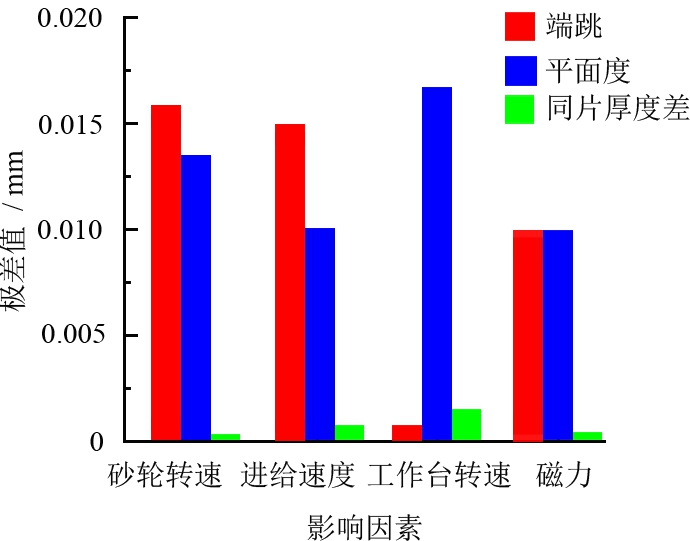
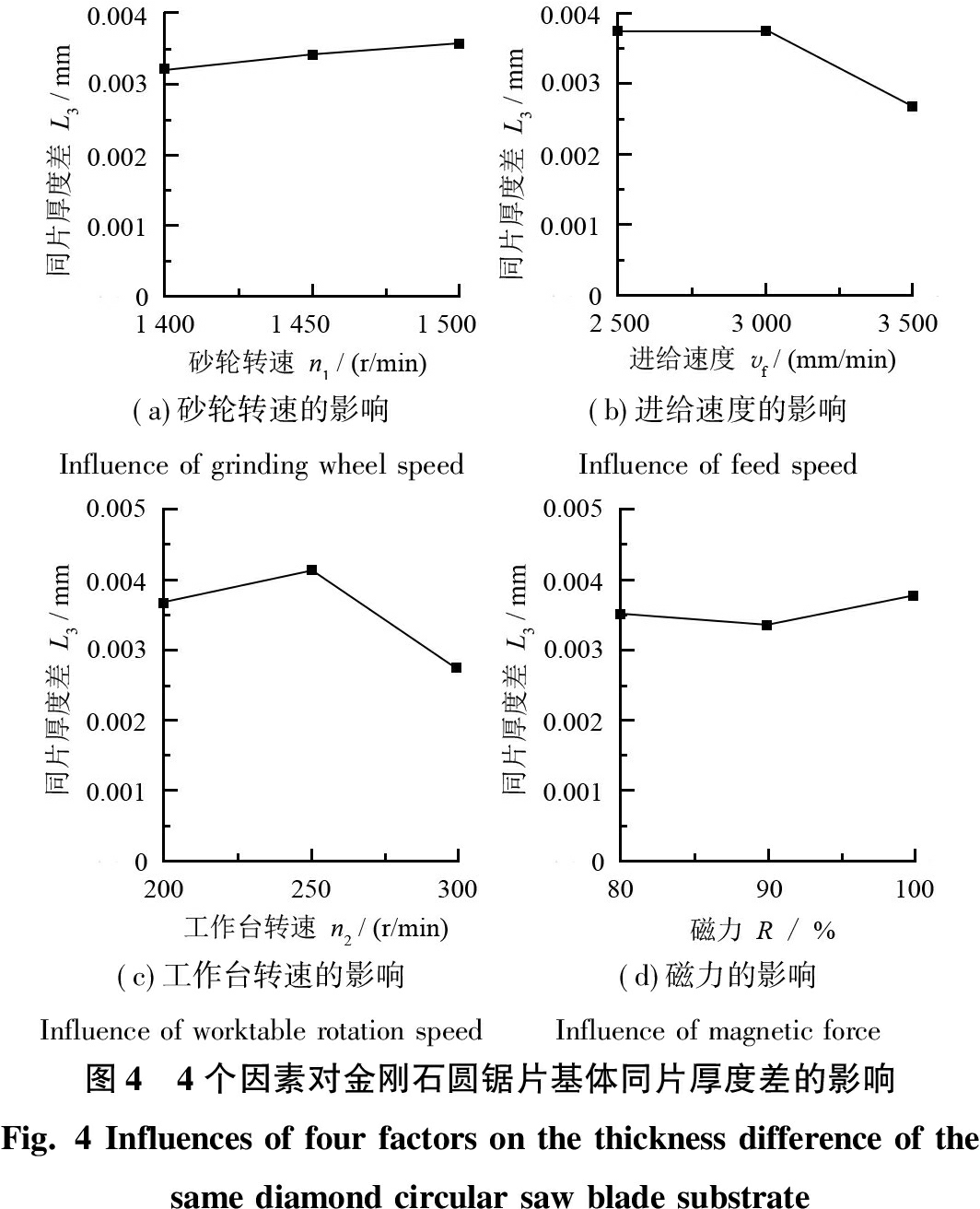
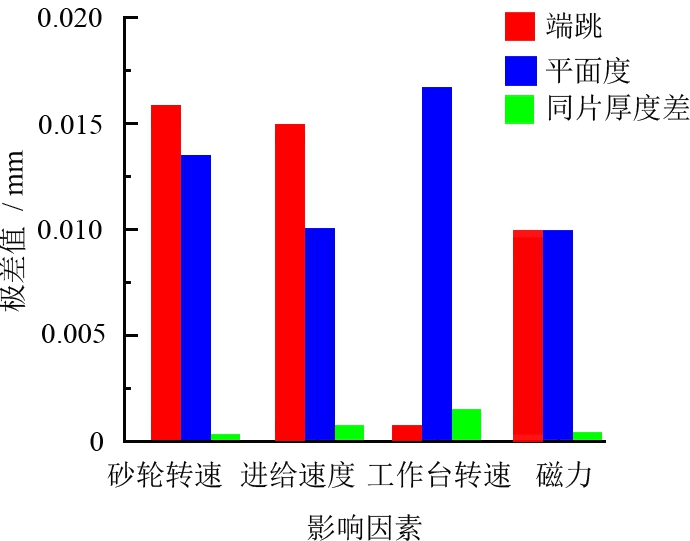
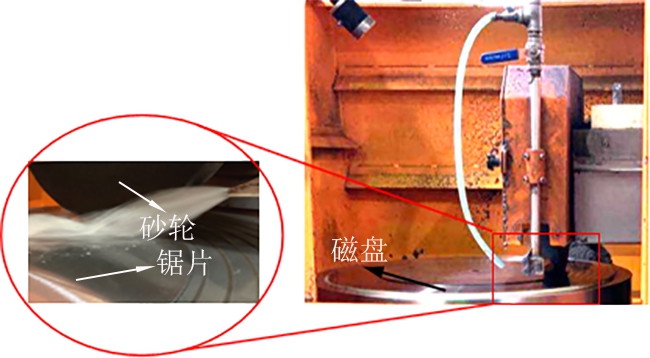
Aiming at the surface quality control of diamond thin circular saw blade substrate grinding, the orthogonal experiment of circular saw blade substrate grinding was carried out on the NC horizontal axis circular table surface grinder.The effects of grinding process parameters on the end jump, the flatness and the thickness difference of the same blade were studied.The results show that the rotation speed of the grinding wheel has the most significant effect on the end jump.Increasing the rotation speed of the grinding wheel is beneficial to reduce the end jump.The rotation speed of the worktable has the most significant effect on the flatness and the thickness difference of the same blade.Increasing the rotation speed of the worktable is beneficial to obtain a smooth and clean surface.The optimized grinding process parameter combination is that the grinding wheel speed is 1 500 r/min, the feed speed is 3 000 mm/min, the worktable speed is 250 r/min and the magnetic force is 90%.After grinding the matrix of diamond circular saw blade under this parameters, the end jump, the flatness and the thickness difference of the same blade after grinding are 0.08, 0.02 and 0.004 mm respectively, which are far less than 0.12, 0.08 and 0.020 mm specified in the standard, and there are no obvious grinding damage defects.






 Email Alerts
Email Alerts RSS
RSS DownLoad:
DownLoad: