

Study on the machining performance of electric antirust grinding
-
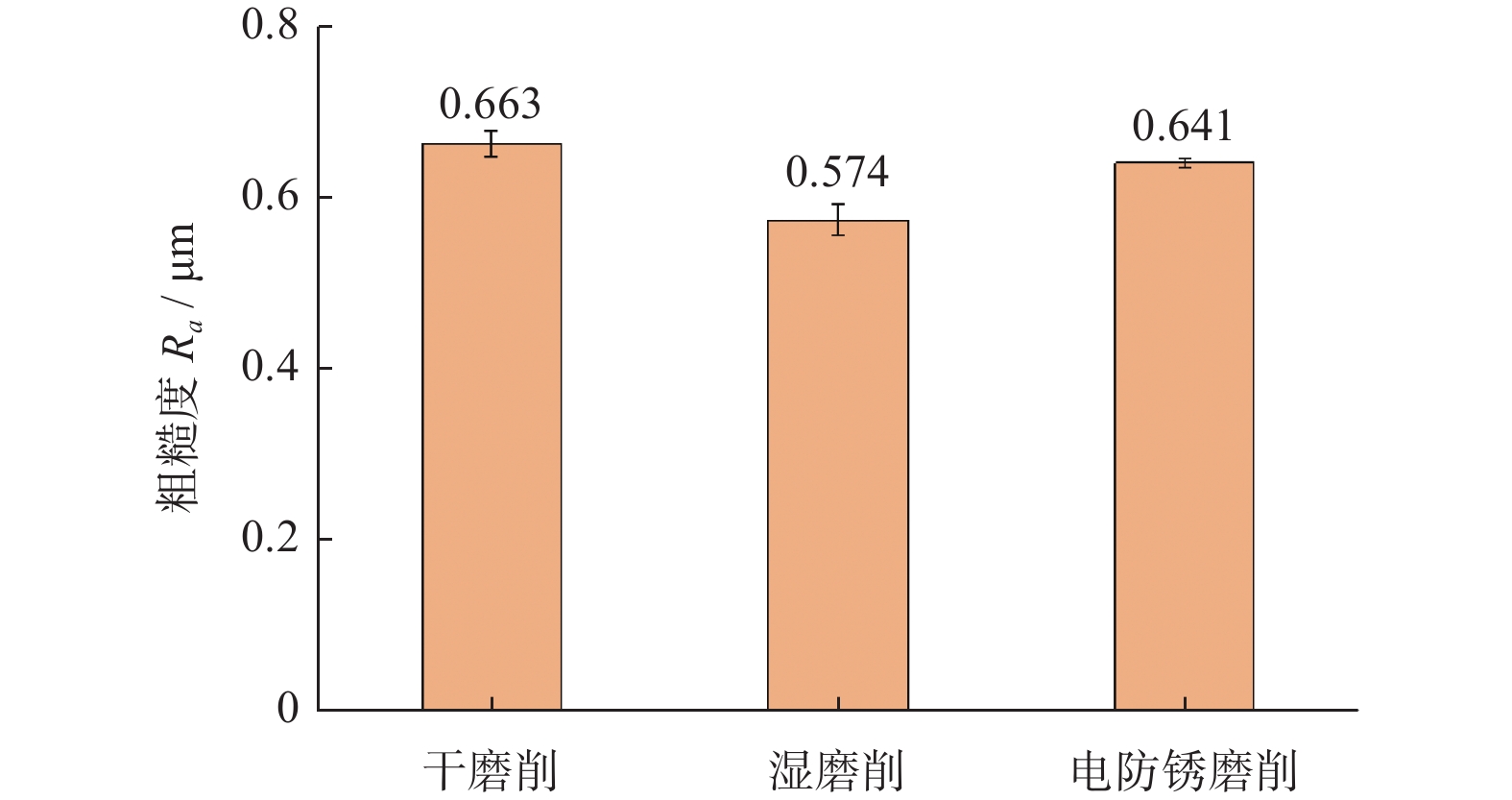
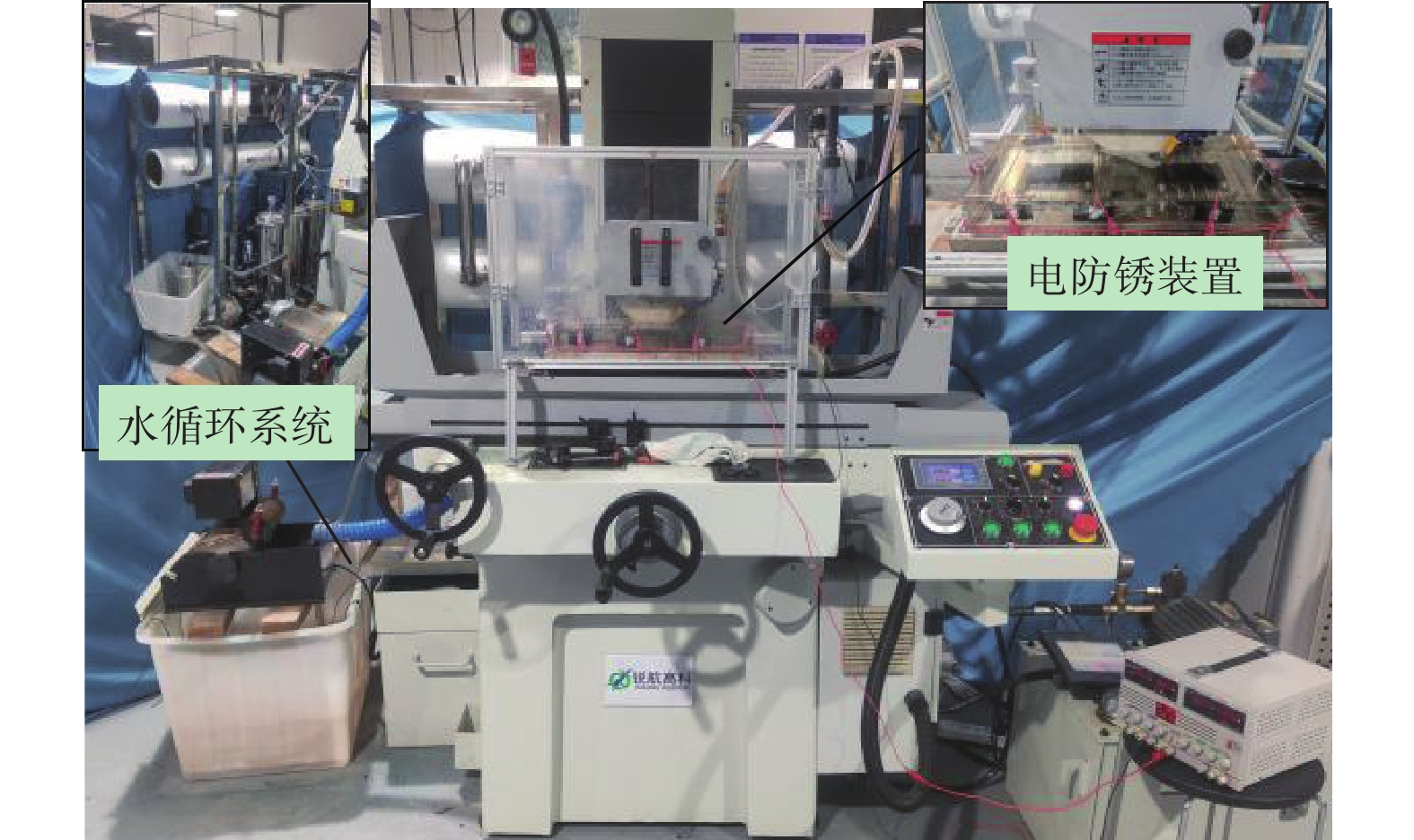
摘要: 针对传统磨削加工在磨削液使用方面带来的污染环境、危害人体健康和增加生产加工成本等问题,提出采用自来水代替传统磨削液的电防锈磨削加工方法,利用自主研制的电防锈磨削系统对其开展加工性能研究,对比分析了电防锈磨削与干磨削、湿磨削在磨削力、磨削力比、比磨削能、磨削温度和加工表面粗糙度上的差异。结果表明:电防锈磨削在各项指标上与干磨削的平均差异约为19.2%,与湿磨削的平均差异约为7.7%,其加工性能远高于干磨削,并接近于湿磨削。因此,电防锈磨削加工方法具有一定的可应用性。Abstract: In view of the issues of environmental pollution, harm to human health, and increase in production and processing costs caused by the use of grinding fluid in traditional grinding, this paper proposes an electric antirust grinding method that utilizes tap water instead of traditional grinding fluid, The self-made electric antirust grinding system is employed to carry out research on processing performance. The differences in grinding force, grinding force ratio, grinding specific energy, grinding temperature and surface roughness between electric antirust grinding, dry grinding, and wet grinding are compared and analyzed. The results show that the average difference between electric antirust grinding and dry grinding is about 19.2%, and the average difference between electric antirust grinding and wet grinding is about 7.7%. Its processing performance surpasses dry grinding and is close to the level of wet grinding. Therefore, the electric antirust grinding method demonstrates a certain level of applicability.
-
Key words:
- green grinding /
- electric antirust /
- tap water /
- grinding force /
- grinding temperature /
- roughness
-
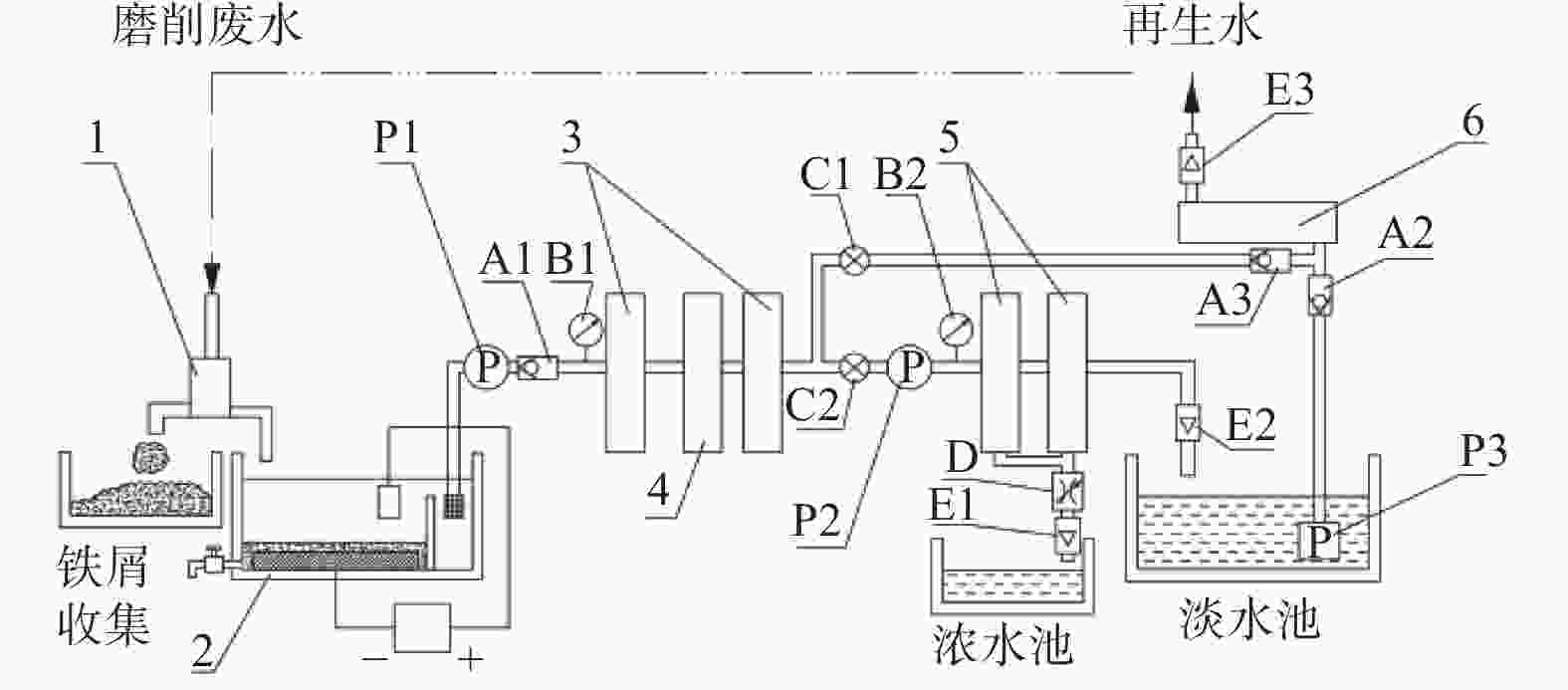
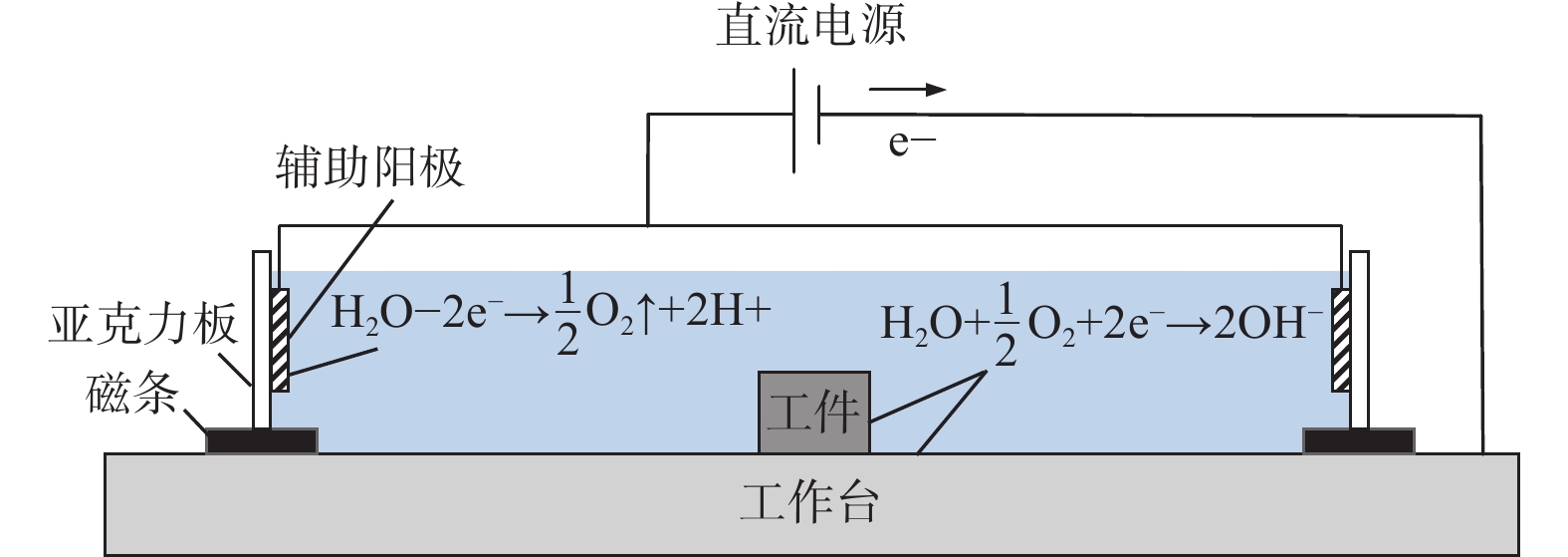
图 3 水循环系统工作原理
(1. 磁性分离器;2. 沉淀池;3. PP棉过滤器;4. 活性炭过滤器;5. 反渗透过滤器;6. 紫外线杀菌器;P1-P3 水泵;A1-A3 单向阀;B1-B2 压力表;C1~C2 电磁阀;D 节流阀;E1-E3 流量计)
Figure 3. Working principle diagram of water circulation system

图 9 不同磨削加工方式下的比磨削能
Figure 9. Specific grinding energy under different grinding methods
表 1 磨削加工参数
Table 1. Grinding parameters
加工参数 数值 砂轮线速度vs /(m·s−1) 26.8 工件进给速度vw /(m·min−1) 5 单行程磨削宽度b / mm 7 磨削深度ap / μm 5  下载: 导出CSV
下载: 导出CSV
表 2 砂轮修整参数
Table 2. Grinding wheel dressing parameters
修整参数 数值 砂轮线速度 /(m·s−1) 26.8 修整进给速度 /(m·min−1) 1 修整深度 / μm 10 修整次数(单行程) 5 光修次数(单行程) 1
下载: 导出CSV
-
[1] WANG Z X, ZHANG T Q, YU T B, et al. Assessment and optimization of grinding process on AISI 1045 steel in terms of green manufacturing using orthogonal experimental design and grey relational analysis [J]. Journal of Cleaner Production,2020,253(C):119896. [2] 孙永杰, 朱涛, 蔡明, 等. 镍基单晶高温合金磨削润滑方式对表面完整性的影响 [J]. 金刚石与磨料磨具工程,2022,42(2):201-207.SUN Yongjie, ZHU Tao, CAI Ming, et al. Influence of grinding lubrication methods on surface integrity of nickel-based single crystal superalloy [J]. Diamond & Abrasives Engineering,2022,42(2):201-207. [3] WU Xifeng, LI Changhe, ZHOU Zongming, et al. Circulating purification of cutting fluid: an overview [J]. The International Journal of Advanced Manufacturing Technology,2021,117(9/10):31-36. [4] MANU D, SHARMA V S, SINGH D J, et al. Environment-friendly technological advancements to enhance the sustainability in surface grinding- A review [J]. Journal of Cleaner Production,2018,197:218-231. doi: 10.1016/j.jclepro.2018.05.280 [5] 贾东洲, 李长河, 张彦彬, 等. 磨削加工冷却润滑现状及展望 [J]. 机械工程与自动化,2017(3):201-202,205.JIA Dongzhou, LI Changhe, ZHANG Yanbin, et al. Overview and prospect of cooling lubrication in grinding [J]. Mechanical Engineering & Automation,2017(3):201-202,205. [6] 蔡中伟, 孙玉利, 徐朋冲, 等. 绿色磨削加工技术研究进展 [J]. 机械制造与自动化,2022,51(6):1-5.CAI Zhongwei, SUN Yuli, XU Pengchong, et al. Research progress of green grinding technology [J]. Machine Building & Automation,2022,51(6):1-5. [7] 袁松梅, 韩文亮, 朱光远, 等. 绿色切削微量润滑增效技术研究进展 [J]. 机械工程学报,2019,55(5):175-185. doi: 10.3901/JME.2019.05.175YUAN Songmei, HAN Wenliang, ZHU Guangyuan, et al. Recent progress on the efficiency increasing methods of minimum quantity lubrication technology in green cutting [J]. Journal of Mechanical Engineering,2019,55(5):175-185. doi: 10.3901/JME.2019.05.175 [8] TSUKAMOTO S, NISHIKAWA N, OKAMOTO K, et al. Development of the electricity rust preventive machining method in surface grinding [J]. Key Engineering Materials,2004(257/258):483-488. doi: 10.4028/www.scientific.net/KEM.257-258.483 [9] 西川尚宏, 佐藤佳則, 工藤圭太, 等. 電気防錆加工法の開発研究―各地の水による防錆への影響― [J]. 砥粒加工学会誌,2011,55(11):656-661.NISHIKAWA N, SATO Y, KUDO K, et al. Development of electric rust preventive machining method -Evaluation of influence on rust prevention with water of different regions- [J]. Journal of the Japan Society for Abrasive Technology,2011,55(11):656-661. [10] 西川尚宏, 佐藤佳則, 加藤将, 等. 電気防錆機械加工法の開発 工作物および加工機筐体の防錆 [J]. 砥粒加工学会誌,2011,55(3):167-172.NISHIKAWA N, SATO Y, KATO T, et al. Development of electric rust preventive machining method Rust prevention of workpiece and machine body [J]. Journal of the Japan Society for Abrasive Technology,2011,55(3):167-172. [11] 西川尚宏, 佐藤佳則, 加藤将, 等. 電気防錆機械加工法の開発—研削盤上での補助電極による最適防錆電流と電気特性の検証— [J]. 砥粒加工学会誌,2011,55(5):290-297.NISHIKAWA N, SATO Y, KATO T, et al. Development of electric rust preventive machining method -Verification of the optimized rust prevention current and electrical characteristic with supporting electrode in grinding- [J]. Journal of the Japan Society for Abrasive Technology,2011,55(5):290-297. [12] NISHIKAWA N, SATO Y, KUDO K, et al. Development of electric rust preventive machining method - correspond to difference of water in world: use of deionized refined water [J]. Advanced Materials Research,2012,497:365-372. doi: 10.4028/www.scientific.net/AMR.497.365 -




 点击查看大图
点击查看大图
计量
- 文章访问数: 209
- HTML全文浏览量: 88
- PDF下载量: 23
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
