CN 41-1243/TG
ISSN 1006-852X
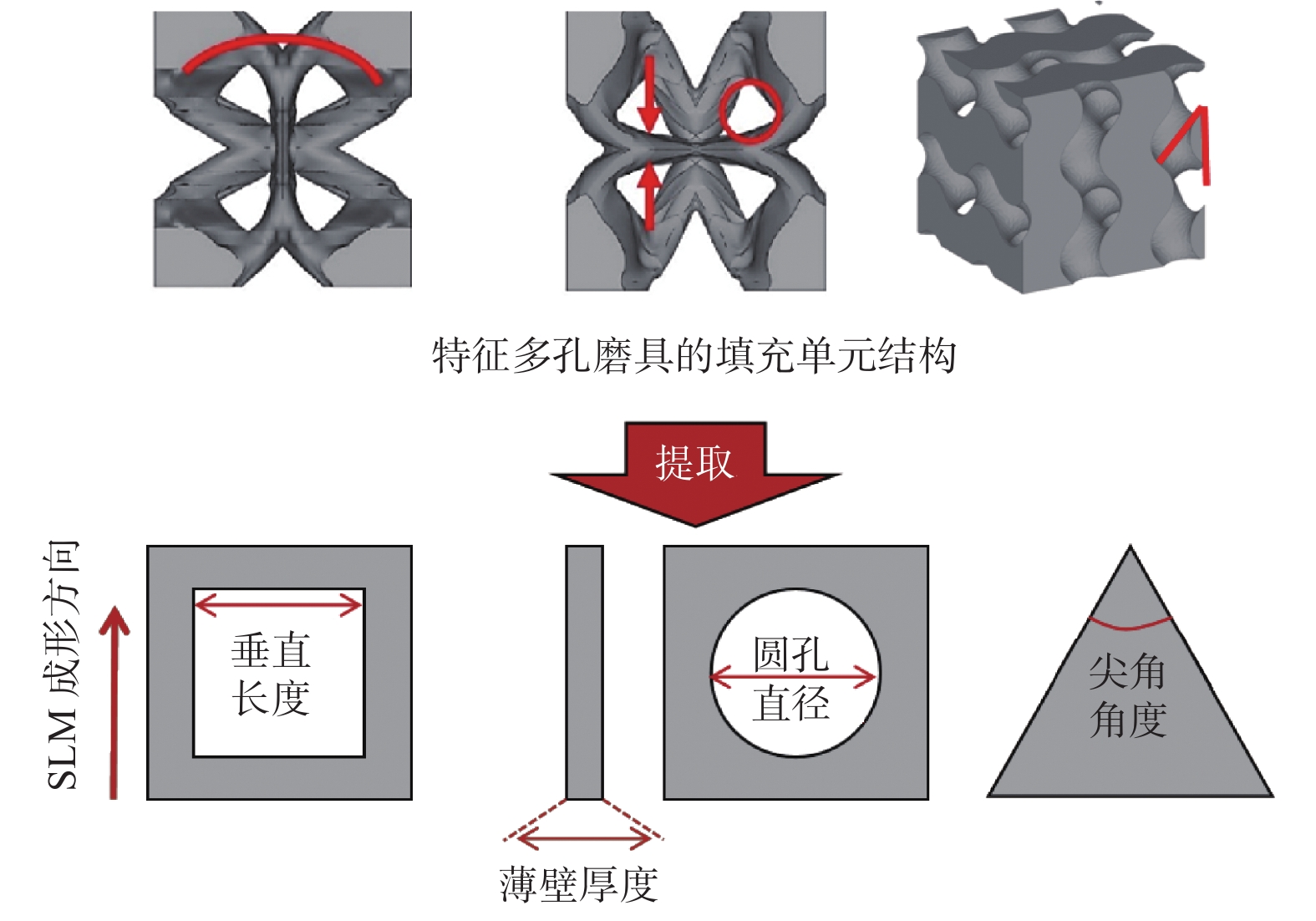
| Citation: | XIE Zhiping, HE Yiqiang, XU Yangli, HUANG Guoqin, WEI Jinquan. Study on manufacturing process constraint of feature structures of diamond composite materials fabricated by selective laser melting[J]. Diamond & Abrasives Engineering, 2024, 44(3): 297-303. doi: 10.13394/j.cnki.jgszz.2023.0171

|

| [1] |
轩闯, 向刚强, 廖燕玲, 等. 半导体加工用金刚石工具现状 [J]. 超硬材料工程,2021,33(1):41-49. doi: 10.3969/j.issn.1673-1433.2021.01.008
XUAN Chuang, XIANG Gangqiang, LIAO Yanling, et al. Current status of diamond tools for semiconductor processing industry [J]. Superhard Material Engineering,2021,33(1):41-49. doi: 10.3969/j.issn.1673-1433.2021.01.008
|
| [2] |
吴燕平, 燕青芝. 金属结合剂金刚石工具研究进展 [J]. 金刚石与磨料磨具工程,2019,39(2):37-45.
WU Yanping, YAN Qingzhi. Research progress of metal bond diamond tools [J]. Diamond & Abrasives Engineering,2019,39(2):37-45.
|
| [3] |
XU H, LIAO C J, WENG Q M. Experimental study on porous metal bonded diamond grinding wheels - the selection of porosity inducers and agglomeration’s parameter [J]. Advanced Materials Research,2011(415/416/417):594-597.
|
| [4] |
LIU Z, LIAO X, FU W, et al. Microstructures and bonding strength of synthetic diamond brazed by near-eutectic Ag–Cu–in–Ti filler alloy [J]. Materials Science and Engineering: A,2020(790):139711.
|
| [5] |
吴颖. 电镀金刚石工具的应用现状及改进研究 [J]. 热加工工艺,2015,44(18):18-21.
WU Ying. Application status and improved research of electroplated diamond tools [J]. Hot Working Technology,2015,44(18):18-21.
|
| [6] |
YUAN L, GU D, LIN K, et al. Electrically actuated shape recovery of NiTi components processed by laser powder bed fusion after regulating the dimensional accuracy and phase transformation behavior [J]. Chinese Journal of Mechanical Engineering: Additive Manufacturing Frontiers,2022,1(4):100056. doi: 10.1016/j.cjmeam.2022.100056
|
| [7] |
王建宇, 黄国钦. 金刚石磨粒工具增材制造技术现状及展望 [J]. 金刚石与磨料磨具工程,2022,42(3):307-316.
WANG Jianyu, HUANG Guoqin. Status and prospect of additive manufacturing technology for diamond abrasive tools [J]. Diamond and Abrasive Engineering,2022,42(3):307-316.
|
| [8] |
TIAN C, LI X, ZHANG S, et al. Porous structure design and fabrication of metal-bonded diamond grinding wheel based on selective laser melting (SLM) [J]. International Journal of Advanced Manufacturing Technology,2019,100(5/6/7/8):1451-1462.
|
| [9] |
MA Q, PENG Y, CHEN Y, et al. Quantitative investigation of thermal evolution and graphitisation of diamond abrasives in powder bed fusion-laser beam of metal-matrix diamond composites [J]. Virtual and Physical Prototyping,2023,18(1):e2121224. doi: 10.1080/17452759.2022.2121224
|
| [10] |
TIAN C, LI X, ZHANG S, et al. Study on design and performance of metal-bonded diamond grinding wheels fabricated by selective laser melting (SLM) [J]. Materials & Design,2018(156):52-61.
|
| [11] |
LI X, WANG C, TIAN C, et al. Digital design and performance evaluation of porous metal-bonded grinding wheels based on minimal surface and 3D printing [J]. Materials & Design,2021(203):109556.
|
| [12] |
PENG Y, REN J, JIA C, et al. Structural design and mechanical properties of porous structured diamond abrasive tool by selective laser melting [J]. Ceramics International,2023,49(4):6508-6521. doi: 10.1016/j.ceramint.2022.10.136
|
| [13] |
TIAN C, LI X, LI H, et al. The effect of porosity on the mechanical property of metal-bonded diamond grinding wheel fabricated by selective laser melting (SLM) [J]. Materials Science and Engineering: A,2019(743):697-706.
|
| [14] |
GAN J, GAO H, WEN S, et al. Simulation, forming process and mechanical property of Cu-Sn-Ti/diamond composites fabricated by selective laser melting [J]. International Journal of Refractory Metals and Hard Materials,2020(87):105144.
|
| [15] |
LIN K, YUAN L, GU D. Influence of laser parameters and complex structural features on the bio-inspired complex thin-wall structures fabricated by selective laser melting [J]. Journal of Materials Processing Technology,2019(267):34-43.
|
| [16] |
WANG D, MAI S, XIAO D, et al. Surface quality of the curved overhanging structure manufactured from 316-L stainless steel by SLM [J]. International Journal of Advanced Manufacturing Technology,2016,86(1/2/3/4):781-792.
|
| [17] |
GU D D, MEINERS W, WISSENBACH K. Laser additive manufacturing of metallic components: materials, processes and mechanisms [J]. International Materials Reviews,2012,57(3):133-164. doi: 10.1179/1743280411Y.0000000014
|
| [18] |
CHEN H Y, GU D D, XIONG J P, et al. Improving additive manufacturing processability of hard-to-process overhanging structure by selective laser melting [J]. Journal of Materials Processing Technology,2017(250):99-108.
|
| [19] |
徐仰立, 曹玄扬, 李婷婷, 等. 激光增材制造Ti6Al4V点阵结构的抗压吸能特性 [J]. 稀有金属材料与工程,2022,51(7):2536-2544.
XU Yangli, CAO Xuanyang, LI Tingting, et al. Compressive energy absorption characteristics of Ti6Al4V lattice structure manufactured by laser additive manufacturing [J]. Rare Metal Materials and Engineering,2022,51(7):2536-2544.
|
Figures(10) / Tables(7)
Supported by:
Beijing Renhe Information Technology Co., Ltd.



 Email Alerts
Email Alerts RSS
RSS DownLoad:
DownLoad: