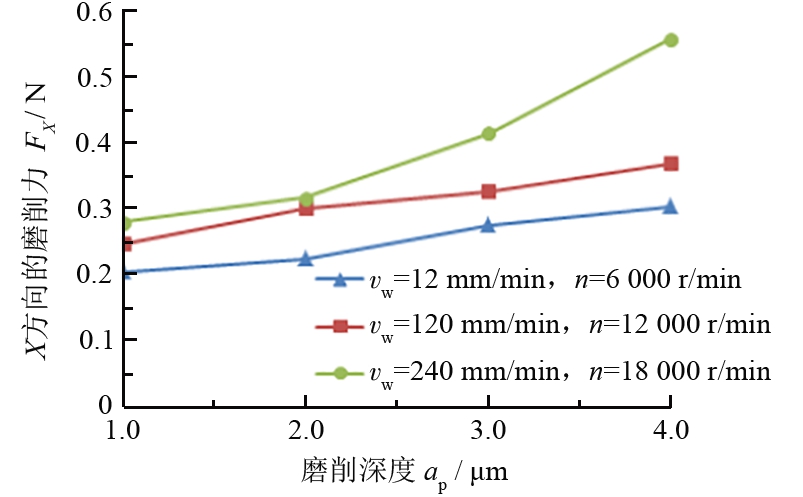
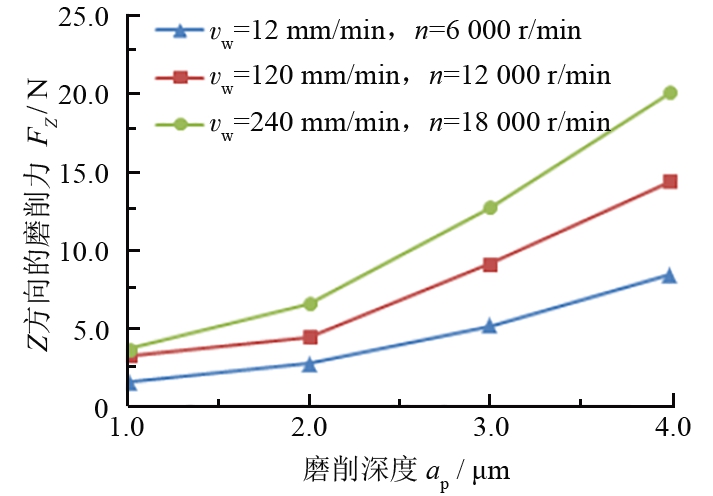
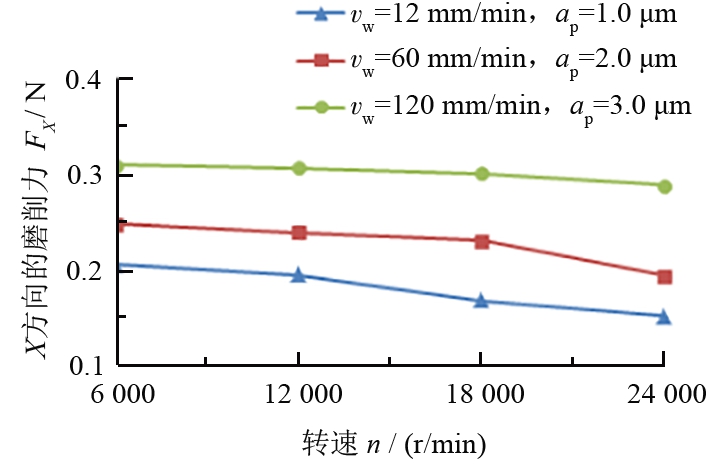
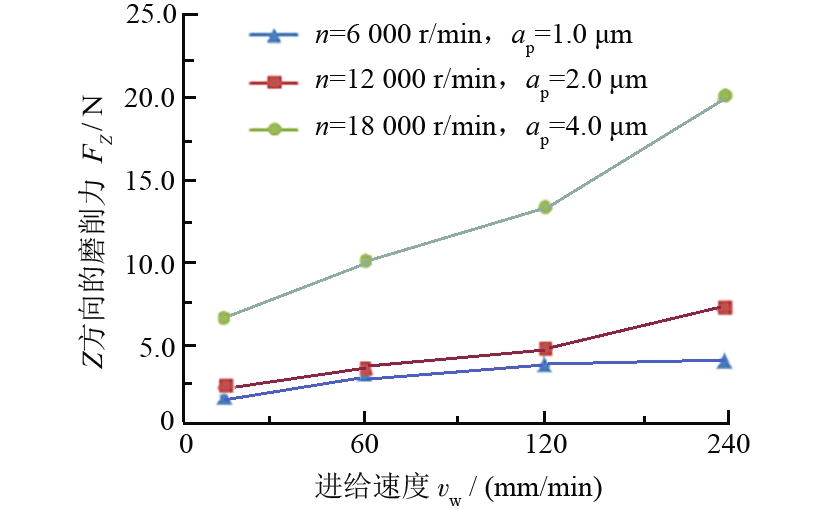
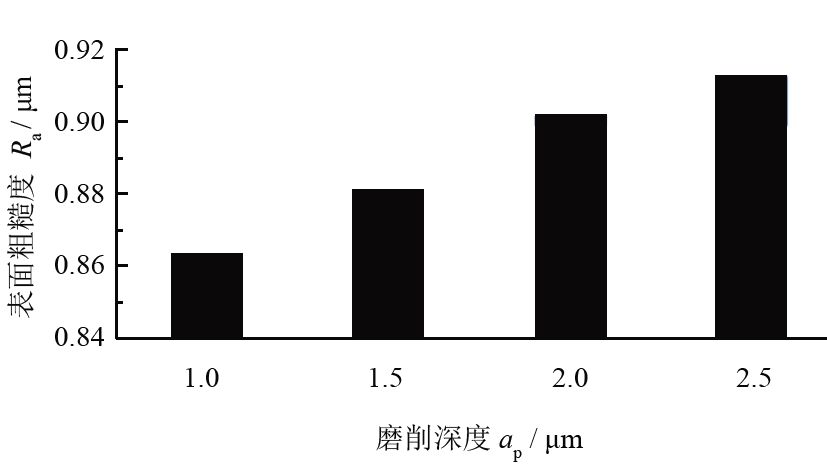
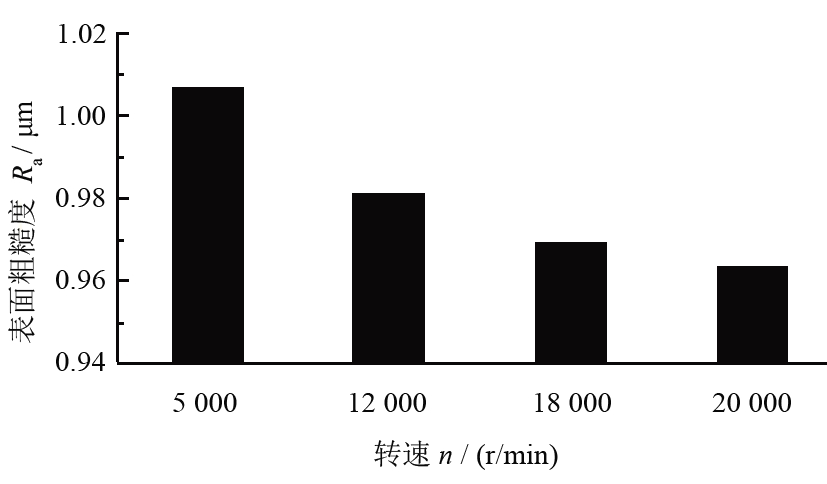
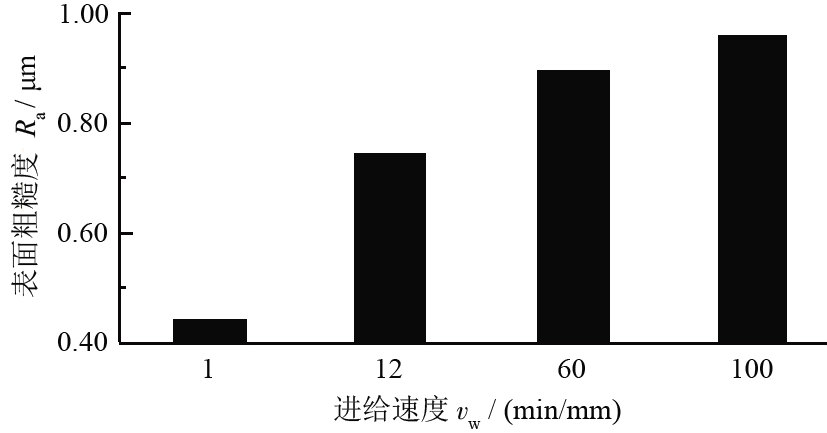
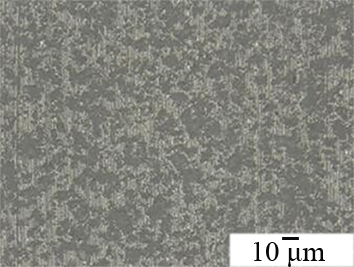
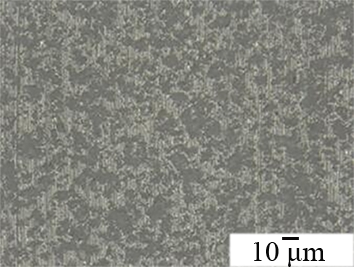
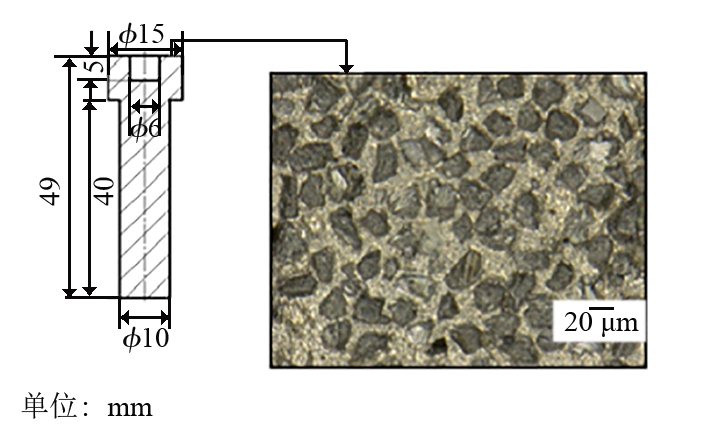
Under different grinding depths, wheel speeds and feed rates, the grinding force and surface roughness of the workpiece during grinding alumina ceramics with brazed micro powder diamond wheel were studied, and the processing parameters of low grinding force and low surface roughness of the workpiece were selected.The results show that the alumina ceramic is mainly removed by brittle fracture in the grinding process;with the increase of grinding depths and feed speeds, the forces in feed direction and grinding depth direction and the surface roughness of workpiece increase; with the increase of grinding wheel speeds, the forces in feed direction and cutting depth direction and the surface roughness of workpiece decrease.The process parameters of low grinding force and low surface roughness are obtained in this study.The low grinding force would be obtained with grinding depth 1.0 μm, feed speed 12 mm/min, and wheel speed 24 000 r/min.The low surface roughness after precision maching would be obtained with grinding depth 1.0 μm, feed speed 1 mm/min and wheel speed of 20 000 r/min.For low grinding force, the grinding forces in
X direction and
Z direction are 0.15 N and 0.72 N, respectively.After precision machining, the surface roughness of alumina ceramics can reach 0.438 μm.






 Email Alerts
Email Alerts RSS
RSS DownLoad:
DownLoad: