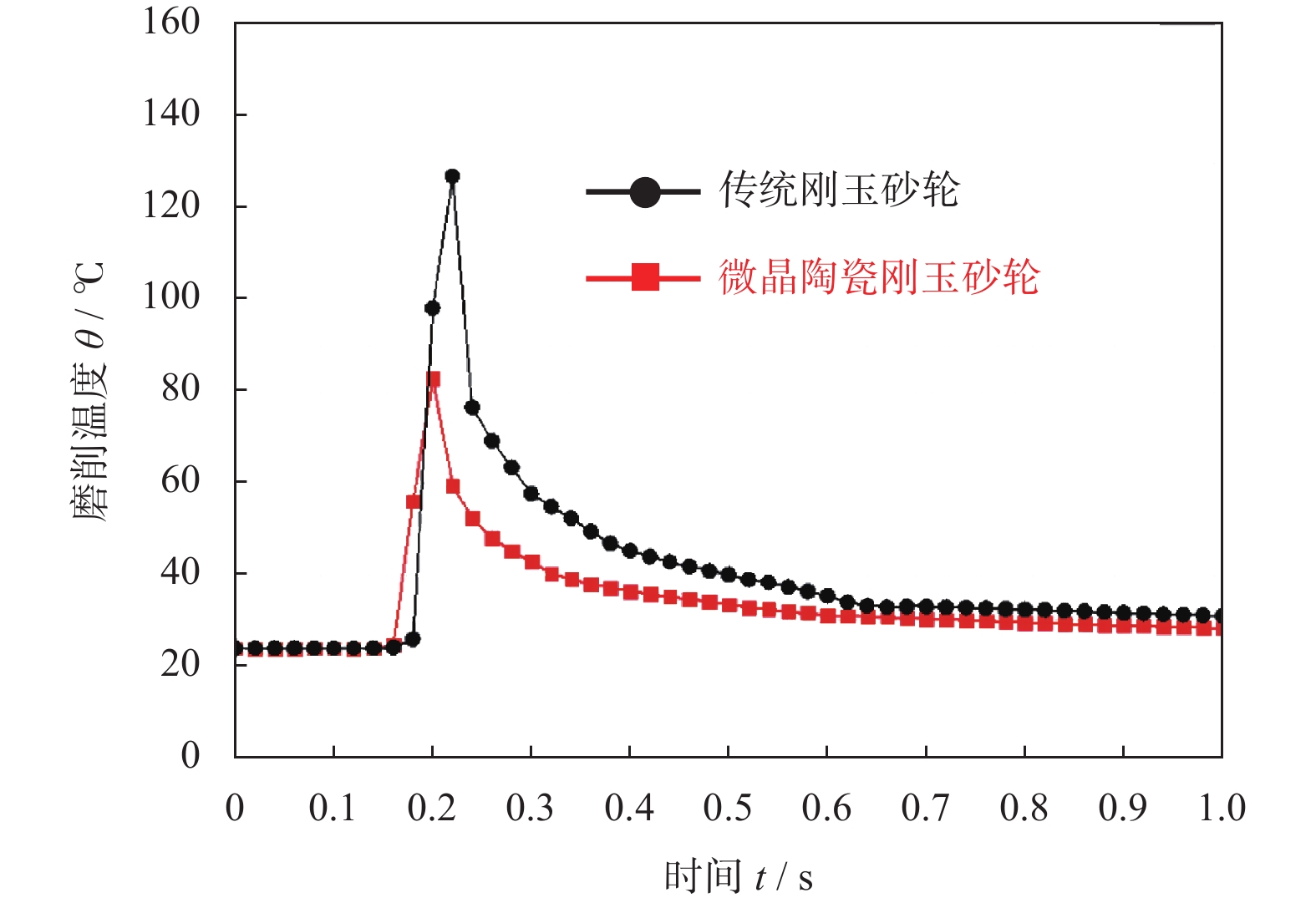
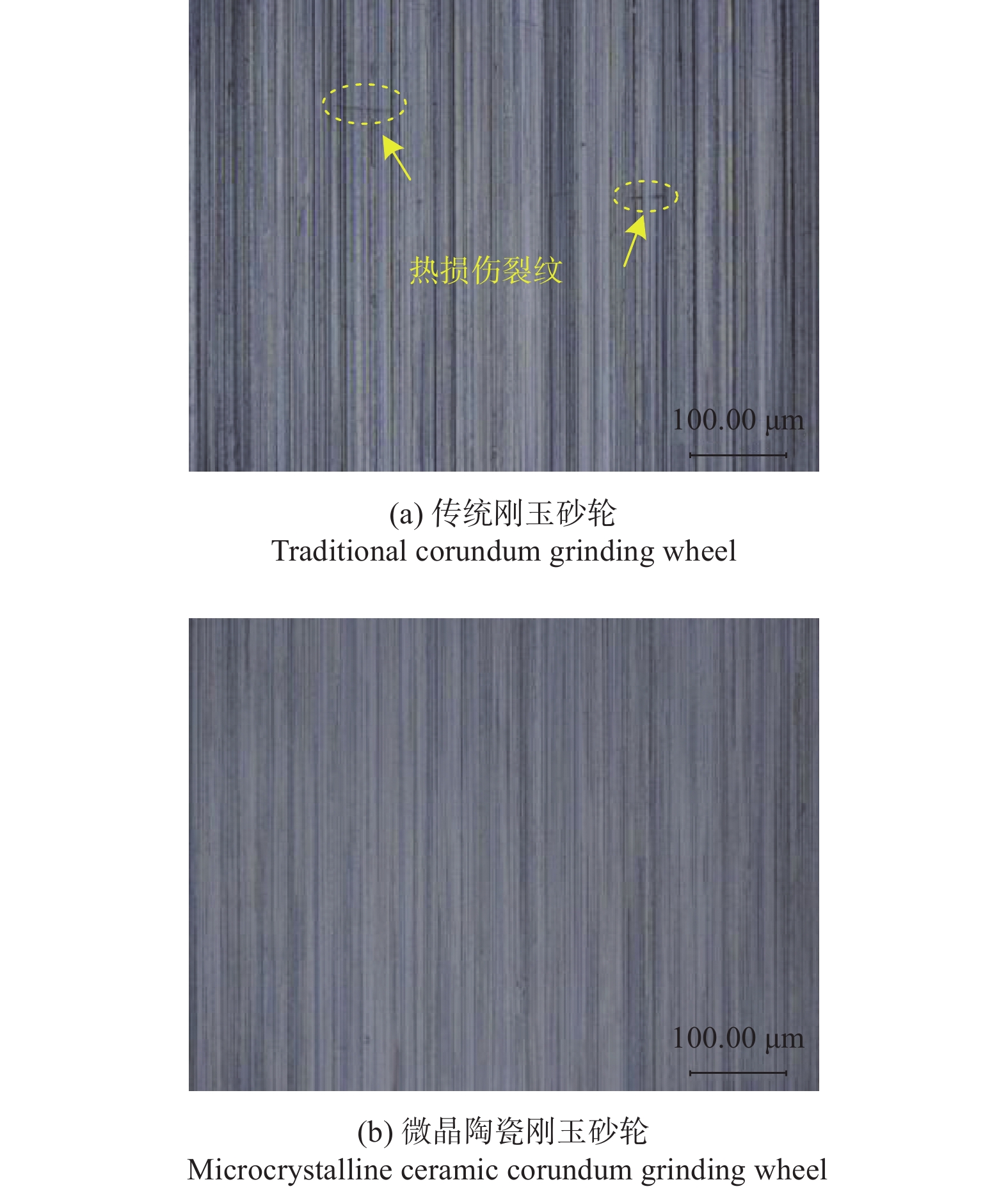
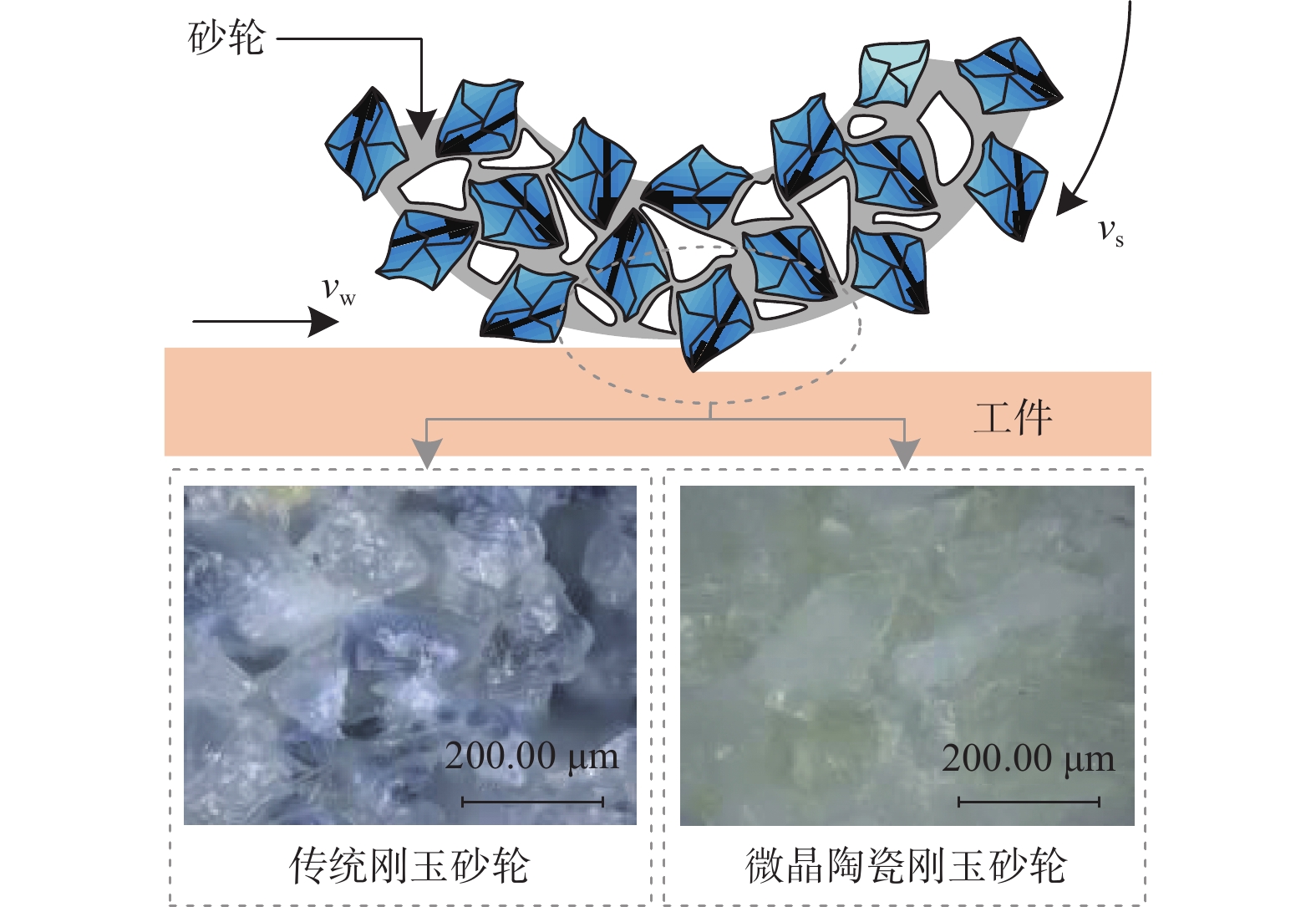
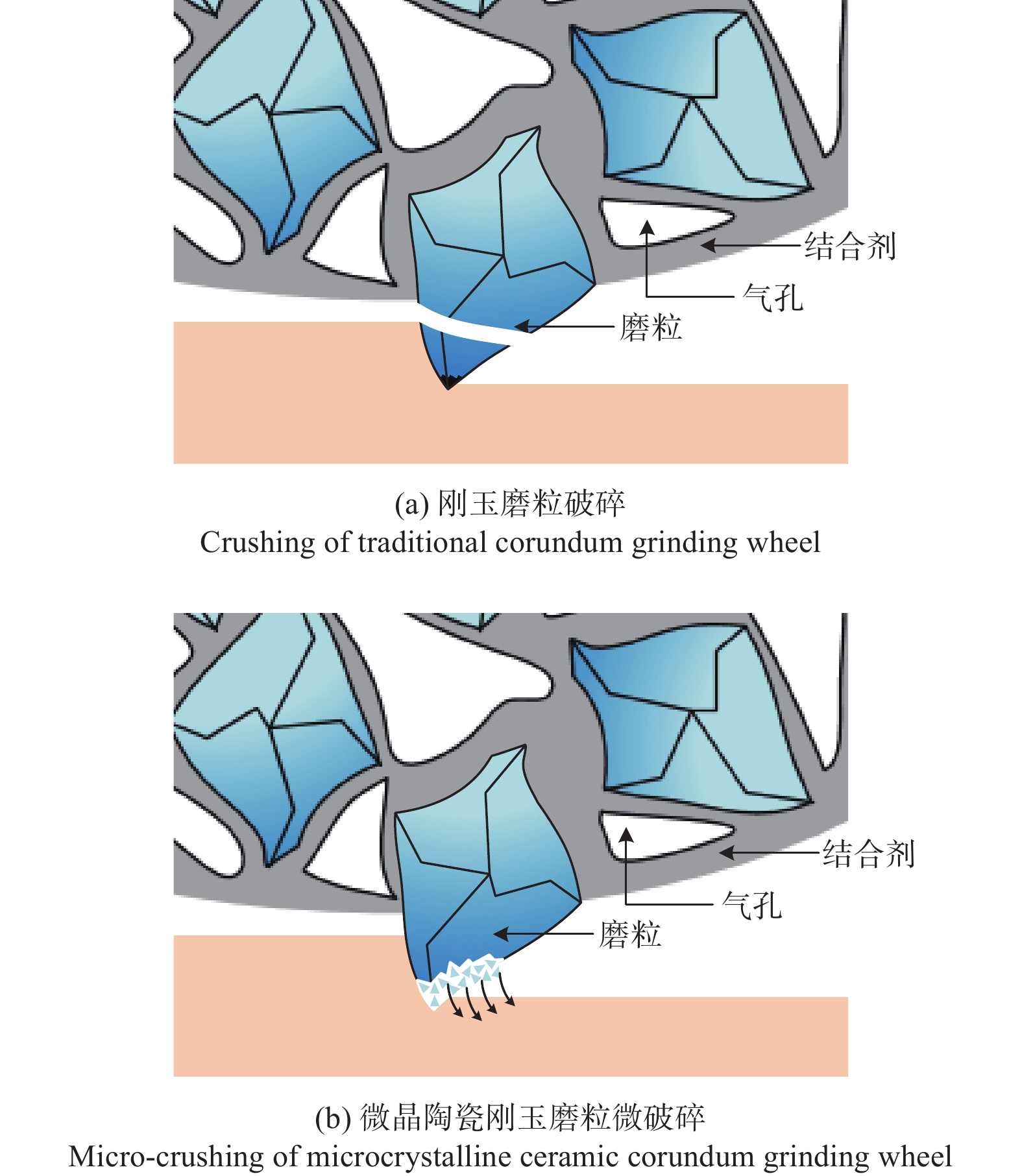
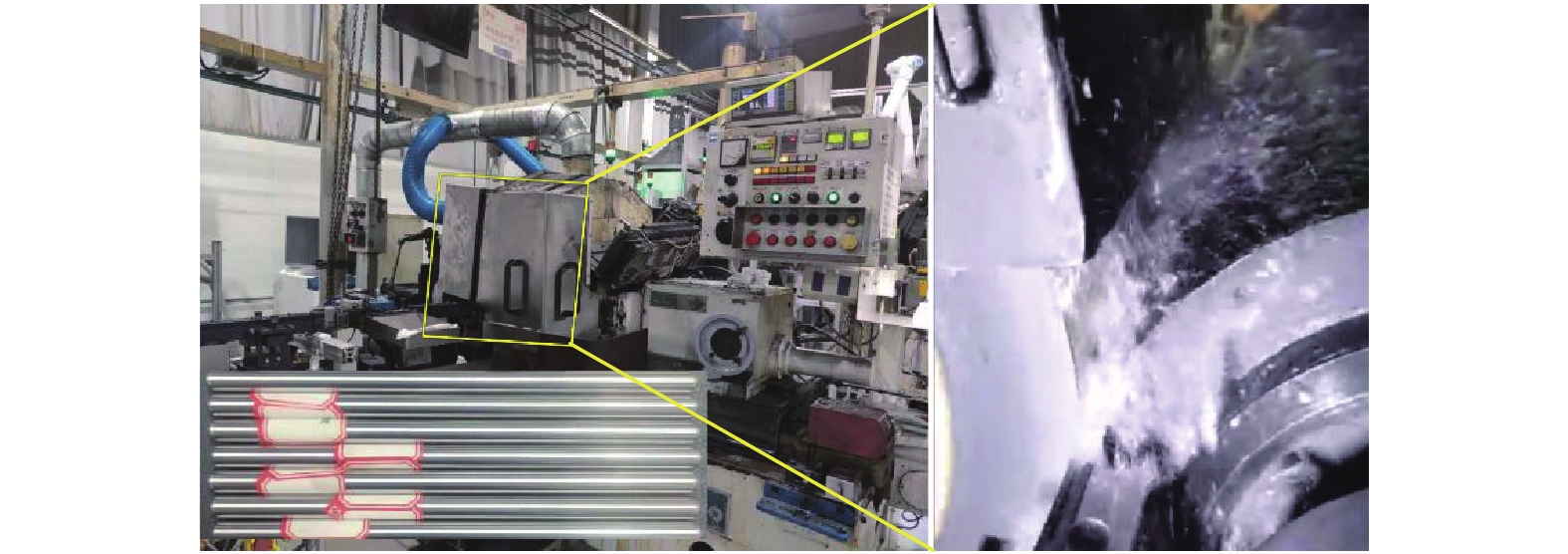
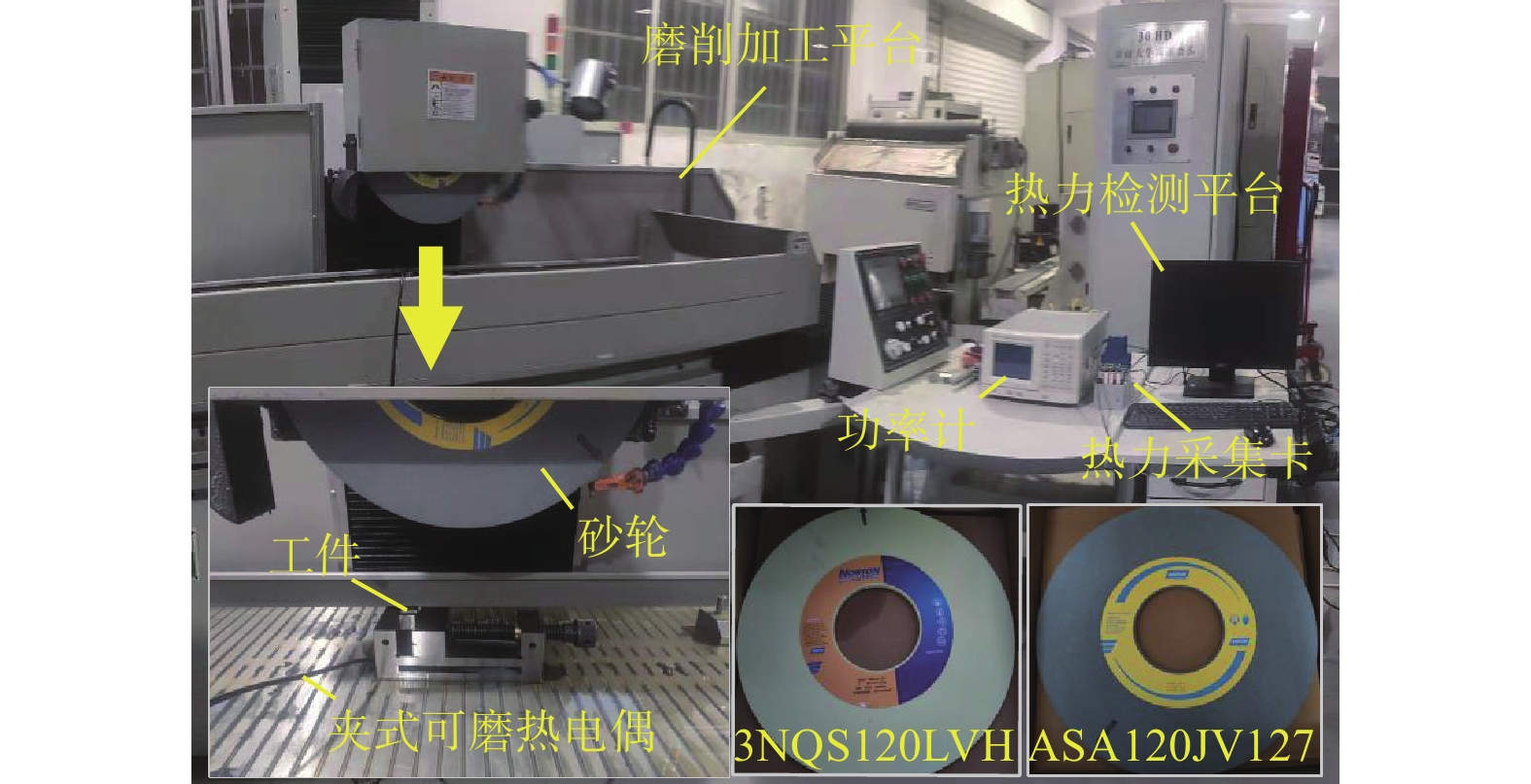
摘要: 针对目前微电机转子轴无心外圆磨过程中砂轮修整频繁的问题,采用微晶陶瓷刚玉砂轮替代传统刚玉砂轮磨削微电机转子轴。通过搭建平面磨削工艺平台,参考无心磨砂轮修整及其磨削加工参数,从磨削温度、工件表面粗糙度、表面微观形貌、磨削比等方面,对比分析微晶陶瓷刚玉砂轮与传统刚玉砂轮的磨削性能。结果表明:相对传统刚玉砂轮,微晶陶瓷刚玉砂轮不仅有效改善磨削温度(降低38.5%),提高工件表面加工质量(表面粗糙度降低78.6%),还具有较高的砂轮磨削比(提高2.2倍)。选用微晶陶瓷刚玉砂轮对微电机转子轴进行无心磨生产线验证,结果表明:微电机转子轴无心磨样件的各项检测结果均满足实际生产指标要求,且较传统刚玉砂轮延长了1.6倍的修整周期,在提高加工质量的同时,显著提高了生产效率。Abstract: In view of frequent dressing of grinding wheel in process of centerless cylindrical grinding of micromotor rotor shaft, this paper proposes to use microcrystalline ceramic corundum grinding wheel instead of traditional corundum grinding wheel to grind micromotor rotor shaft. By building a surface grinding process platform and referring to the dressing and grinding parameters of centerless grinding wheel, grinding performance of microcrystalline ceramic corundum grinding wheel and corundum grinding wheel was compared and analyzed in grinding temperature, surface processing quality, and grinding ratio. Compared with corundum grinding wheel, microcrystalline ceramic corundum grinding wheel can not only effectively improve the grinding temperature (reduce 38.5%), improve the surface processing quality (reduce the surface roughness by 78.6%), but also has a higher grinding ratio (increase 2.2 times). In addition, microcrystalline ceramic corundum grinding wheel was selected to verify centerless grinding production of micromotor rotor shaft. The test results of centerless grinding sample of micromotor rotor shaft meet requirements of actual production index, and dressing cycle is twice longer than that of traditional corundum grinding wheel, which improves processing quality and production efficiency significantly.
-
表 1 SWCH45K的化学成分
Table 1. Chemical composition of SWCH45K
化学成分 质量分数 ω / % Fe 69.3 C 26.8 O 2.7 Mn 0.5 Br 0.4 Co 0.3  下载: 导出CSV
下载: 导出CSV
表 2 磨削工艺参数
Table 2. Grinding parameters
方式 参数 取值
砂轮修整砂轮线速度 vsx /(m·s−1) 32 单次磨削深度 apx / mm 0.05 轴向进给速度 vwx /(mm·s−1) 2.5
磨削加工工件进给速度 vw /(mm·s−1) 200 砂轮线速度 vs /(m·s−1) 32 单次磨削深度 ap / mm 0.01
下载: 导出CSV
表 3 无心外圆磨削加工参数
Table 3. Parameters of centerless cylindrical grinding
参数 取值 砂轮线速度 vs1 / (m·s−1) 32 导轮速度 v / (r·min−1) 70 工件进给速度 vw1 / (mm·s−1) 50
下载: 导出CSV
表 4 无心外圆磨削加工检测结果
Table 4. Results of centerless cylindrical grinding
参数 指标 检测结果 表面粗糙度 Rz / μm 0.5~2.0 0.5~2.0 圆度 R0 / mm 0.002 0 ≤0.000 6 圆度 RFFT / mm ≤0.2 ≤0.1 直径 ɸ / mm 7.986~7.994 7.986~7.994
下载: 导出CSV
-
[1] 牒正文. 微电机在电子器械、家电和汽车中的应用 [J]. 微电机,2005,38(1):76-79. doi: 10.3969/j.issn.1001-6848.2005.01.025DIE Zhengwen. Application of micromotor in electronic devices, household appliances and automobiles [J]. Micromotor,2005,38(1):76-79. doi: 10.3969/j.issn.1001-6848.2005.01.025 [2] 韩少军, 白俊江, 张丙伟, 等. 微电机轴球面成型加工方法的探讨 [J]. 机床与液压,2011,39(4):40-42. doi: 10.3969/j.issn.1001-3881.2011.04.010HAN Shaojun, BAI Junjiang, ZHANG Bingwei, et al. Analysis of method for processing spherical surface of micromotor shaft [J]. Machine Tool & Hydraulics,2011,39(4):40-42. doi: 10.3969/j.issn.1001-3881.2011.04.010 [3] 王世旺, 谭曼华, 彭斌. 基于汽车微电机转子轴装配技术的研究 [J]. 微特电机,2021,49(2):56-59. doi: 10.3969/j.issn.1004-7018.2021.02.014WANG Shiwang, TAN Manhua, PENG Bin. Research based on the assembly technology of automotive micro-motor armature shaft [J]. Small & Special Electrical Machines,2021,49(2):56-59. doi: 10.3969/j.issn.1004-7018.2021.02.014 [4] 高潮. 微电机出口市场巨大 [J]. 中国对外贸易,2005(4):66-68.GAO Chao. Huge export market of micromotor shaft [J]. China's Foreign Trade,2005(4):66-68. [5] 崔奇, 丁辉, 程凯. 高精度无心磨削圆度保证和成圆过程解析 [J]. 机床与液压,2014(11):46-49. doi: 10.3969/j.issn.1001-3881.2014.11.012CUI Qi, DING Hui, CHENG Kai. Analytical investigation on roundness assurance and rounding processin high precision centreless grinding [J]. Machine Tool & Hydraulics,2014(11):46-49. doi: 10.3969/j.issn.1001-3881.2014.11.012 [6] 胡忠辉, 袁哲俊, 姚智慧, 等. 砂轮磨损对磨削表面层质量的影响及有关问题的进一步研究 [J]. 哈尔滨工业大学学报,1988(5):83-88.HU Zhonghui, YUAN Zhejun, YAO Zhihui, et al. Further study on the influence of grinding wheel wear on the quality of grinding surface layer and related problems [J]. Journal of Harbin Institute of Technology,1988(5):83-88. [7] 徐三魁, 赵建昌, 邹文俊. 超微晶刚玉磨料的生产技术及应用 [J]. 金刚石与磨料磨具工程,2007(2):69-72. doi: 10.3969/j.issn.1006-852X.2007.02.022XU Sankui, ZHAO Jianchang, ZOU Wenjun. Preparation and application of ultrafine corundum abrasive grains [J]. Diamond & Abrasives Engineering,2007(2):69-72. doi: 10.3969/j.issn.1006-852X.2007.02.022 [8] 何坚, 余杰, 戴晨伟, 等. 微晶刚玉砂轮缓进给磨削镍基高温合金GH4169及花键研究 [J]. 金刚石与磨料磨具工程,2016,36(5):26-31. doi: 10.13394/j.cnki.jgszz.2016.5.0005HE Jian, YU Jie, DAI Chenwei, et al. Creep-feed grinding of nickel-based superalloy GH4169 spline using micro-crystalline alumina wheels [J]. Diamond Abrasives & Engineering,2016,36(5):26-31. doi: 10.13394/j.cnki.jgszz.2016.5.0005 [9] 曹克, 董志刚, 康仁科, 等. 微晶刚玉砂轮磨削钛合金TC17磨削力研究 [J]. 金刚石与磨料磨具工程,2016,36(5):1-7. doi: 10.13394/j.cnki.jgszz.2016.5.0001CAO Ke, DONG Zhigang, KANG Renke, et al. Research on grinding force of titanium alloy TC17 with microcrystalline alumina grinding wheel [J]. Diamond Abrasives & Engineering,2016,36(5):1-7. doi: 10.13394/j.cnki.jgszz.2016.5.0001 [10] 刘谦, 杨理钧, 田欣利, 等. 基于微晶刚玉砂轮的20CrMnTi齿轮成型磨削表面完整性 [J]. 工程科学学报,2018,40(3):357-365.LIU Qian, YANG Liyun, TIAN Xinli, et al. Surface integrity of form grinding 20CrMnTi gear based corundum wheel on a new microcrystalline [J]. Chinese Journal of Engineering,2018,40(3):357-365. [11] 王龙, 田欣利, 刘谦, 等. 微晶刚玉砂轮成形磨齿的试验研究 [J]. 制造技术与机床,2018(1):86-89.WANG Long, TIAN Xinli, LIU Qian, et al. Experimental study on the form grinding of gear with micro crystal corundum grinding wheel [J]. Manufacturing Technology & Machine Tool,2018(1):86-89. [12] YANG L J, WANG L, LIU Q, et al. Grinding performance of a new micro-crystalline corundum wheel when form-grinding automobile gears [J]. International Journal of Advanced Manufacturing Technology,2018,96(5/6):857-870. [13] 任敬心, 华定安. 磨削原理 [M]. 北京: 电子工业出版社, 2011.REN Jingxin, HUA Dingan. Grinding principle [M]. Beijing: Publishing House of Electronics Industry, 2011. [14] JIN T, STEPHENSON D J. Analysis of grinding chip temperature and energy partitioning in high efficiency deep grinding [J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture,2006,220(5):615-625. doi: 10.1243/09544054JEM389 [15] 李文学, 李志宏, 朱玉梅, 等. 烧结温度对陶瓷刚玉磨料性能的影响 [J]. 金刚石与磨料磨具工程,2007,161(5):68-70. doi: 10.3969/j.issn.1006-852X.2007.05.018LI Wenxue, LI Zhihong, ZHU Yumei, et al. Effect of sintering temperature on microstructure and mechanical property of ceramic corundum abrasives [J]. Diamond & Abrasives Engineering,2007,161(5):68-70. doi: 10.3969/j.issn.1006-852X.2007.05.018 [16] 张国石, 朱玉梅, 李志宏. 制备工艺对新型陶瓷刚玉磨料显微结构的影响 [J]. 金刚石与磨料磨具工程,2008(3):55-57. doi: 10.3969/j.issn.1006-852X.2008.03.013ZHANG Guoshi, ZHU Yumei, LI Zhihong. Effect of preparation techniques on microstructure of new ceramic corundum abrasives [J]. Diamond & Abrasives Engineering,2008(3):55-57. doi: 10.3969/j.issn.1006-852X.2008.03.013 -

 下载:
下载:



 点击查看大图
点击查看大图
图(8) / 表(4)
计量
- 文章访问数: 1160
- HTML全文浏览量: 670
- PDF下载量: 39
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
