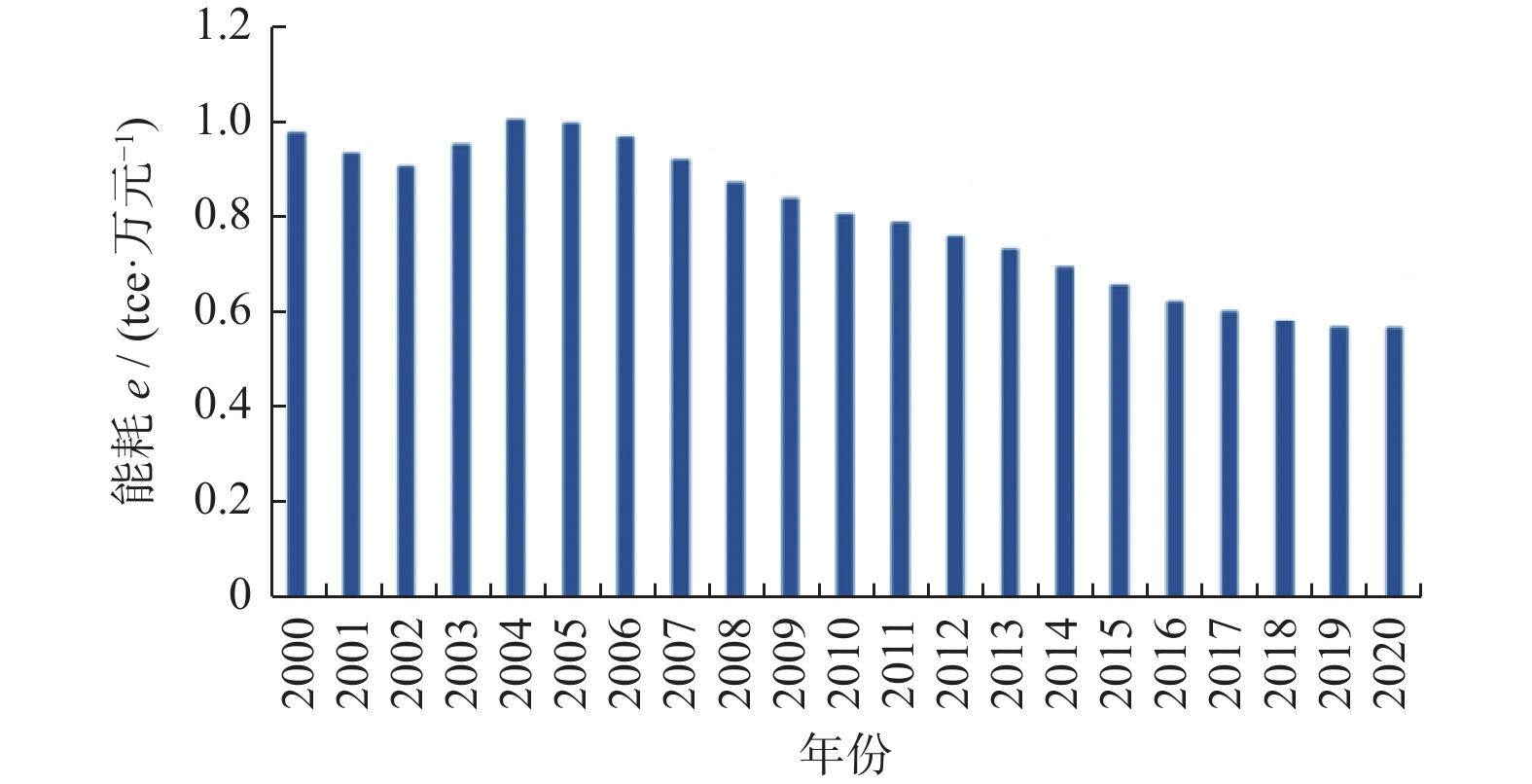
Under the background of the comprehensive implementation of the National Carbon Peak Carbon Neutralization Action, the superhard material industry energy consumption research was carried out. It aims to promote the superhard material industry to make new contributions to the green, low-carbon and high-quality development of the country. The energy consumption data of superhard material and product enterprises were summarized and analyzed, and the energy consumption of typical products in the inorganic non-metallic field was compared. The results show that from 2019 to 2021, the energy consumption per unit of gross industrial output value of superhard materials is 0.11, 0.10, and 0.08 tce/10 000¥; and that the energy consumption per unit of gross industrial output value of superhard materials products is 0.08, 0.07 and 0.05 tce/10 000¥ respectively. The reduction rate of energy consumption in superhard materials industry is far greater than the reduction percentage of national GDP energy consumption index. Compared with the typical products in the inorganic non-metallic field such as cement, ceramics and ordinary abrasives, the energy consumption in the superhard material industry is at a lower level. Finally, the paper makes suggestions on superhard industry policies and enterprise carbon reduction.

 Abstract
Abstract HTML
HTML PDF 3019KB
PDF 3019KB Cited By
Cited By




























































 Email Alerts
Email Alerts RSS
RSS