Abstract:
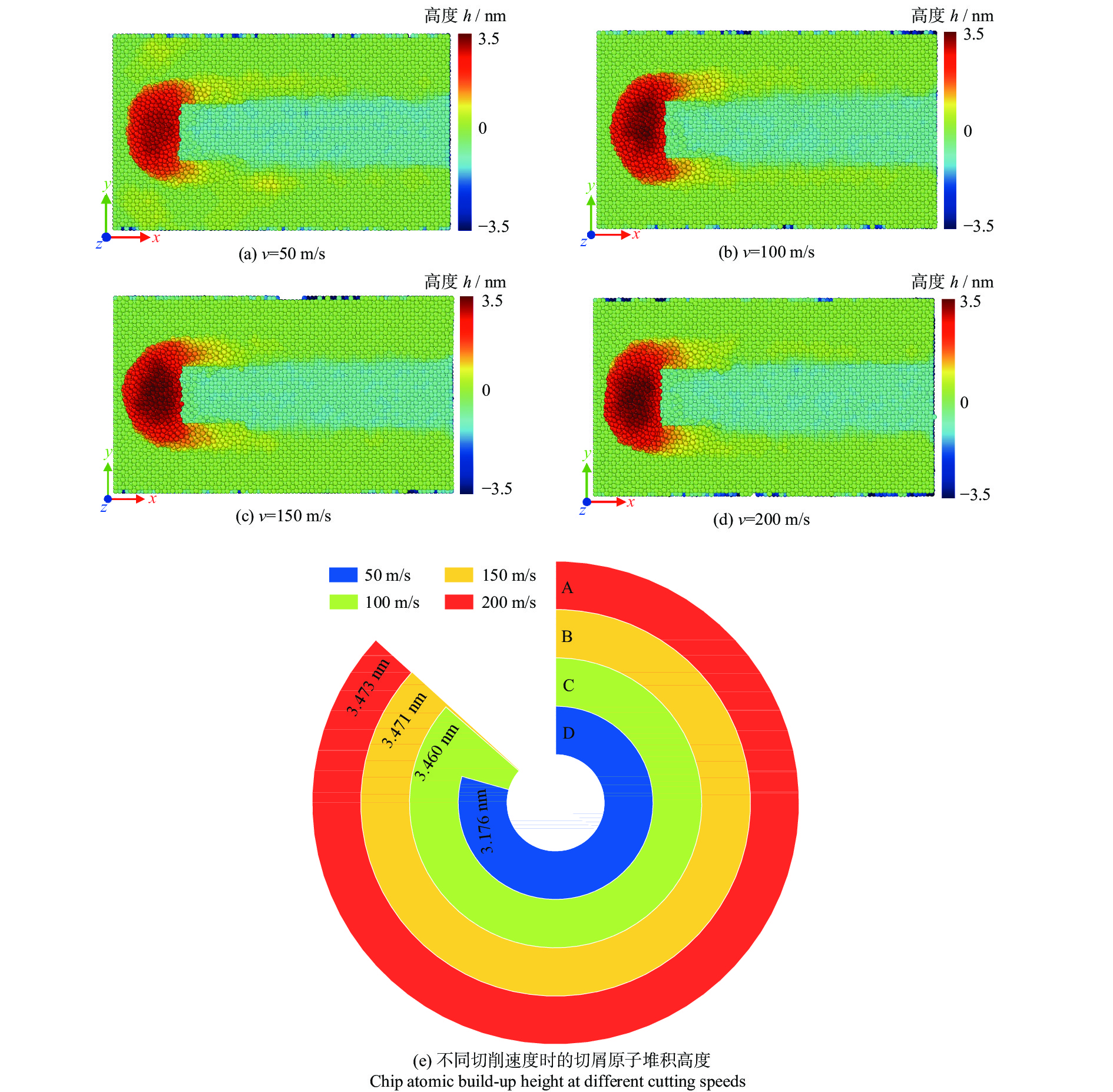
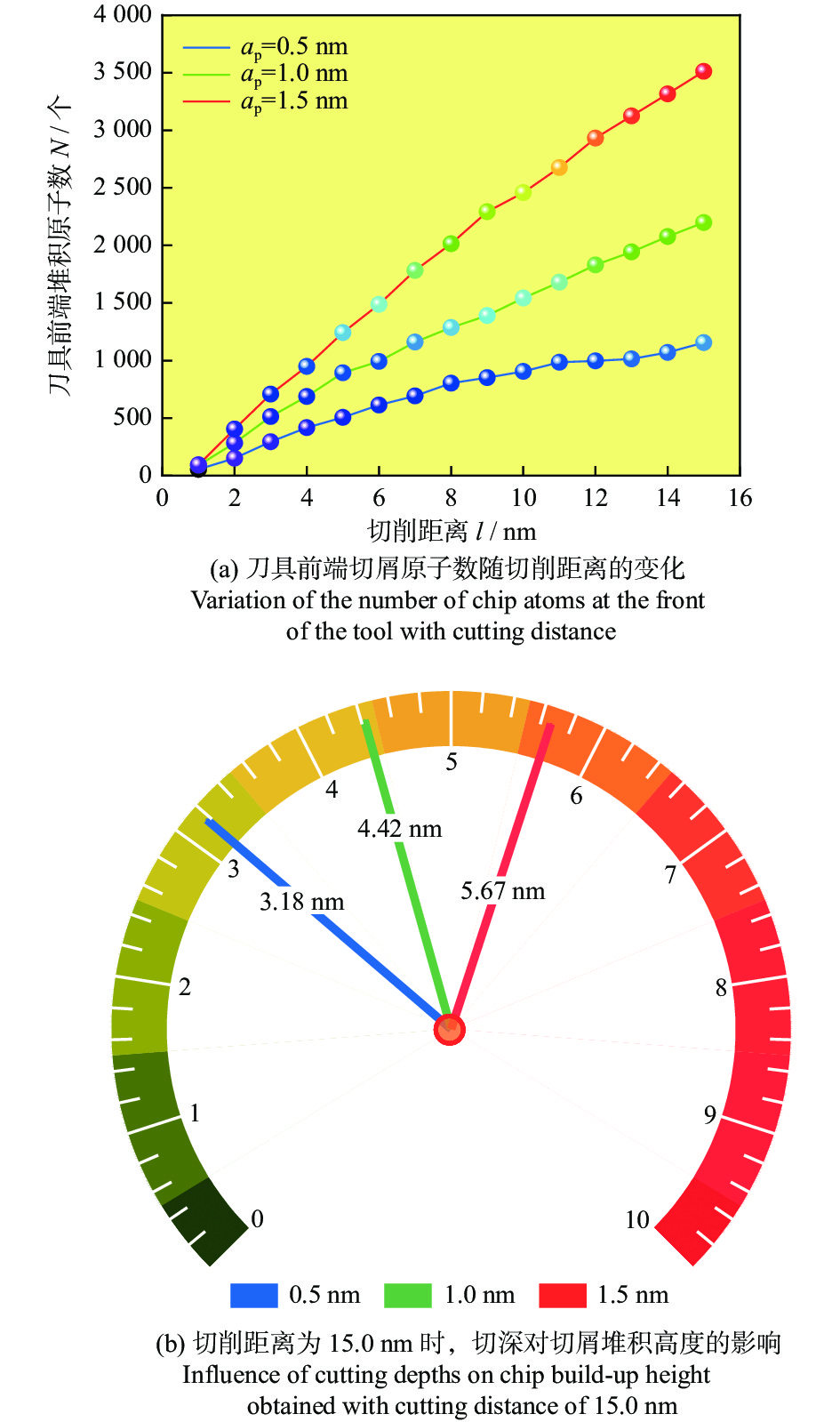
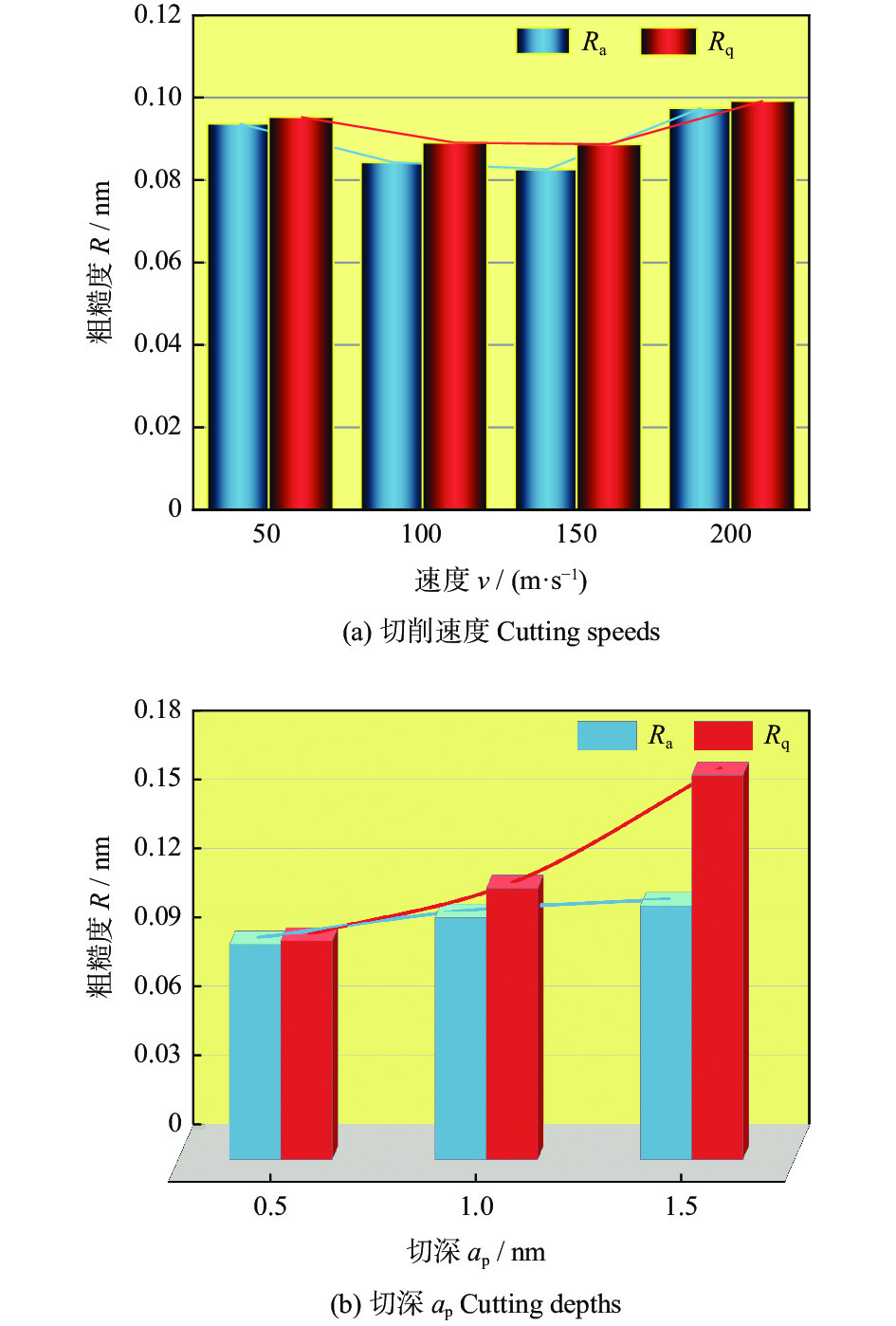
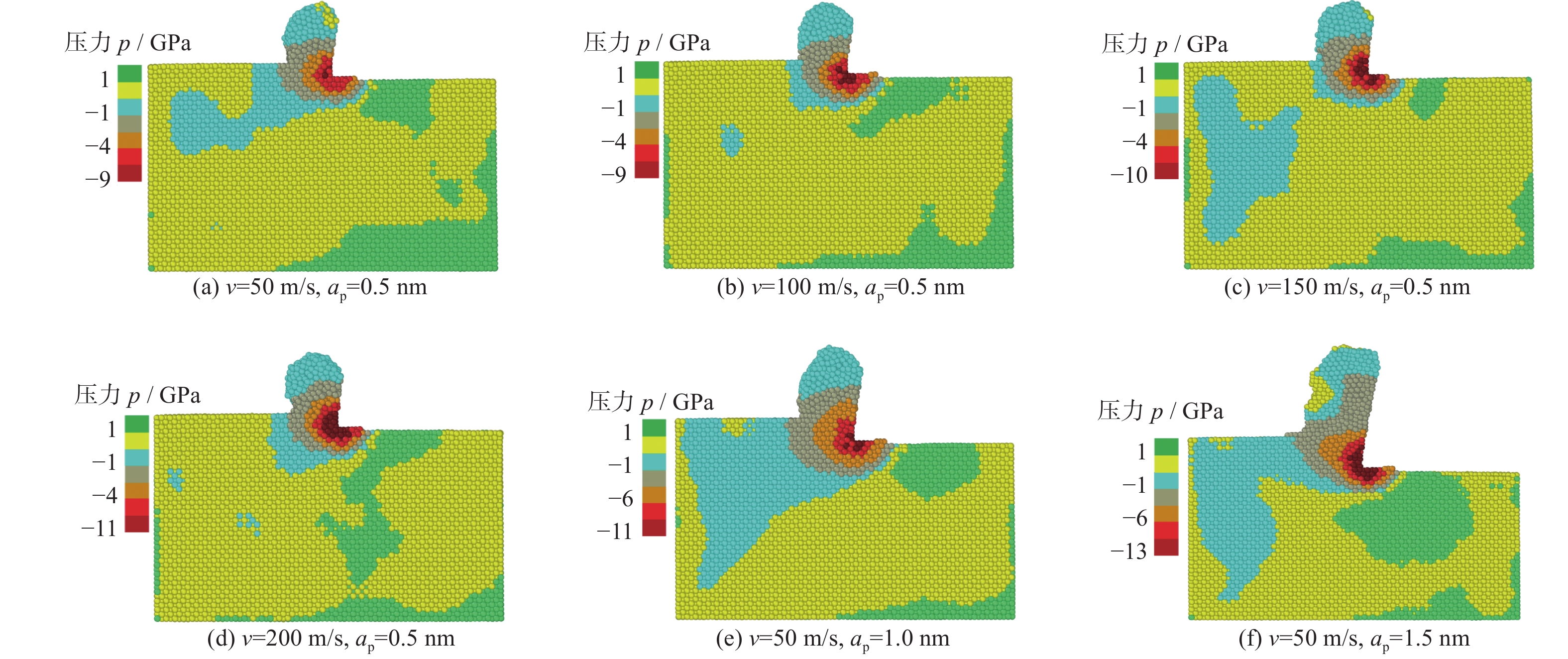
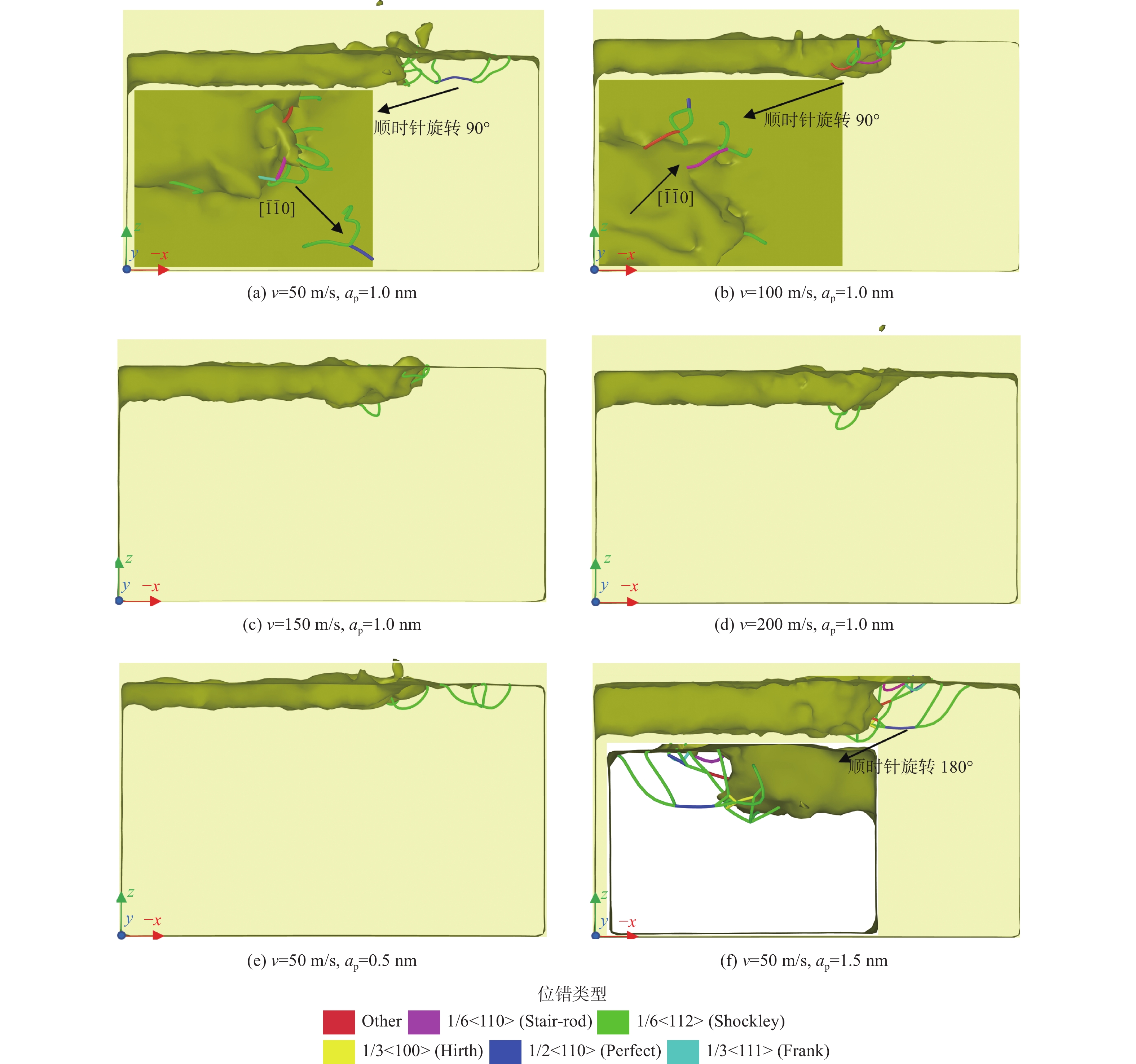
To study the influence mechanism of machining process parameters on surface quality and subsurface damage of nano-cutting single crystal γ-TiAl alloy, molecular dynamics(MD) was used as the basic theory. Using a non-rigid diamond tool, a three-dimensional nano-cutting model was established, and the influence of different cutting speeds and depths of cut on the surface and subsurface structure were analyzed in detail by studying chip volume, surface roughness, workpiece hydrostatic pressure distribution, dislocation density, dislocation evolution, and phase transitions atomic number. The results showed that with the increase of cutting speed, the chip volume increases, the machining efficiency improves and there is a critical value of the cutting speed of 100 m/s, the surface roughness first decreases and then increases and there is also a critical value of the cutting speed of 100 m/s, the complexity of dislocations reduces, the density of dislocations decreases, and the degree of plastic deformation increases. However, with the increase of cutting depth, the chip volume increases, the machining efficiency improves, the surface roughness, the density of dislocations and the degree of plastic deformation increase significantly, and it was found that the dislocations were mainly distributed in front of and below the tool during cutting process, and there were V-shaped dislocations and stair rod dislocations in the direction of 45o in front of the tool, as well as dislocations reacting with each other, and stable defects such as vacancies and atomic clusters remained after the cutting process.

 Abstract
Abstract HTML
HTML PDF 10236KB
PDF 10236KB Cited By
Cited By
























 Email Alerts
Email Alerts RSS
RSS