SULTANA Ireen, SHI Zhongde, ATTIA Helmi, THOMSON Vincent. Comparative evaluation of the performances of single layer diamond tools in orbital drilling of composites[J]. Diamond & Abrasives Engineering, 2023, 43(3): 273-284. doi: 10.13394/j.cnki.jgszz.2023.1003
Citation:
SULTANA Ireen, SHI Zhongde, ATTIA Helmi, THOMSON Vincent. Comparative evaluation of the performances of single layer diamond tools in orbital drilling of composites[J]. Diamond & Abrasives Engineering, 2023, 43(3): 273-284. doi: 10.13394/j.cnki.jgszz.2023.1003
SULTANA Ireen, SHI Zhongde, ATTIA Helmi, THOMSON Vincent. Comparative evaluation of the performances of single layer diamond tools in orbital drilling of composites[J]. Diamond & Abrasives Engineering, 2023, 43(3): 273-284. doi: 10.13394/j.cnki.jgszz.2023.1003
Citation:
SULTANA Ireen, SHI Zhongde, ATTIA Helmi, THOMSON Vincent. Comparative evaluation of the performances of single layer diamond tools in orbital drilling of composites[J]. Diamond & Abrasives Engineering, 2023, 43(3): 273-284. doi: 10.13394/j.cnki.jgszz.2023.1003
Comparative evaluation of the performances of single layer diamond tools in orbital drilling of composites
Abstract:
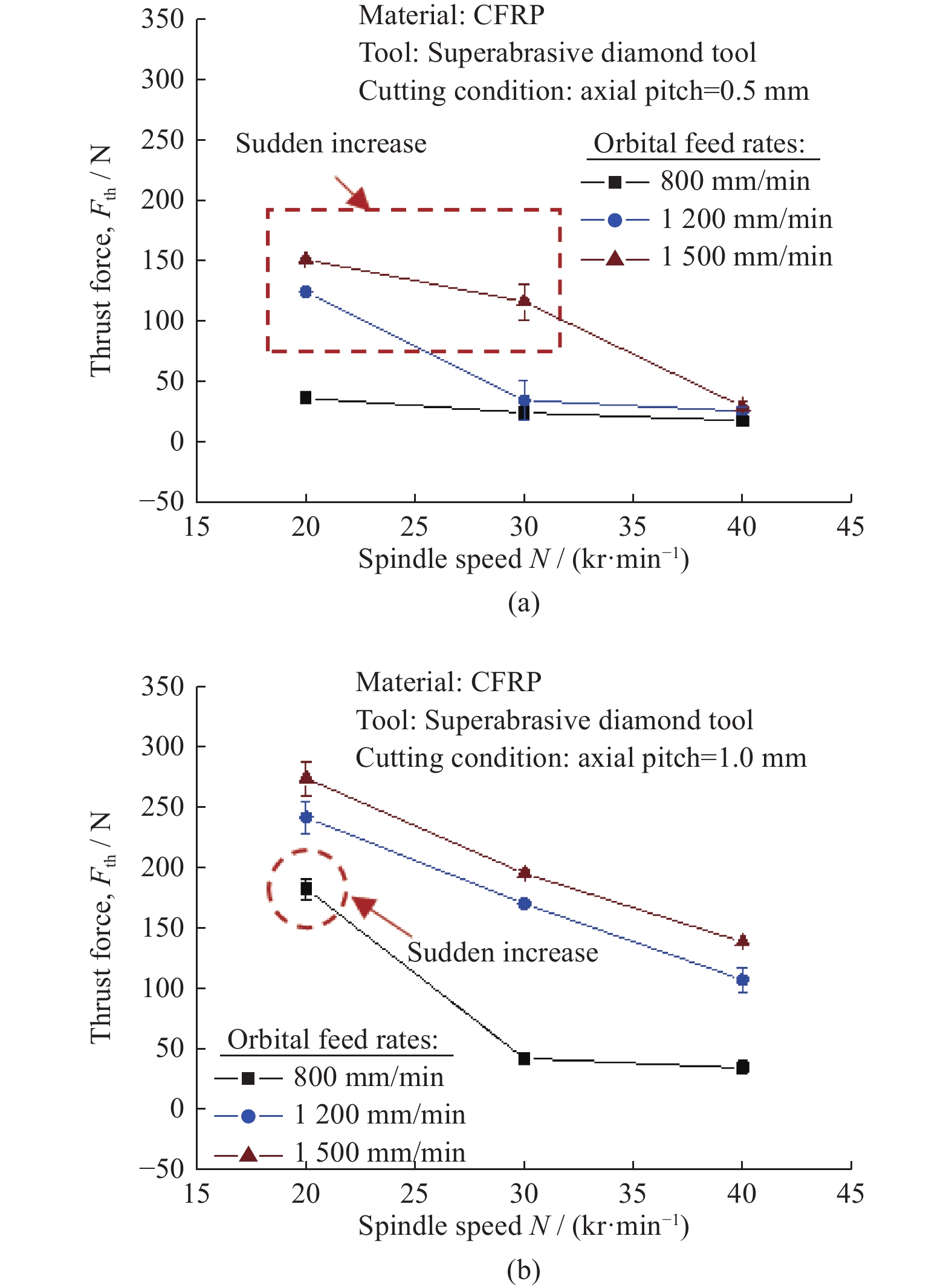
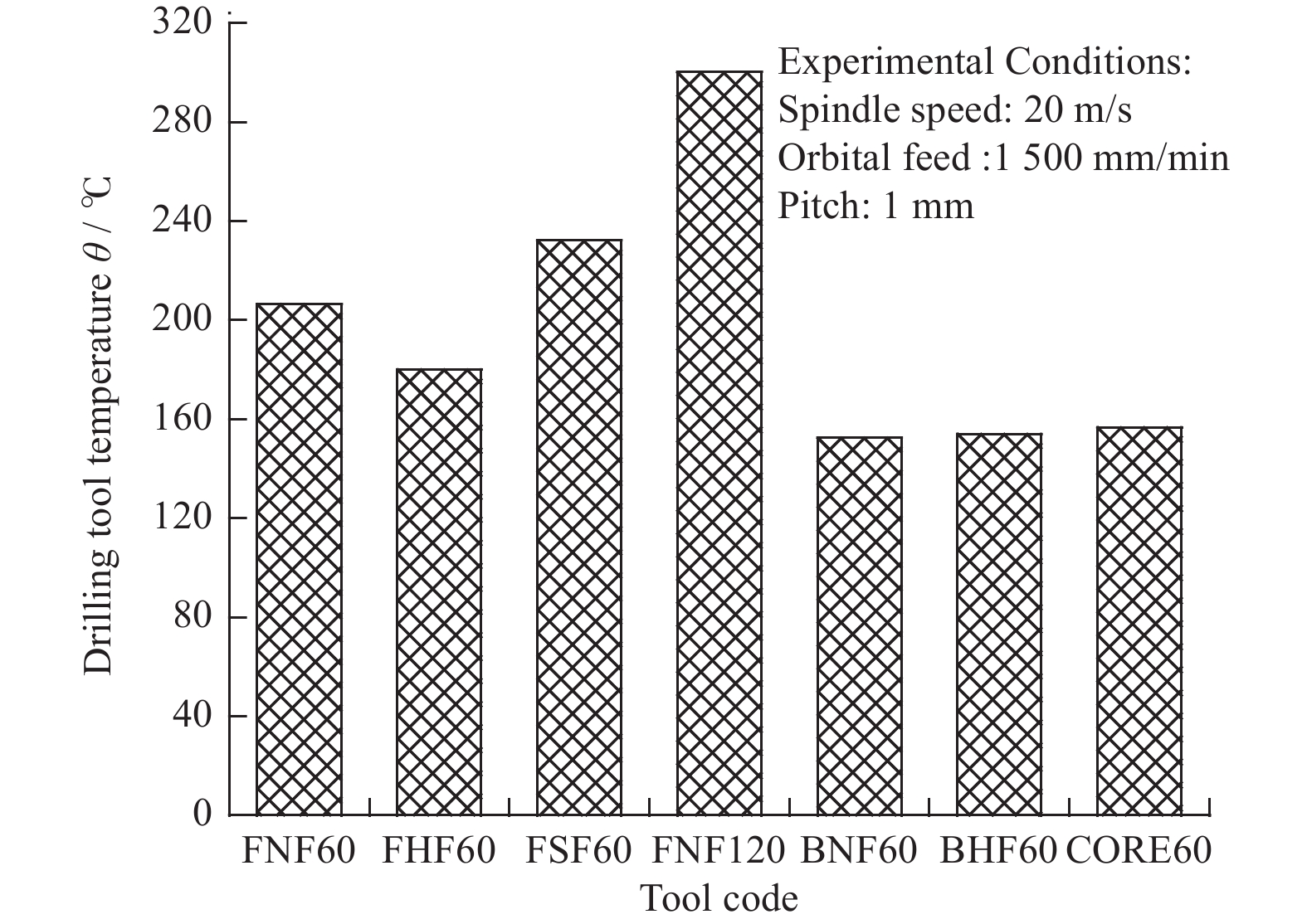
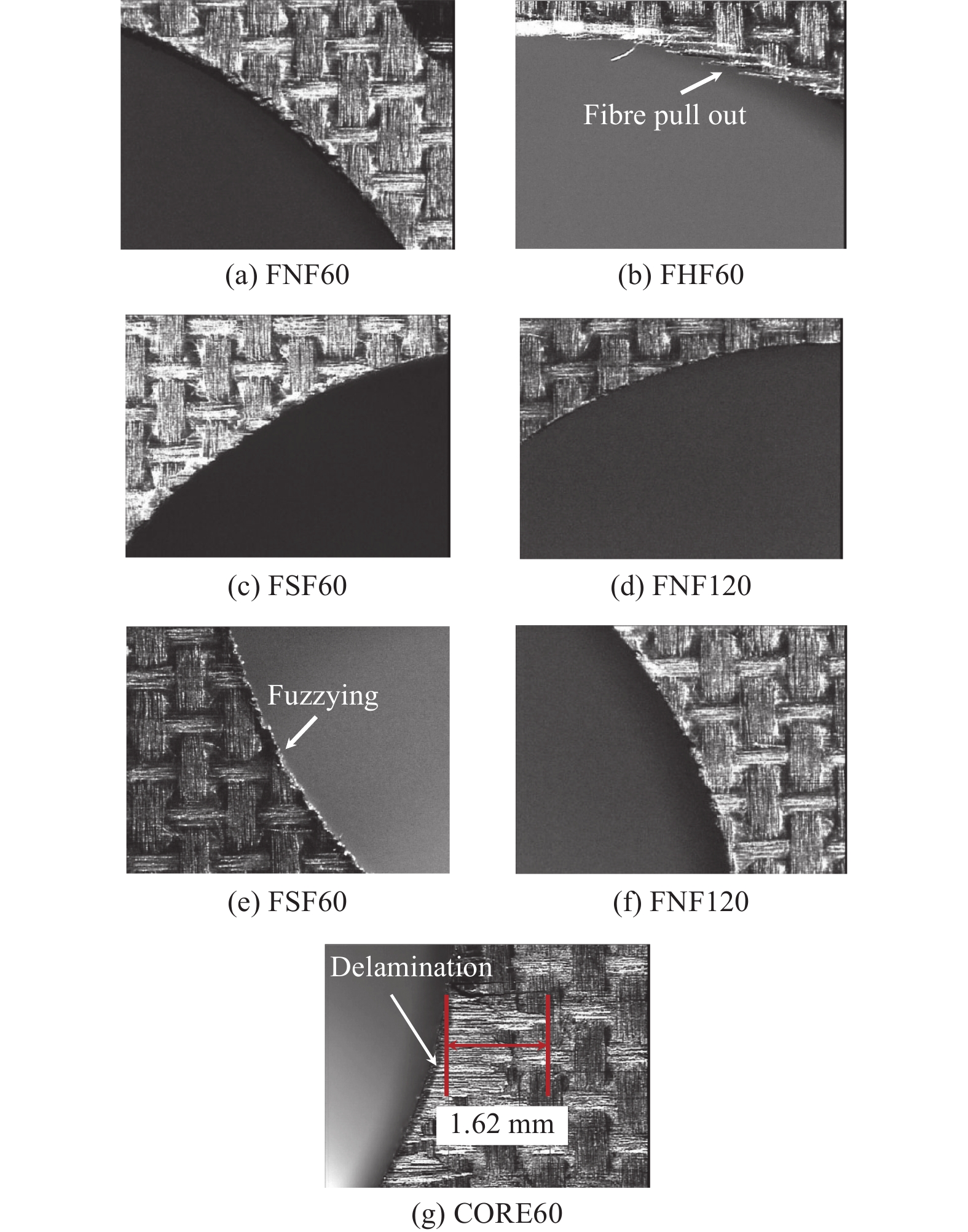
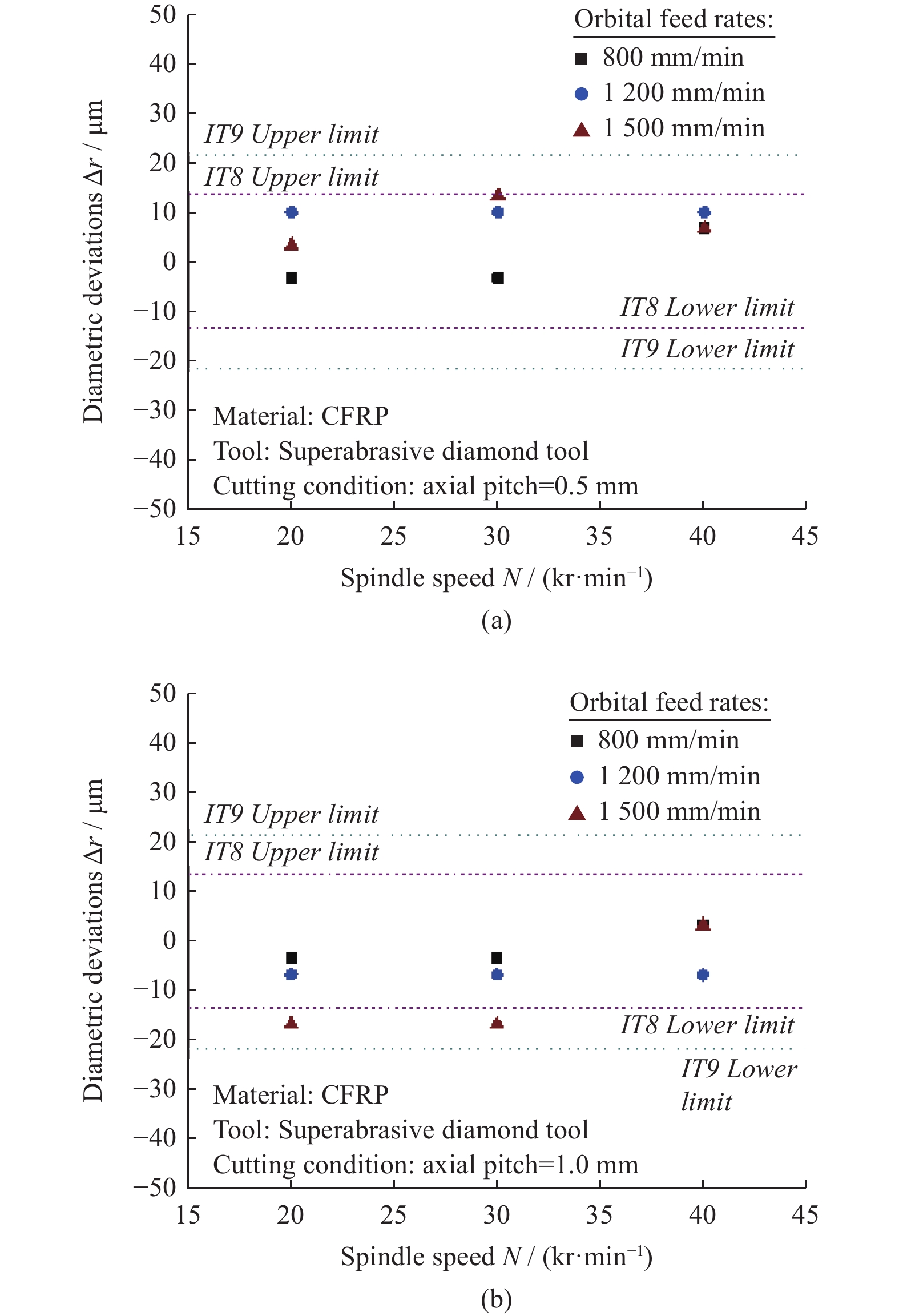
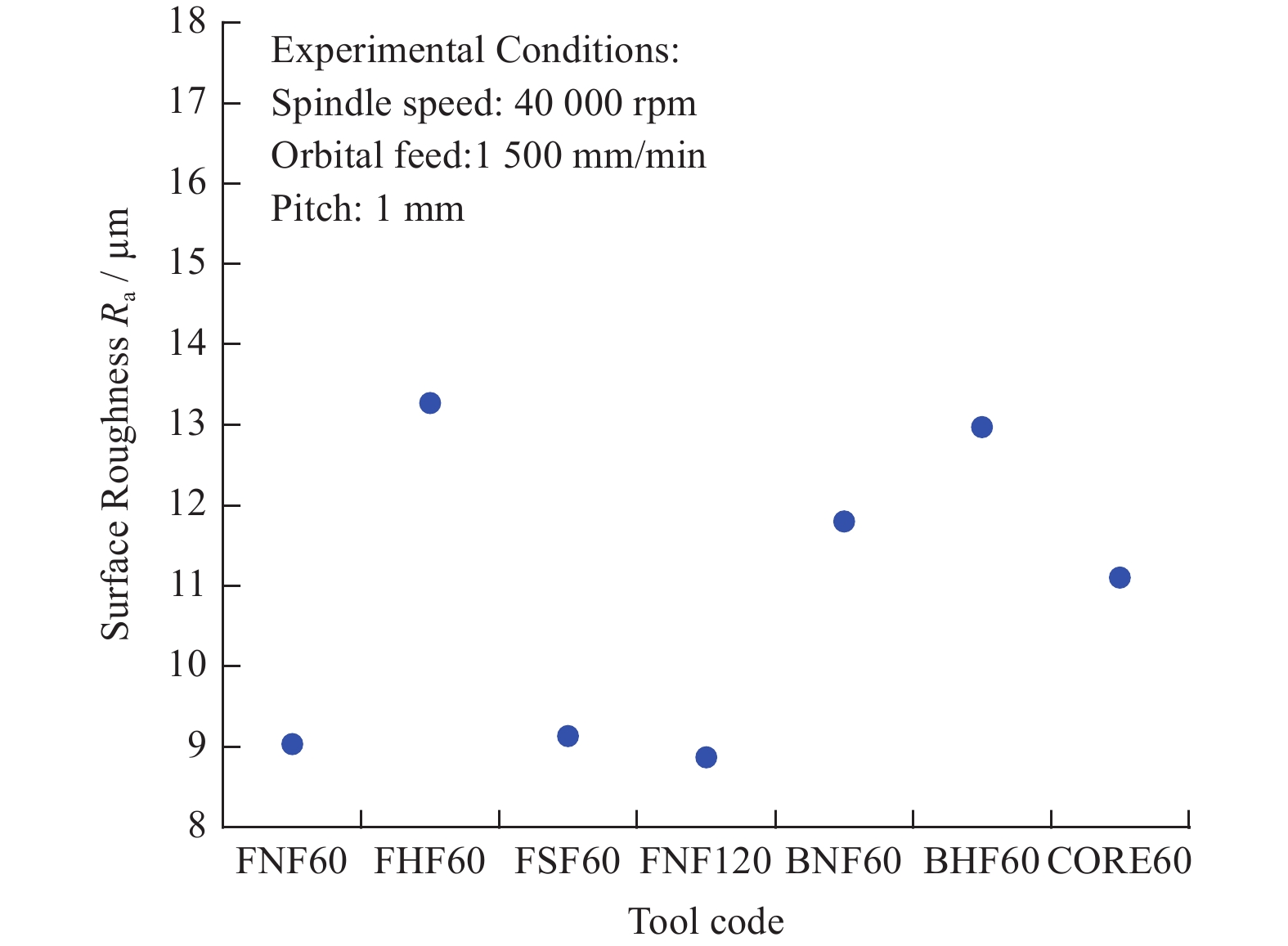
Orbital drilling is an advanced and improved technique over conventional drilling in producing holes in composites. Single layer diamond tools of different geometries and grain sizes were experimentally investigated to explore their performances in orbital drilling of multidirectional carbon/epoxy laminates. The effects of diamond grain sizes, types of flutes and tool end geometries were evaluated in terms of drilling forces, temperatures, drilling-induced defects and surface integrity. It was found that drilling with high spindle rotational speed results in significantly reduced forces. Tools with smaller grain sizes improve hole surface roughness at the cost of increased drilling forces and temperatures. Provision of flutes on tools lowers the tendency of tool clogging. Ball end tools perform better than tools with flat end geometry and without flutes.
HEGDE S, SHENOY B S, CHETHAN K N. Review on carbon fiber reinforced polymer (CFRP) and their mechanical performance [J]. Materials Today: Proceedings,2019,19:658-662. doi: 10.1016/j.matpr.2019.07.749
[2]
GALINSKA A. Mechanical joining of fibre reinforced polymer composites to metals - A review. Part Ⅰ: Bolted joining [J]. Polymers,2020,12(10):2252. doi: 10.3390/polym121002252
[3]
DURAO L M P, GONCALVES D J S, TAVARES J M R S, et al. Drilling tool geometry evaluation for reinforced composite laminates [J]. Composite Structures,2010,92(7):1545-1550. doi: 10.1016/j.compstruct.2009.10.035
[4]
HOCHENG H, TSAO C C. Comprehensive analysis of delamination in drilling of composite materials with various drill bits [J]. Journal of Materials Processing Technology,2003,140(1-3):335-339. doi: 10.1016/S0924-0136(03)00749-0
[5]
HOCHENG H, TSAO C C. Effects of special drill bits on drilling-induced delamination of composite materials [J]. International Journal of Machine Tools and Manufacture,2006,46(12/13):1403-1416. doi: 10.1016/j.ijmachtools.2005.10.004
[6]
MARQUES A T, DURAO L M, MAGALHAES A G, et al. Delamination analysis of carbon fibre reinforced laminates: evaluation of a special step drill [J]. Composites Science and Technology,2009,69(14):2376-2382. doi: 10.1016/J.COMPSCITECH.2009.01.025
[7]
JAIN S, YANG D C H. Delamination-free drilling of composite laminates [J]. Journal of Engineering for Industry,1994,116(4):475-481. doi: 10.1115/1.2902131
[8]
PIQUET R, FERRET B, LACHAUD F, et al. Experimental analysis of drilling damage in thin carbon/epoxy plate using special drills [J]. Composites, Part A Applied Science & Manufacturing,2000,31(10):1107-1115. doi: 10.1016/S1359-835X(00)00069-5
[9]
MURPHY C, BYRNE G, GILCHRIST M D. The performance of coated tungsten carbide drills when machining carbon fiber-reinforced epoxy composite materials [J]. Proceedings of the Institution of Mechanical Engineering, Part B Journal of Engineering Manufacture,2002,216(2):143-152. doi: 10.1243/0954405021519735
[10]
SHYHA I S, ASPINWALL D K, SOO S L, et al. Drill geometry and operating effects when cutting small diameter holes in CFRP [J]. International Journal of Machine Tools and Manufacture,2009,49(12/13):1008-1014. doi: 10.1016/j.ijmachtools.2009.05.009
[11]
SHYHA I S, SOO S L, ASPINWALL D K, et al. Hole quality assessment following drilling of metallic-composite stacks [J]. International Journal of Machine Tools and Manufacture,2011,51(7/8):569-578. doi: 10.1016/j.ijmachtools.2011.04.007
[12]
ZITOUNE R, KRISHNARAJ V, ALMABOUACIF B S, et al. Influence of machining parameters and new nano-coated tool on drilling performance of CFRP/aluminum sandwich [J]. Composites Part B:Engineering,2012,43(12):1480-1488. doi: 10.1016/j.compositesb.2011.08.054
[13]
KARPAT Y, BAHTIYAR OComparative analysis of PCD drill designs during drilling of CFRP laminatesProcedia CIRP20153131632110.1016/j.procir.2015.03.094 doi: 10.1016/j.procir.2015.03.094
[14]
BRINKSMEIER E, FANGMANN S, RENTSCH R. Drilling of composites and resulting surface integrity [J]. CIRP Annals,2011,60(1):57-60. doi: 10.1016/j.cirp.2011.03.077
[15]
SADEK A, MESHREKI M, ATTIA M H. Characterization and optimization of orbital drilling of woven carbon fiber reinforced epoxy laminates [J]. CIRP Annals,2012,61(1):123-126. doi: 10.1016/j.cirp.2012.03.089
[16]
PARK K Y, CHOI J H, LEE D G. Delamination-free and high efficiency drilling of carbon fibre reinforced plastics [J]. Journal of Composite Materials,1995,29(15):1988-2002. doi: 10.1177/002199839502901503
[17]
KIHLMAN H, LINDQVIST R. Orbital drilling - implementation and evaluation [C]// Proceedings of Aerospace Manufacturing and Automated Fastening Conference and Exhibition. St Louis: [s.n.], 2005
[18]
SADEK A, SHI B, MESHREKI M, et al. Prediction and control of drilling-induced damage in fibre-reinforced polymers using a new hybrid force and temperature modelling approach [J]. CIRP Annals,2015,64(1):89-92. doi: 10.1016/j.cirp.2015.04.074
[19]
ASTROM B T. Manufacturing of polymer composites [M]. London: Chapman and Hall, 1997.
[20]
MOTA J P B, RODRIGO A J S, SAATDJIAN E. Optimization of hat‐transfer rate into time‐periodic two‐dimensional stokes flows [J]. International Journal for Numerical Methods in Fluids,2007,53(6):915-931. doi: 10.1002/fld.1312









 下载:
下载:








 点击查看大图
点击查看大图

 邮件订阅
邮件订阅 RSS
RSS
