[OBJECTIVES] Diamond is the hardest known naturally occurring single crystal mineral in nature, and due to its high hardness and brittleness, it has become a typical difficult-to-process material. With the development of ultrasonic composite processing technology and the updating of diamond grinding technology, ultrasonic vibration-assisted grinding shows advantages such as high surface integrity and low damage for hard brittle materials. In order to improve the surface quality of natural diamonds, ultrasonic vibration was introduced to conduct composite grinding on natural diamonds.
[METHODS] Utilizing the composite action of abrasives on the surface of diamonds during ultrasonic-assisted grinding, as well as the characteristics of natural diamonds, a non-elastic collision theory model was established to calculate the amplitude of ultrasonic vibration. Due to the anisotropy of natural diamonds, two-dimensional planar unidirectional cutting was used to avoid its influence. Mathematical limit approach was employed to simulate and analyze circular motion as linear motion. Using surface roughness as an indicator, an orthogonal experiment was established to study the effects of ultrasonic amplitude, grinding speed, and abrasive particle size on the removal of natural diamond (100) crystal surface material, and to seek the optimal process parameters. To improve grinding efficiency, diamond micro-powder with a basic particle size greater than 1.0 μm was typically selected. Coarse-grained diamond grinding powder can improve grinding efficiency. Therefore, diamond micro-powder with particle size designations of M1/2 (basic particle size of 1.0~2.5 μm), M2/4 (basic particle size of 1.5~3.5 μm), and M3/6 (basic particle size of 2.5~5.0 μm) was selected. An L34 (9) orthogonal experiment was conducted on the easy grinding direction of the natural diamond (100) crystal surface at ultrasonic amplitudes of 3.0, 6.0, and 9.0 μm.
[RESULTS] The primary and secondary relationships affecting diamond surface roughness were ultrasonic amplitude (B) > abrasive particle size designation (D) > grinding disc speed (C). The optimal process parameter combination for achieving the lowest diamond surface roughness was identified as B2C2D3, with an ultrasonic amplitude of 6.0 μm, a grinding disc speed of 2,800 r/min, and an abrasive particle size designation of M3/6. Under the optimal process parameter combination, good surface quality could be achieved after 30 minutes of grinding: the surface roughness Ra of diamond after traditional grinding was 44.81 nm, whereas after ultrasonic-assisted grinding, the surface roughness Ra was 16.21 nm, representing a decrease of 63.83%. SEM inspection of the natural diamond surface revealed cracks and scratches after traditional mechanical grinding, whereas the surface quality of diamonds ground using the optimal process parameters was good, without defects such as cracks or fractures. It can be concluded that using the optimal grinding process parameters can significantly reduce the surface roughness of natural diamonds and improve their surface quality.
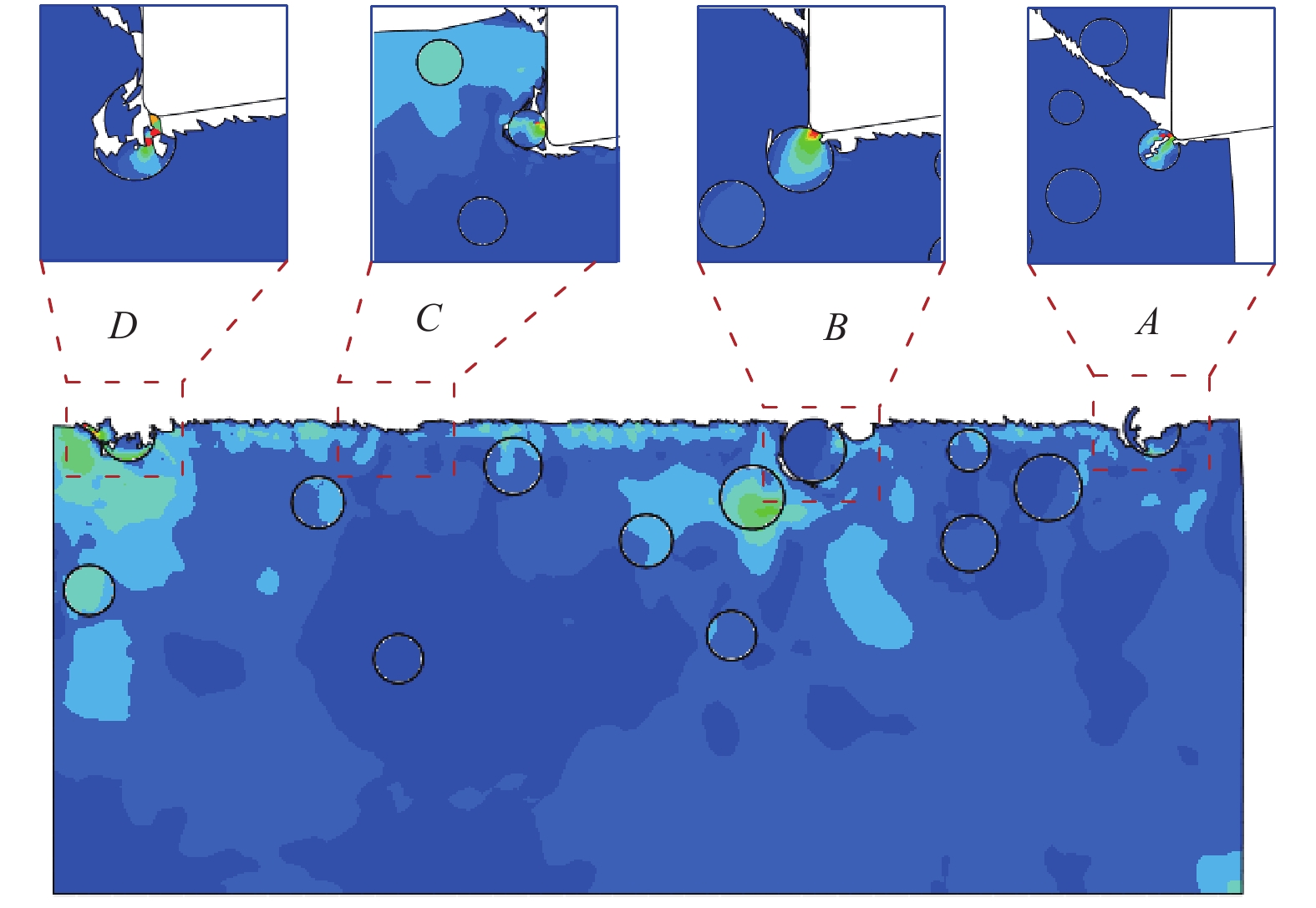
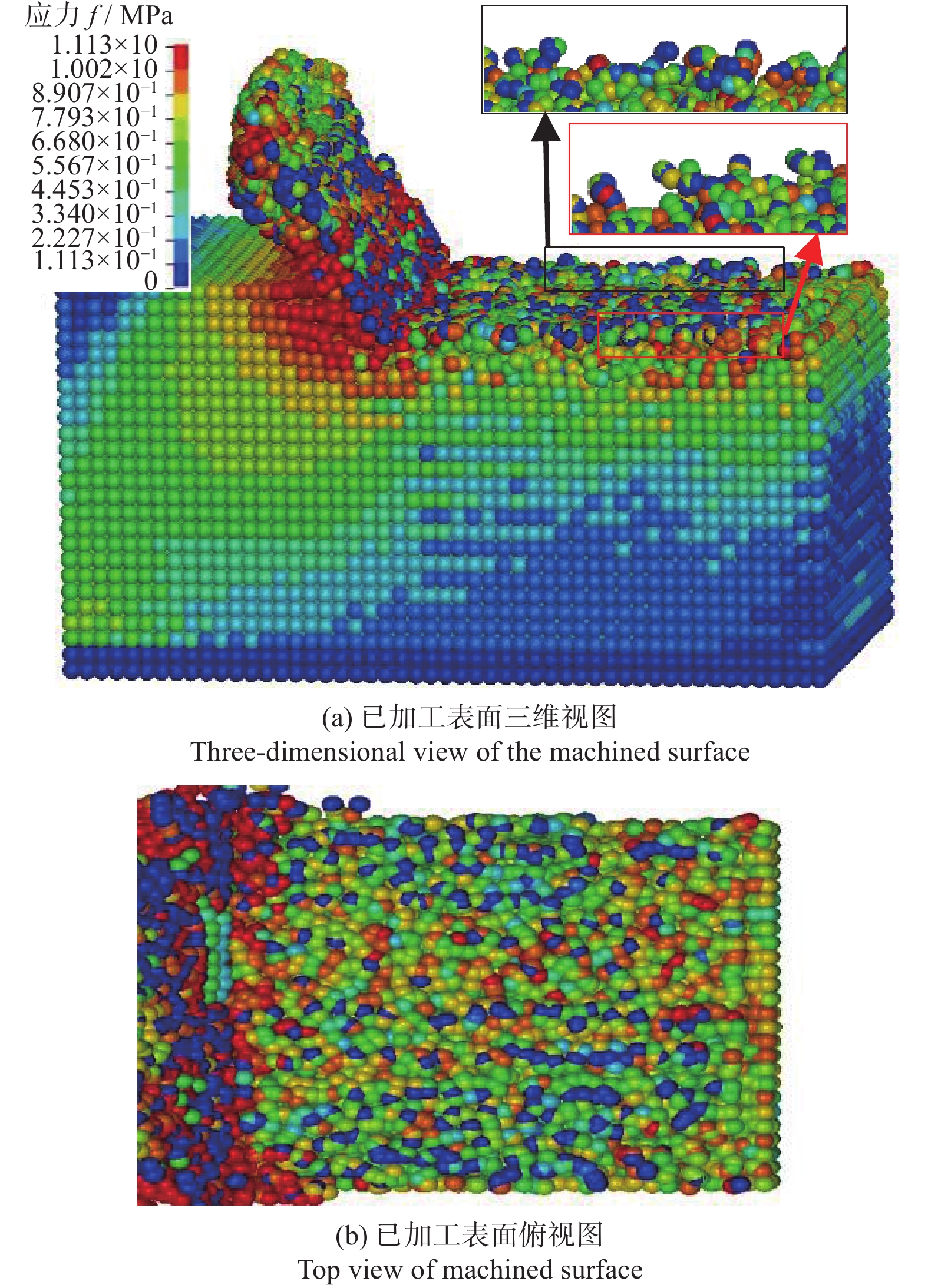
[CONCLUSION] Theoretical calculations revealed that the range of ultrasonic amplitude values for the easy grinding direction of natural diamond (110) crystal surfaces was 3.1~8.7 μm, and for the easy grinding direction of (100) crystal surfaces was 2.9~9.1 μm. Simulation and analysis of cutting on (100) crystal surfaces showed that the stress experienced by the workpiece and abrasive particles increased with increasing amplitude, while the temperature decreased, indicating that ultrasonic processing could effectively reduce cutting temperature and chip accumulation. Ultrasonic vibration grinding experiments showed that the overall surface quality of materials was superior to that of traditional mechanical grinding. Among the three elements of grinding, the degree of influence was in the order of ultrasonic amplitude > abrasive particle size designation > grinding disc speed. The optimal process parameter combination obtained through orthogonal experiments was an ultrasonic amplitude of 6.0 μm, a grinding disc speed of 2,800 r/min, and an abrasive particle size designation of M3/6. Under these optimal conditions, the surface roughness of ground diamonds was as low as 16.21 nm, representing a decrease of 63.83% compared to traditional mechanical grinding.
 Abstract
Abstract HTML
HTML PDF 3157KB
PDF 3157KB Cited By
Cited By

































































































































































 Email Alerts
Email Alerts RSS
RSS