摘要:
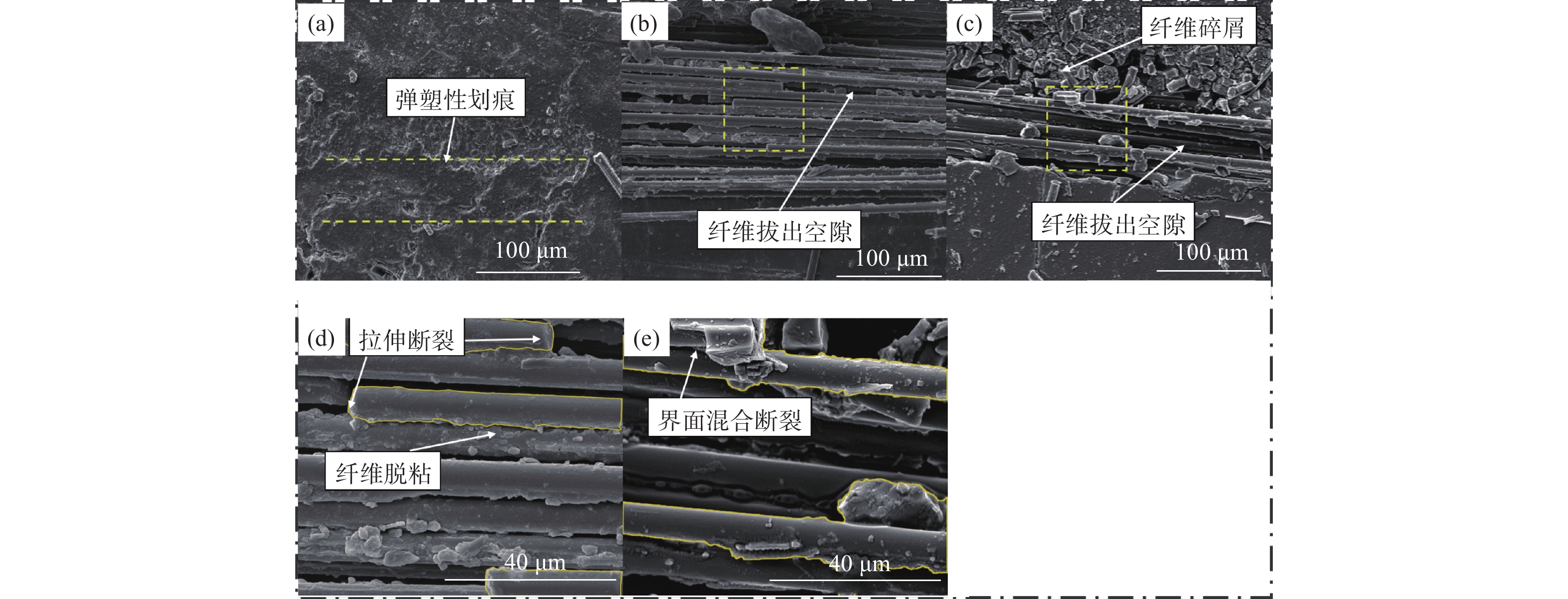
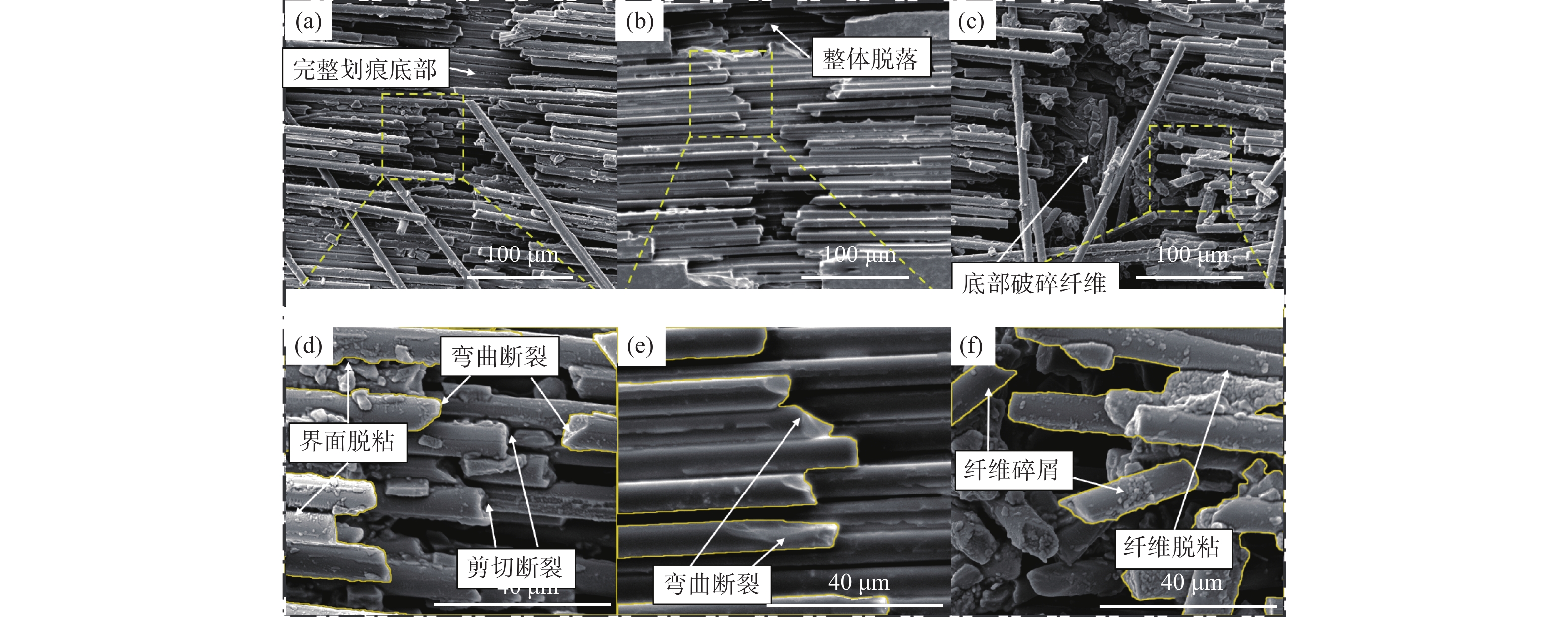
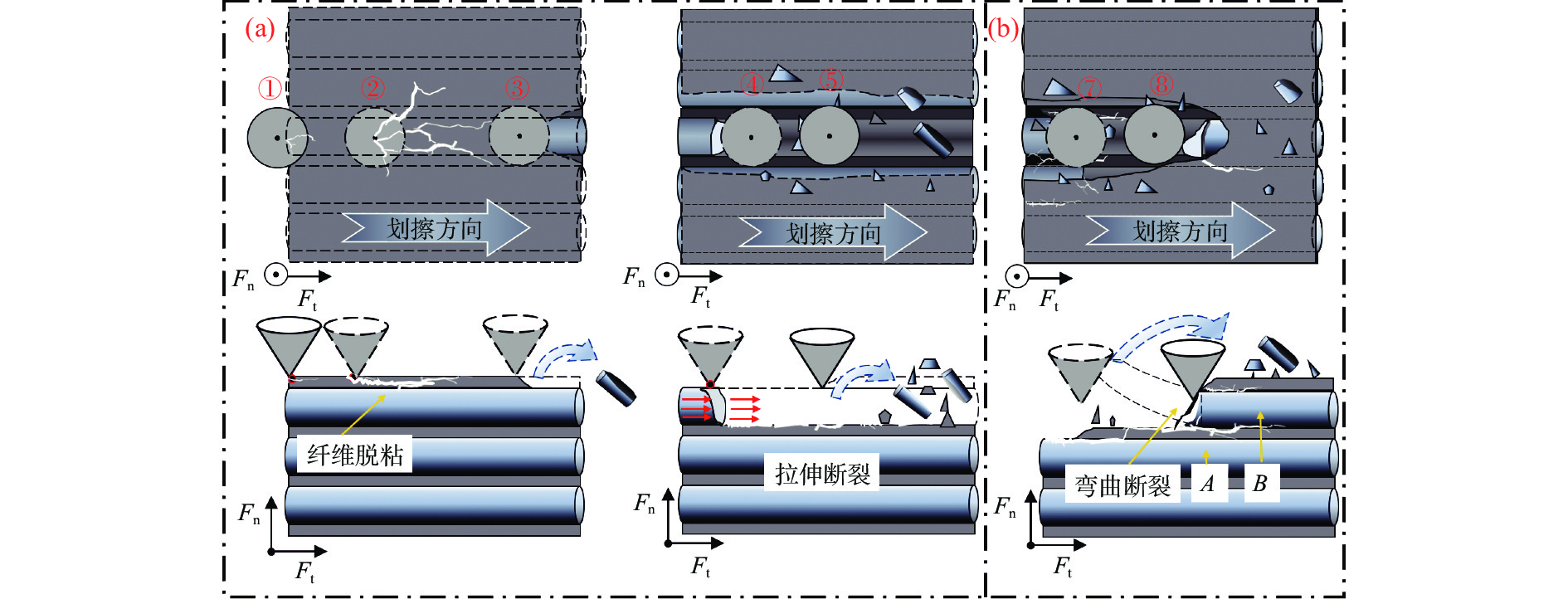
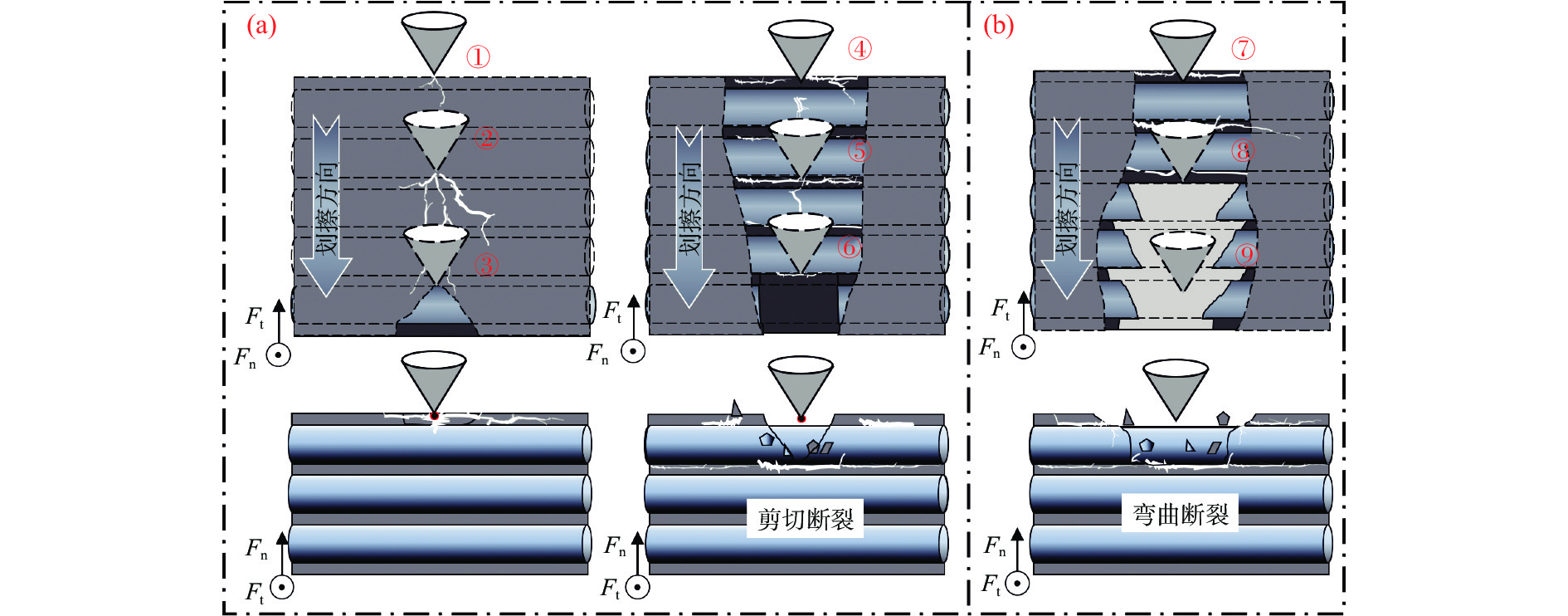
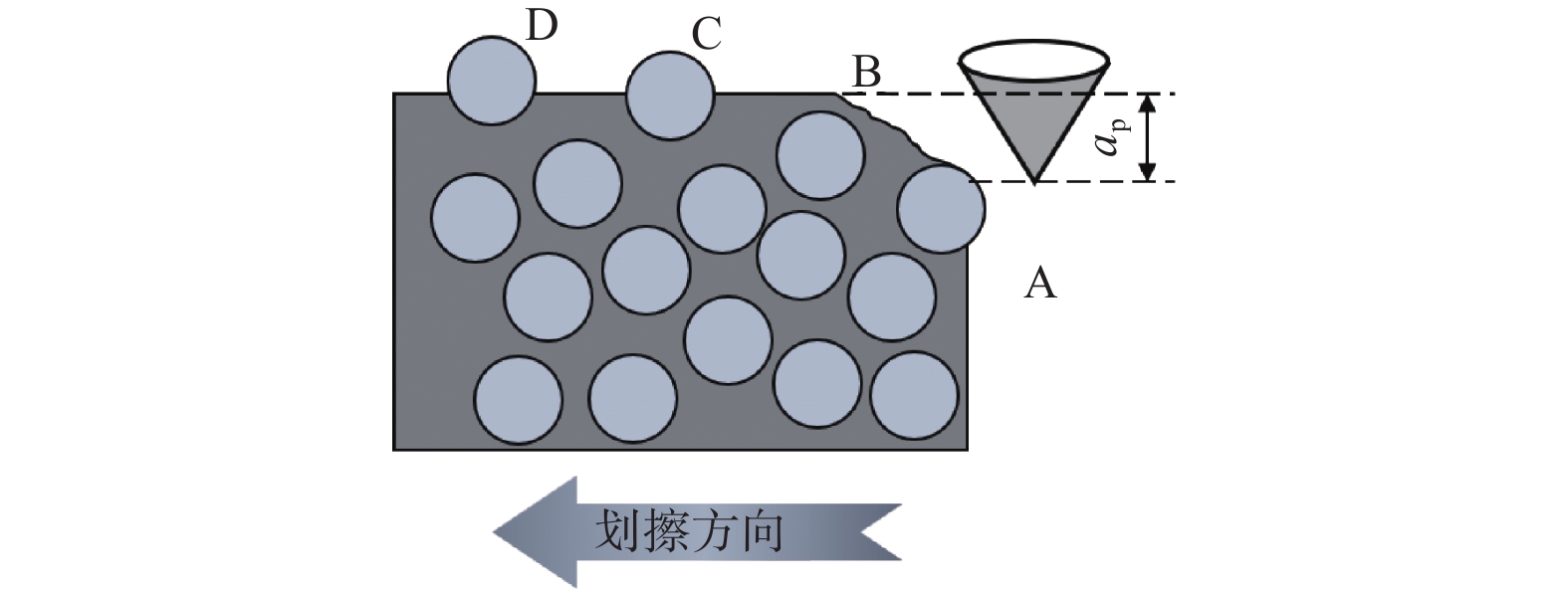
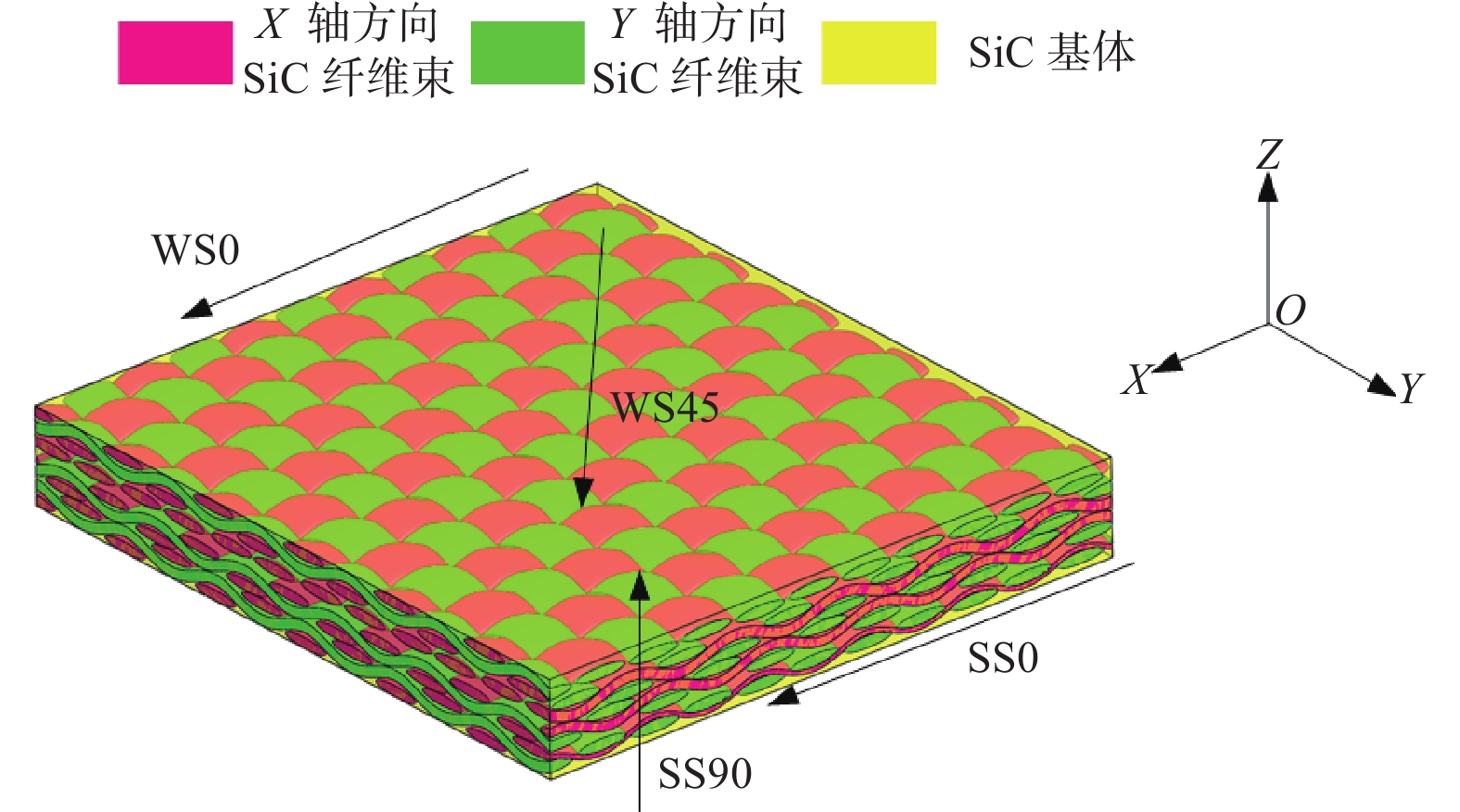
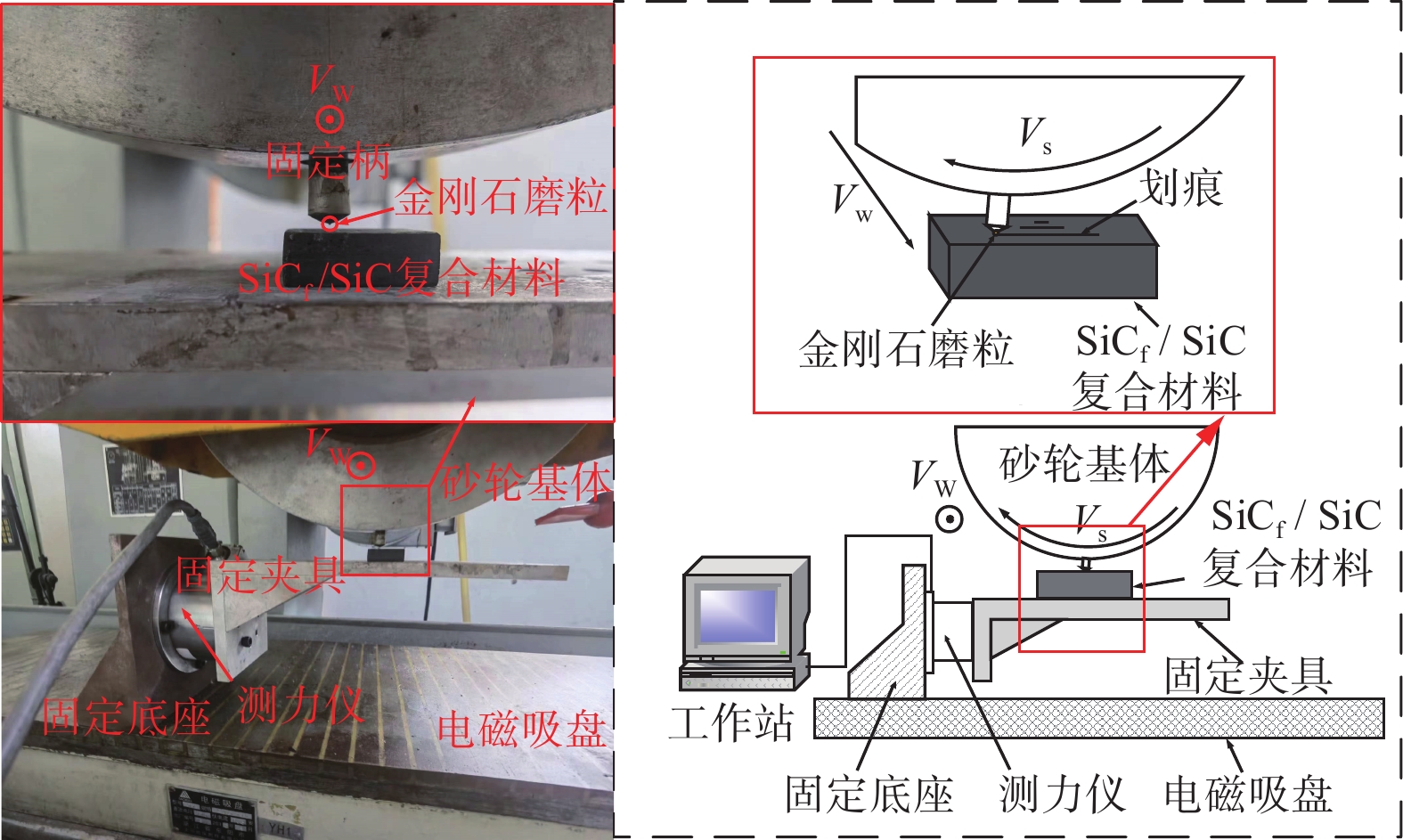
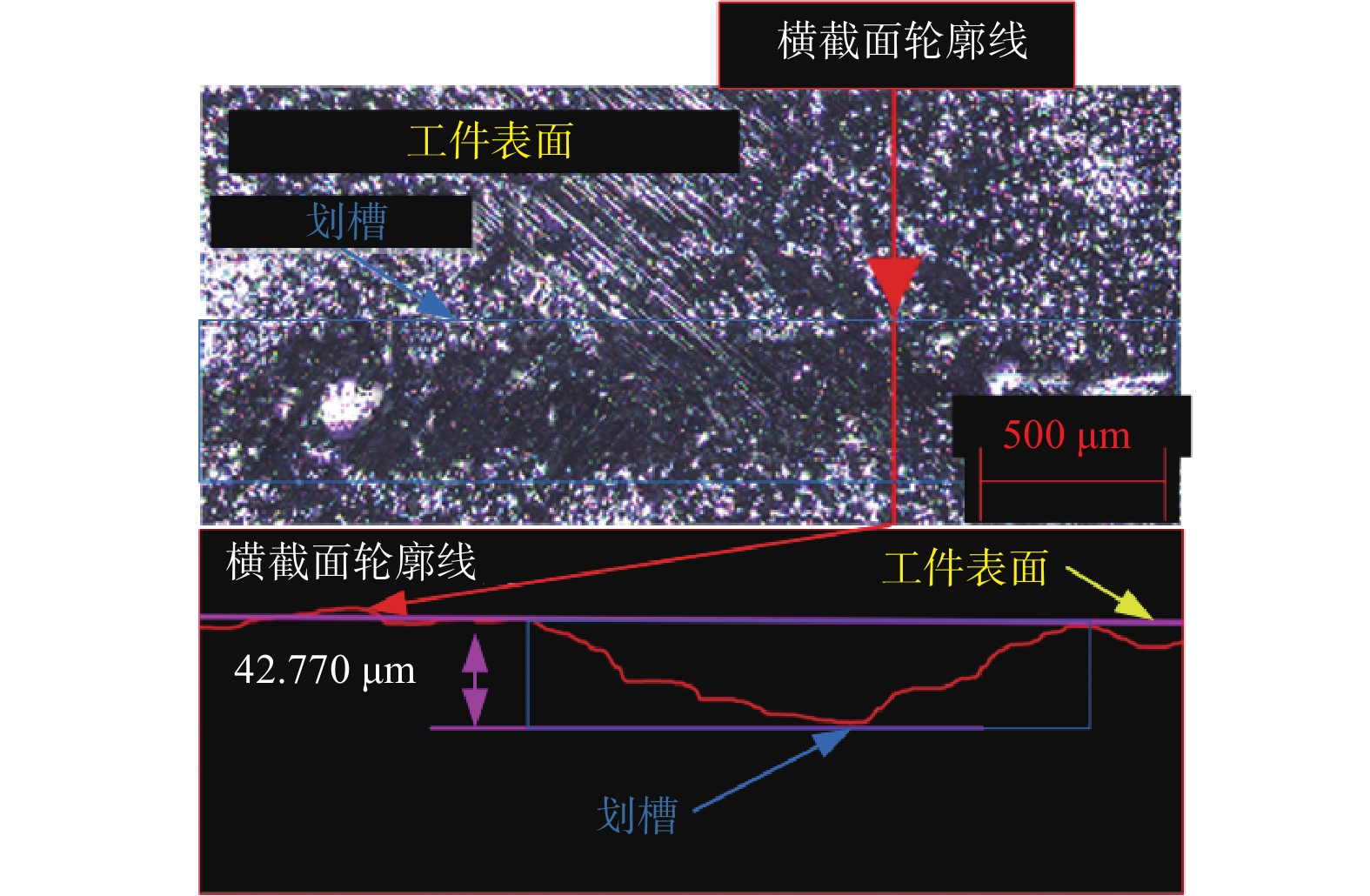
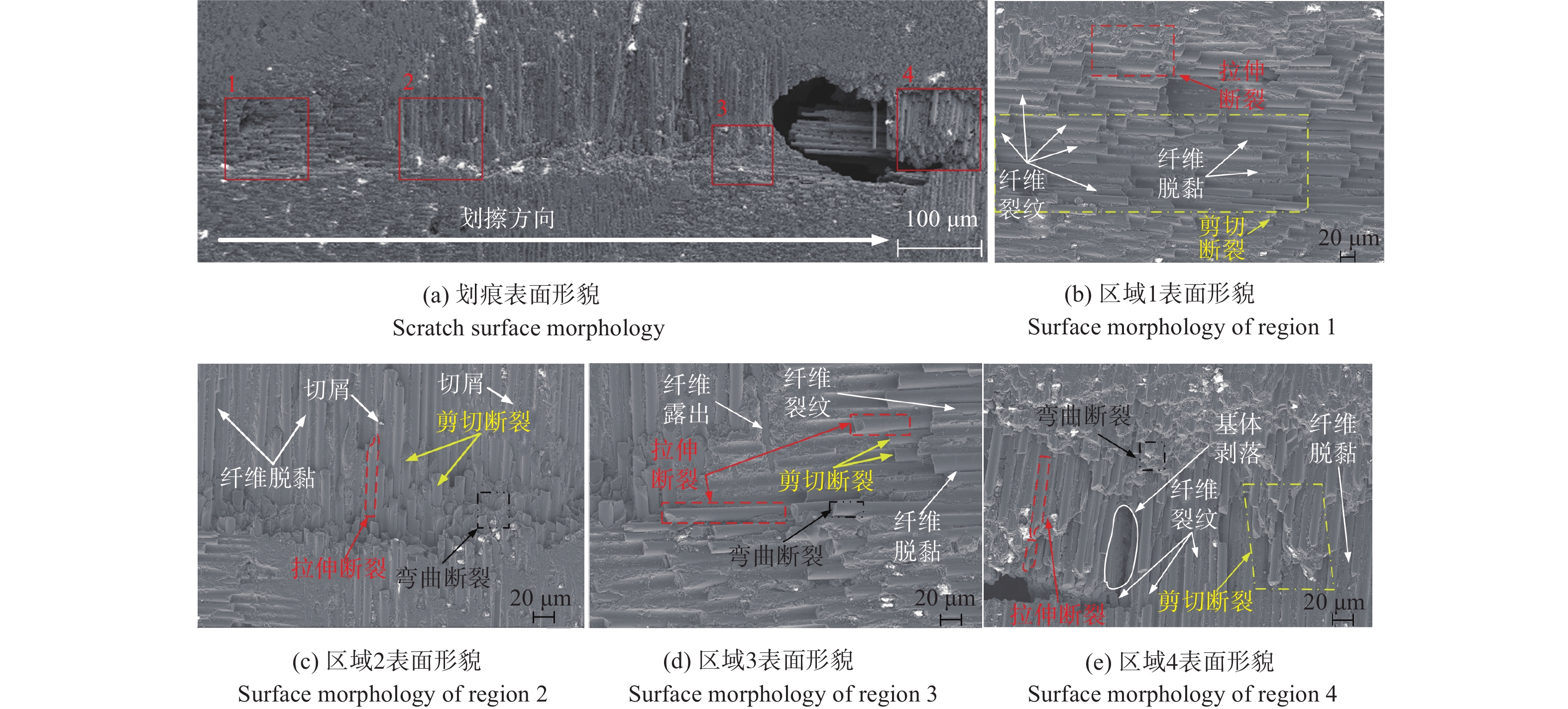
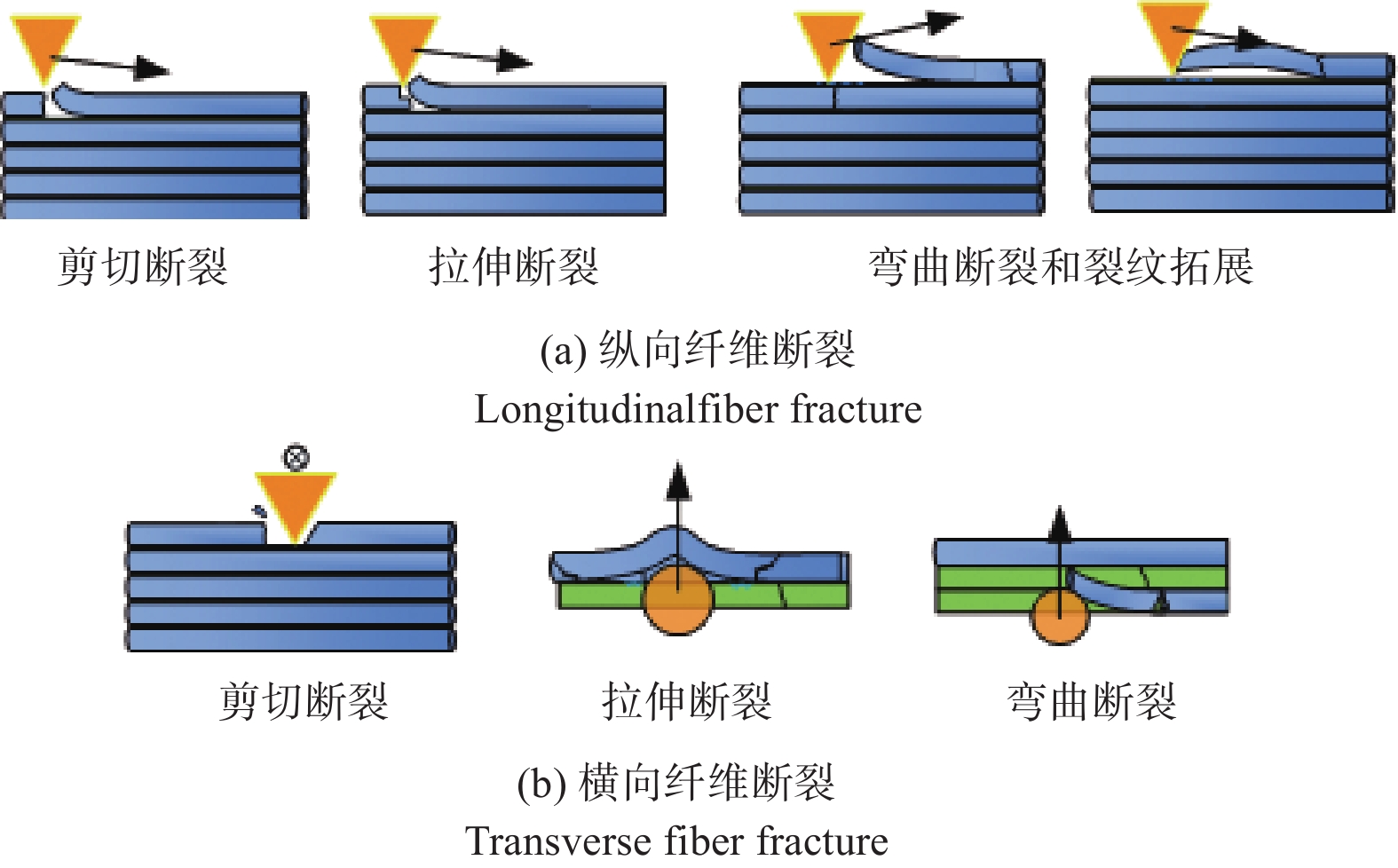
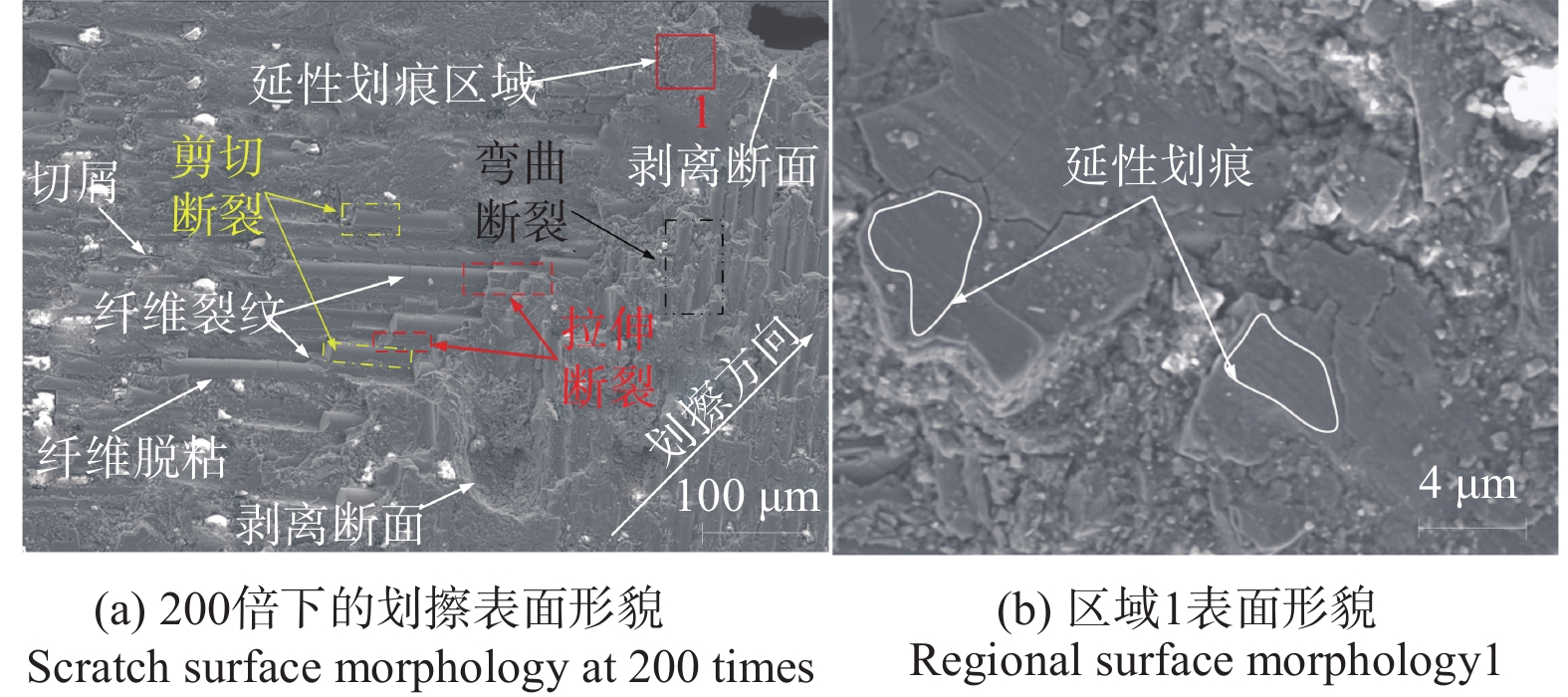
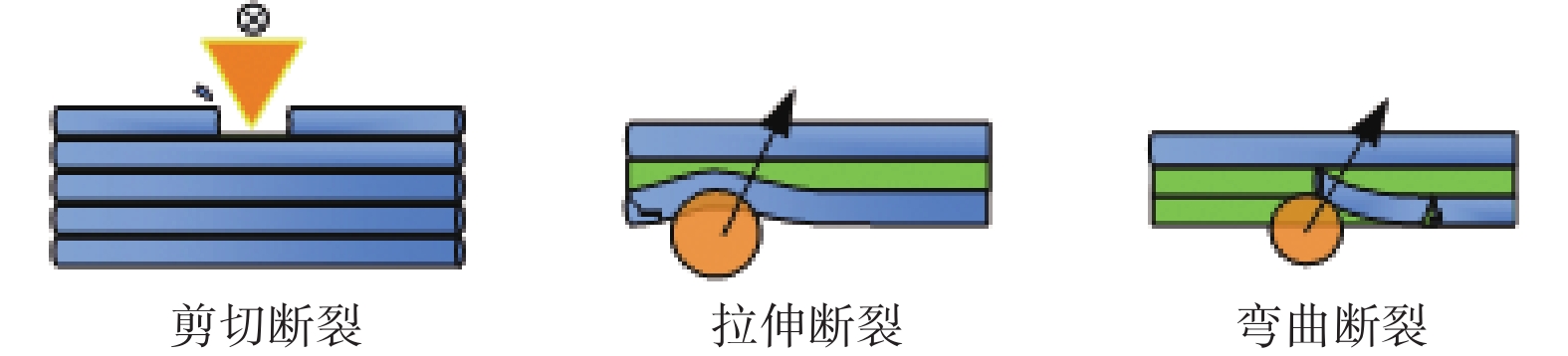
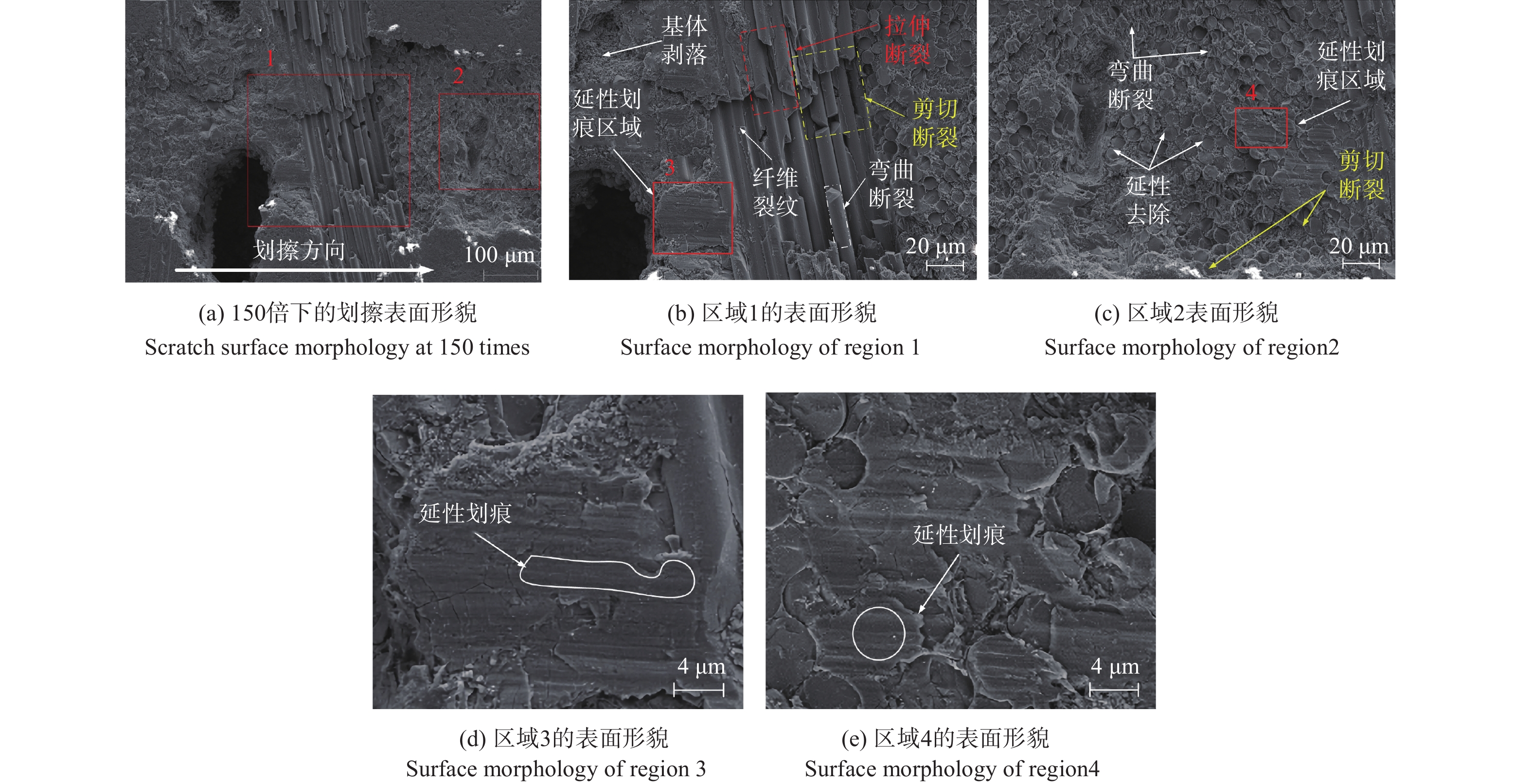
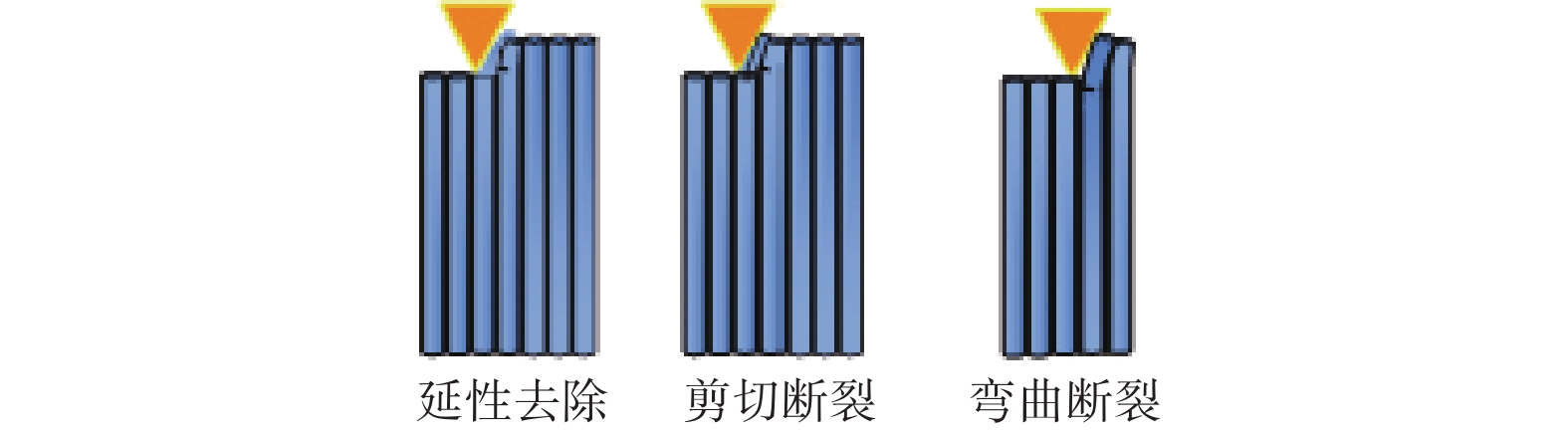
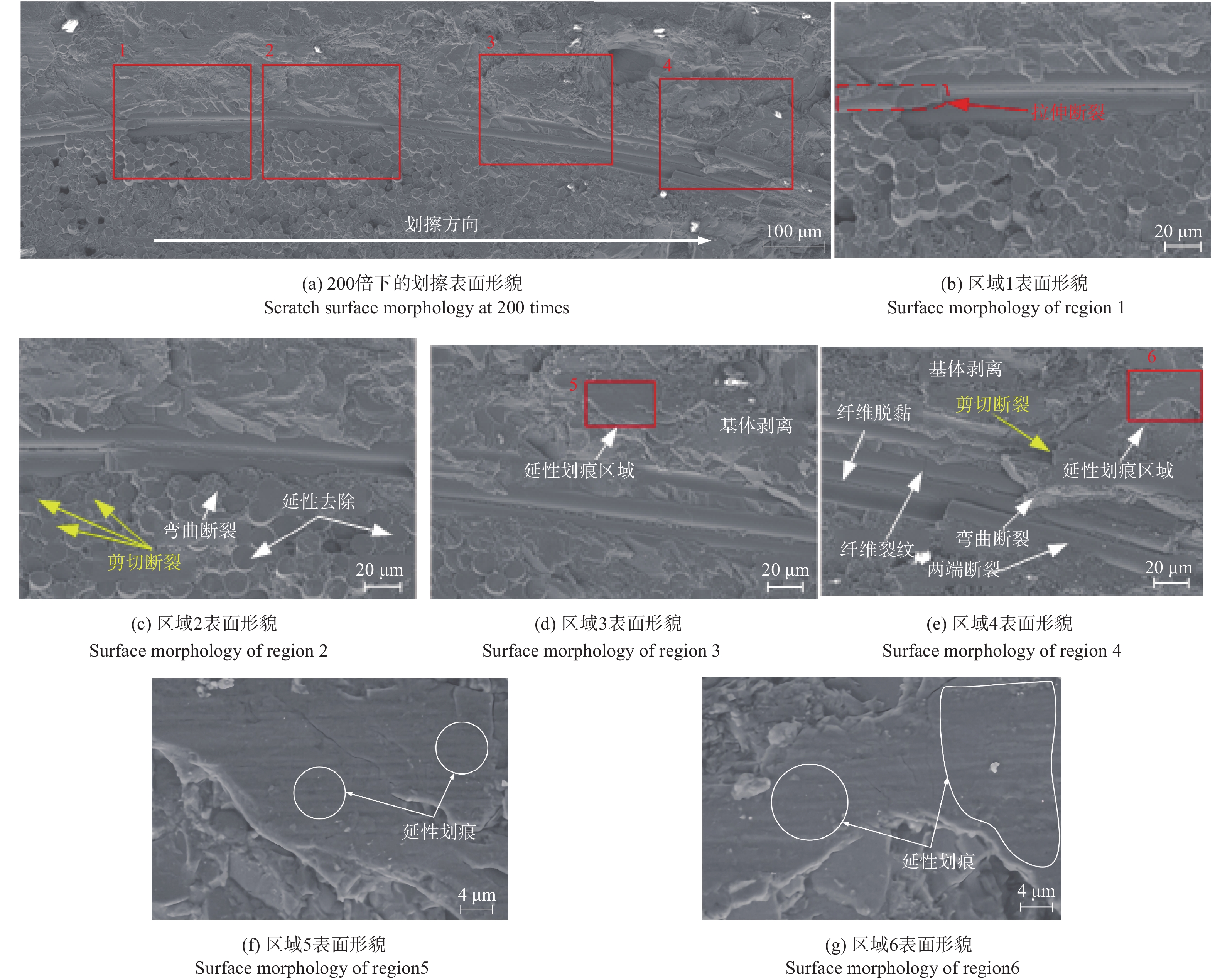
为了揭示2D SiCf/SiC复合材料的磨削去除机理,根据2D SiCf/SiC复合材料的编织结构特点,分别在2D SiCf/SiC纤维的编织表面(woven surface, WS)和叠加表面(stacking surface, SS)沿0°、45°和90°方向开展单颗金刚石磨粒划擦实验,测量其划擦力和划痕深度,并观察划痕表面形貌。结果表明:在WS0(纤维编织表面的0°方向)上SiCf/SiC材料的去除方式主要为纵向纤维(纤维轴向与进给速度方向一致)的剪切、拉伸、弯曲断裂和横向纤维(纤维轴向与进给速度方向垂直)的剪切、弯曲断裂;在WS45(纤维编织表面的45°方向)上主要为纤维的剪切、弯曲、拉伸断裂;在SS0(纤维叠加表面的0°方向)上主要为法向纤维(纤维轴向垂直于划擦表面)的延性去除、剪切、弯曲断裂,纵向纤维的剪切、拉伸、弯曲断裂;在SS90(纤维叠加表面的90°方向)上主要为法向纤维的延性去除、剪切、弯曲断裂和横向纤维的剪切、弯曲、拉伸断裂。由于SiC纤维的各向异性,不同方向、不同断裂形式有不同的力学性能,剪切断裂所需要的力最小,拉伸断裂所需要的力最大。在相同划擦深度下,因WS0、WS45、SS0、SS90方向上断裂形式的不同和剪切、弯曲、拉伸断裂所占的比例不同,其划擦力大小依次为FSS0>FWS45>FSS90>FWS0。且磨粒切入复合材料后随着裂纹的扩展和相互贯通,SiC基体会一起被剥离去除,部分基体受到挤压去除后再次被磨粒划擦去除形成延性划痕。2D SiCf/SiC复合材料切削时宜选择WS0方向,而尽量避开SS0方向。


 摘要
摘要 HTML
HTML PDF 3465KB
PDF 3465KB 施引文献
施引文献























 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS