CN 41-1243/TG
ISSN 1006-852X
EN
高级检索+
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
所有
标题
作者
关键词
摘要
Doi
栏目
作者地址
基金
中图分类号
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
留言板
尊敬的读者、作者、审稿人, 关于本刊的投稿、审稿、编辑和出版的任何问题, 您可以本页添加留言。我们将尽快给您答复。谢谢您的支持!
姓名
邮箱
手机号码
标题
留言内容
验证码
2022年 第42卷 第3期
上一期
|
下一期
选择全部
显示方式:
脆性材料磨粒加工的纳米尺度去除机理
黄水泉
,
高尚
,
黄传真
,
黄含
2022, 42(3): 257-267.
doi:
10.13394/j.cnki.jgszz.2021.3009
摘要
(
3343
)
HTML
(
951
)
PDF 4303KB
(
538
)
施引文献
(
)
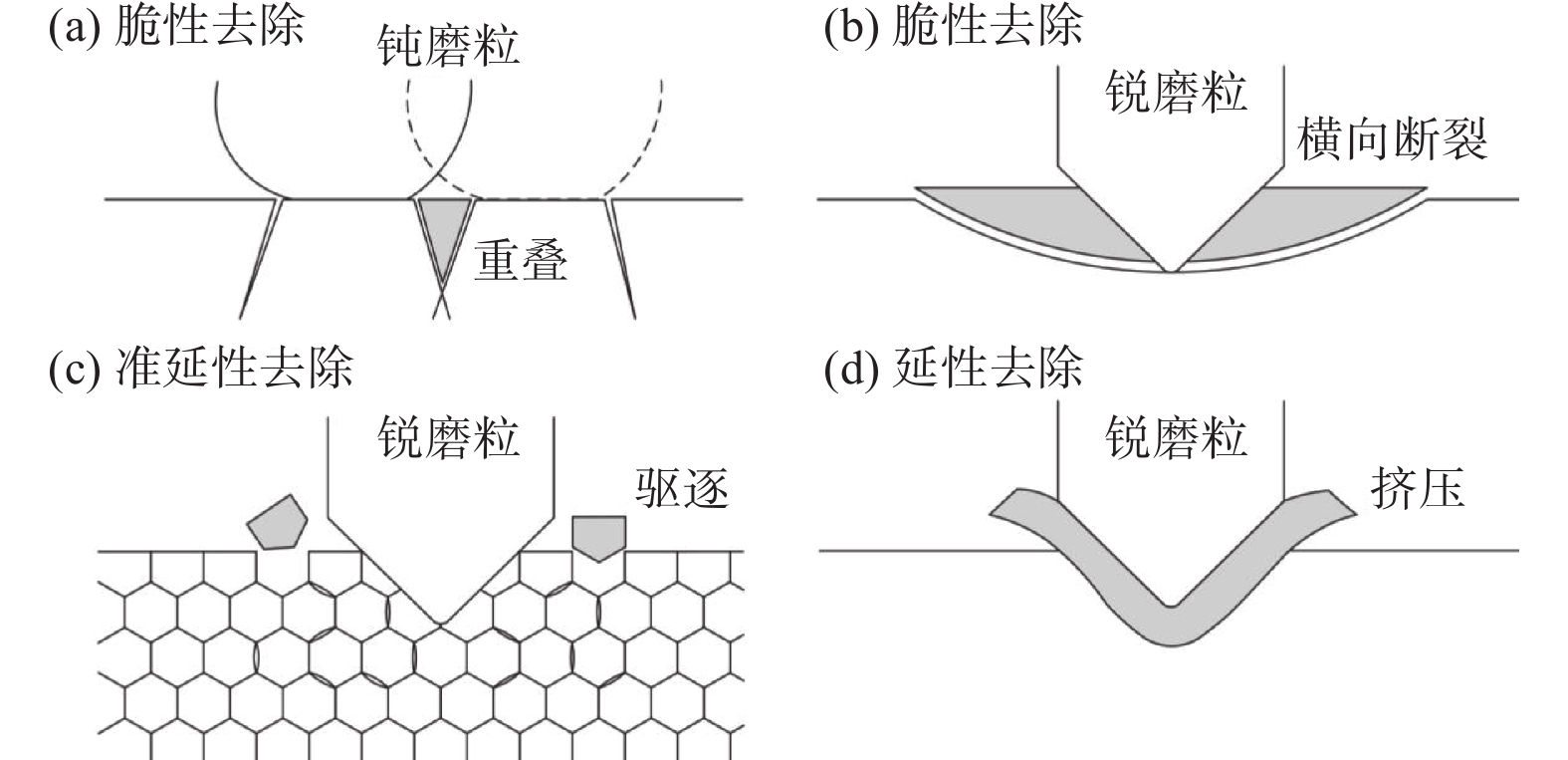
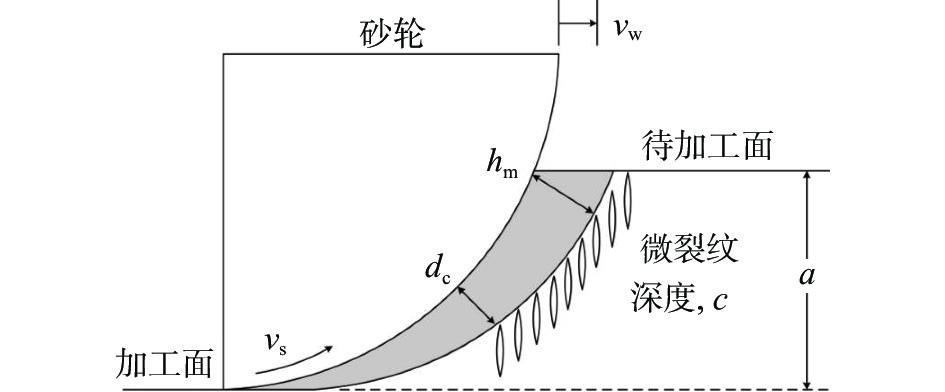
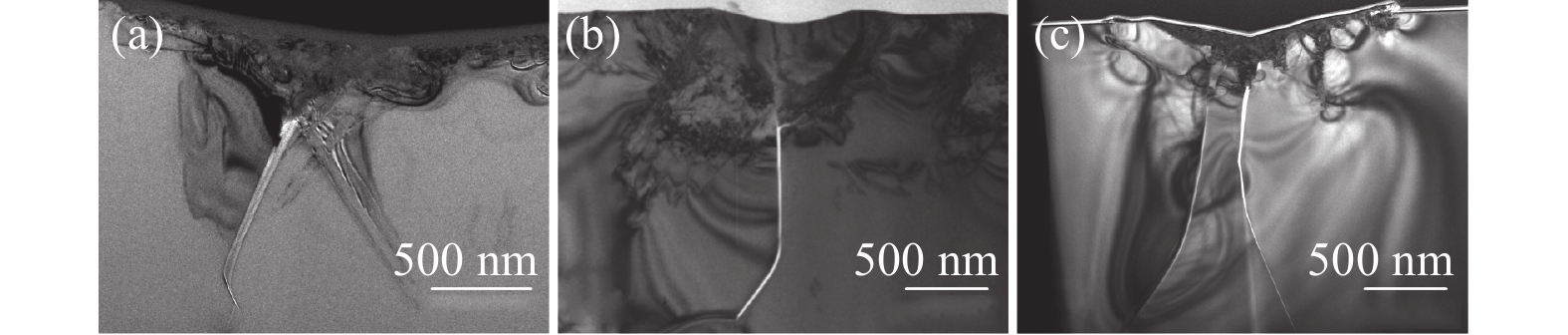
摘要:
以共价键或离子键结合的脆性单晶、多晶和光学玻璃是能源、通信、交通和医疗领域新兴微电子和光电器件的核心材料。为满足高性能器件的制造需求,脆性材料通常需要经过磨削、研磨、抛光等超精密磨粒加工,获得具有原子级光滑的表面、近无损伤的亚表面和微米甚至纳米级的加工精度。优化磨粒加工工艺不仅可以有效地提高加工效率,降低制造成本,还能够延长脆性材料元器件的服役寿命,但开发高效率、低损伤超精密磨粒加工技术需深入理解脆性材料纳米尺度的去除机理。本文基于划擦力学原理,揭示脆性材料纳米尺度磨粒加工去除的本质,阐明磨粒加工过程中脆性材料脆性–塑性转变去除的基本原理,概述单磨粒纳米划擦脆性材料的形变和去除机制,以及磨粒加工过程中脆性材料的去除机理及材料微观结构对其局部变形及后续去除的影响规律,提出实现脆性材料高效延性加工的控制策略,有助于推动脆性材料超精密磨粒加工技术的进一步发展。
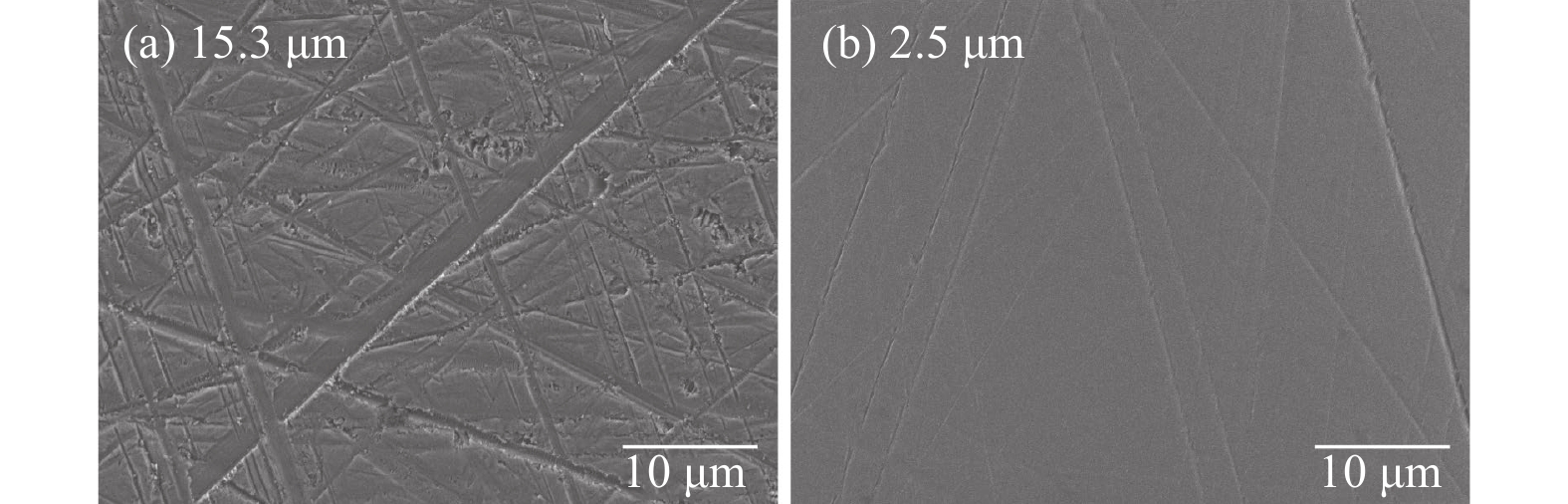
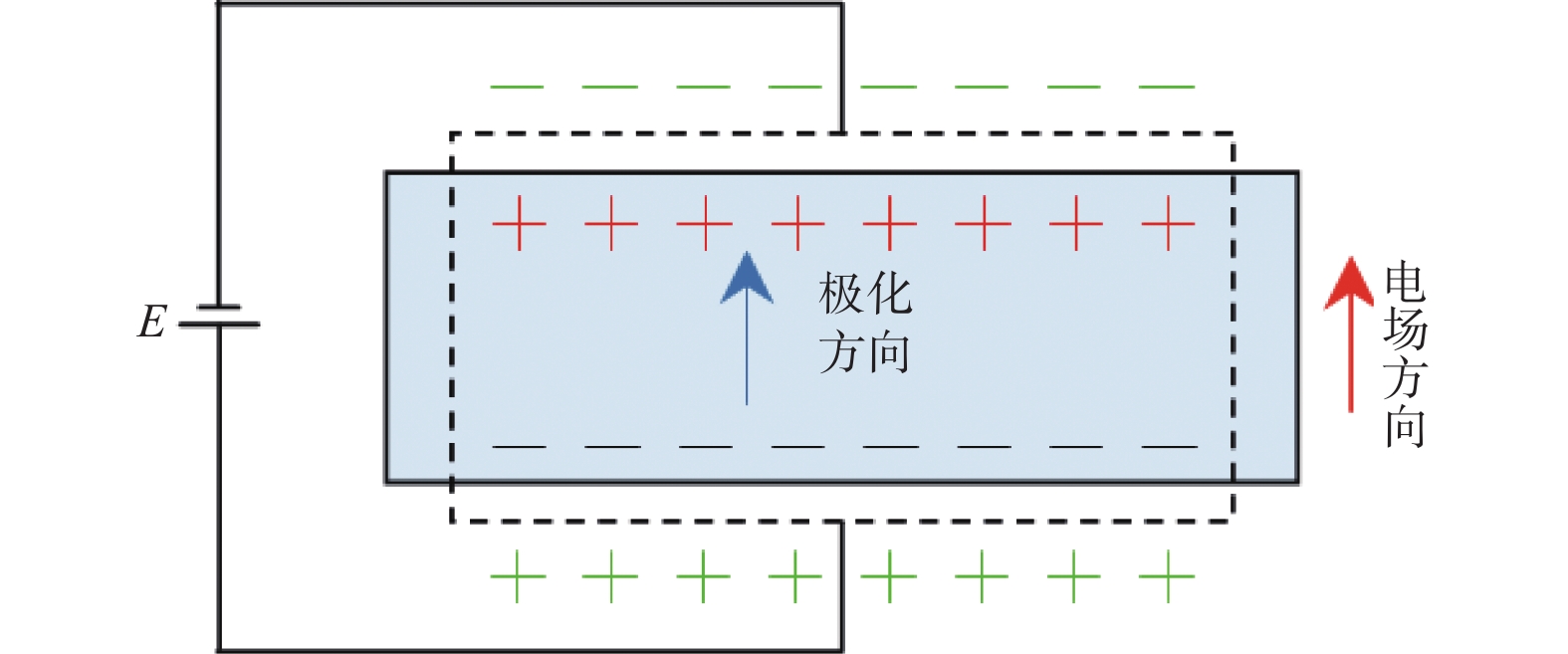
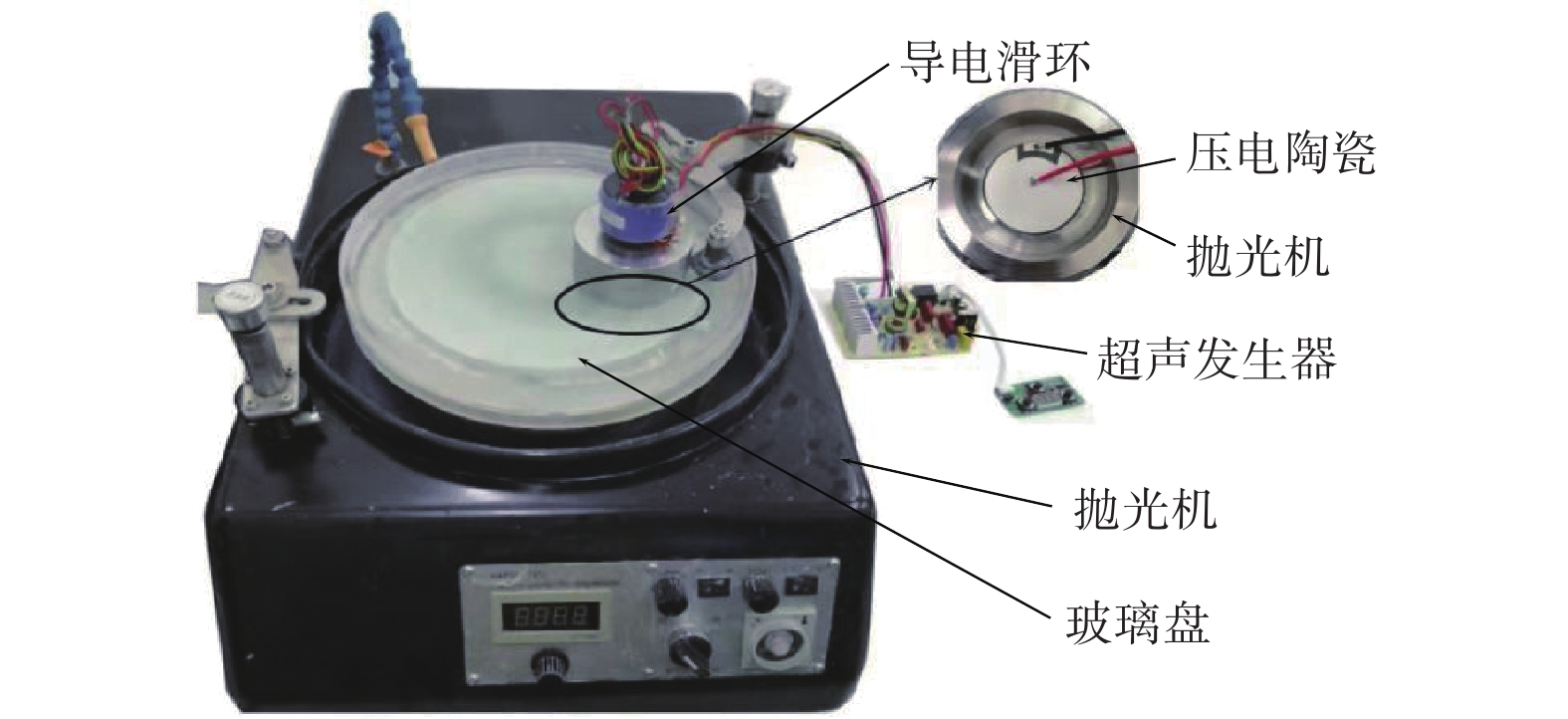
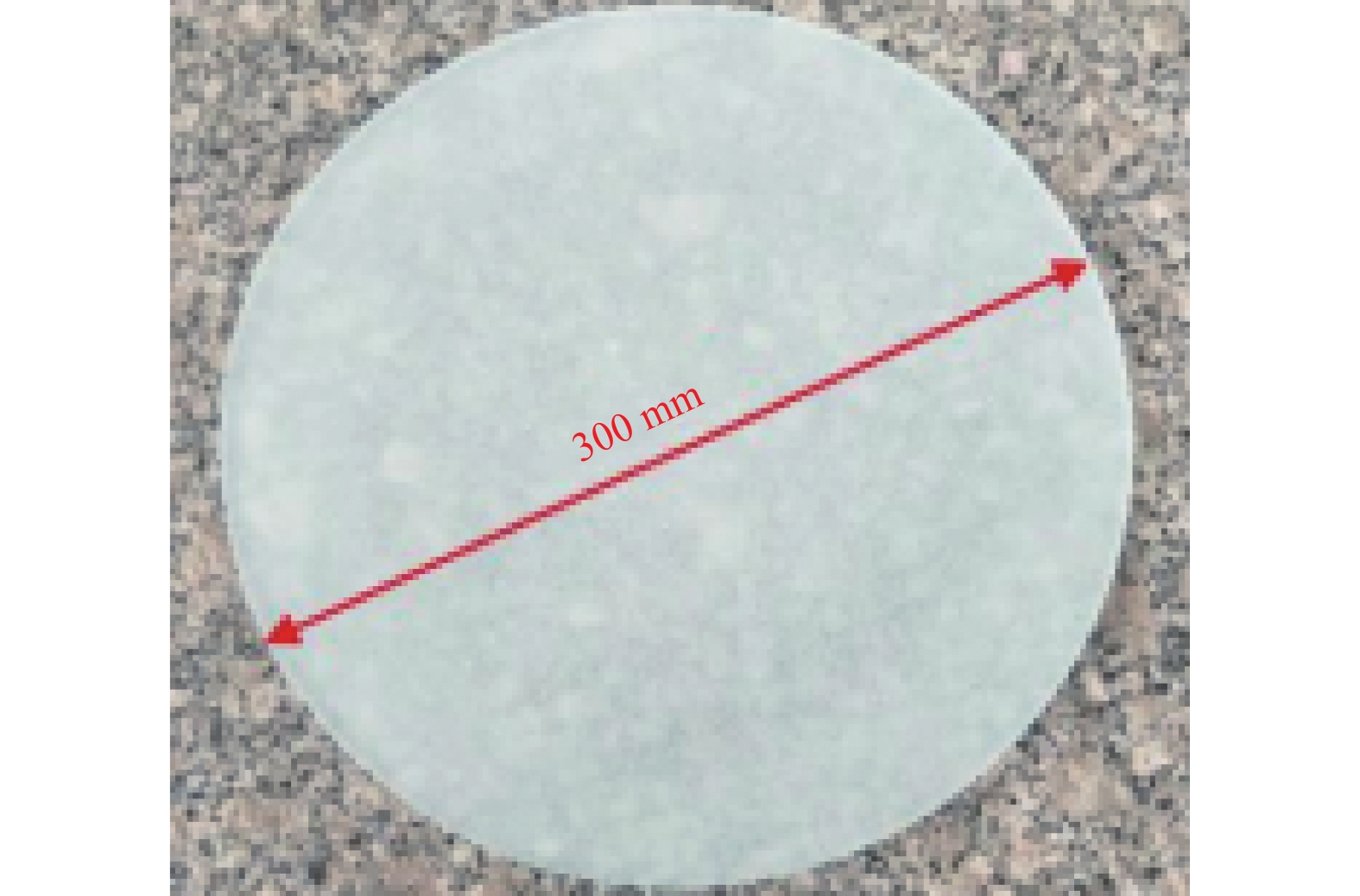
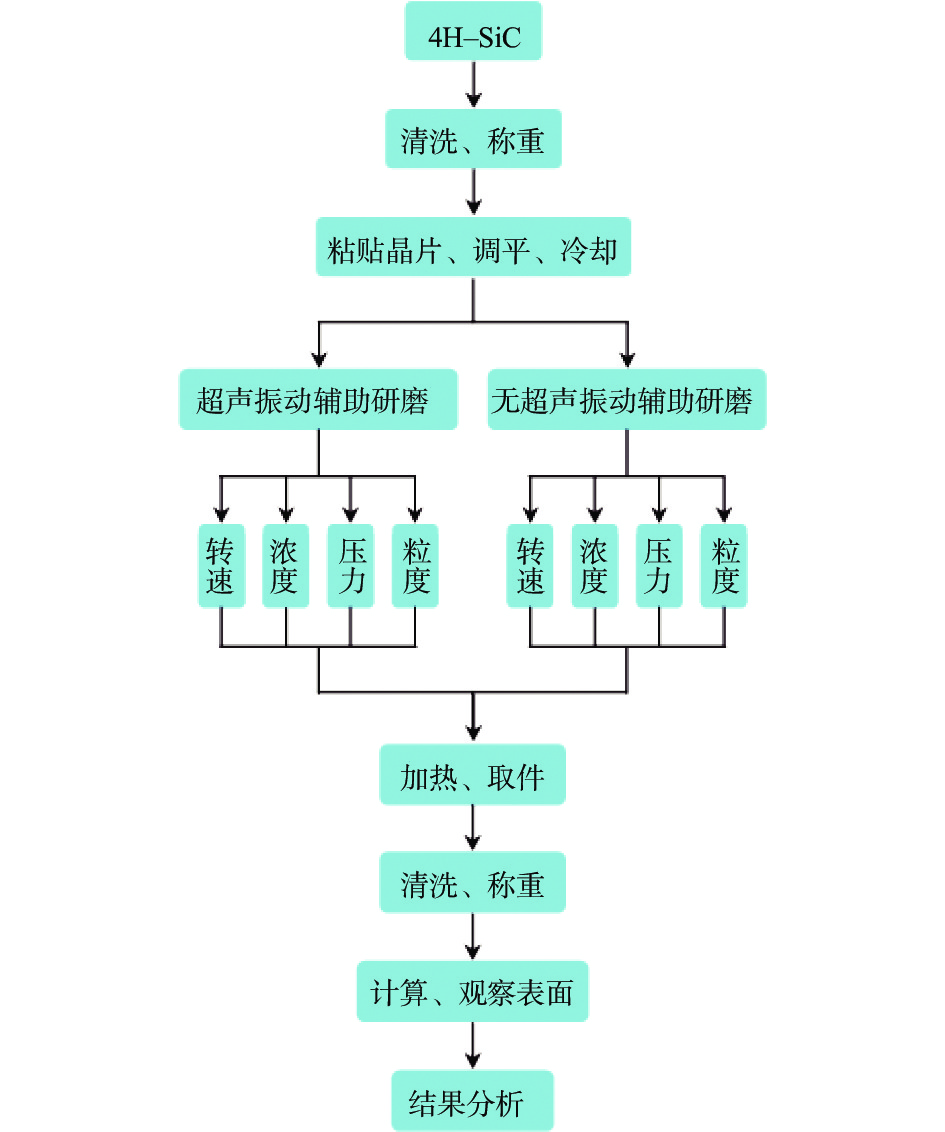
超声振动辅助研磨单晶碳化硅晶片工艺研究
郝晓丽
,
苑泽伟
,
温泉
,
郭胜利
2022, 42(3): 268-274.
doi:
10.13394/j.cnki.jgszz.2021.0208
摘要
(
1863
)
HTML
(
689
)
PDF 4420KB
(
208
)
施引文献
(
)
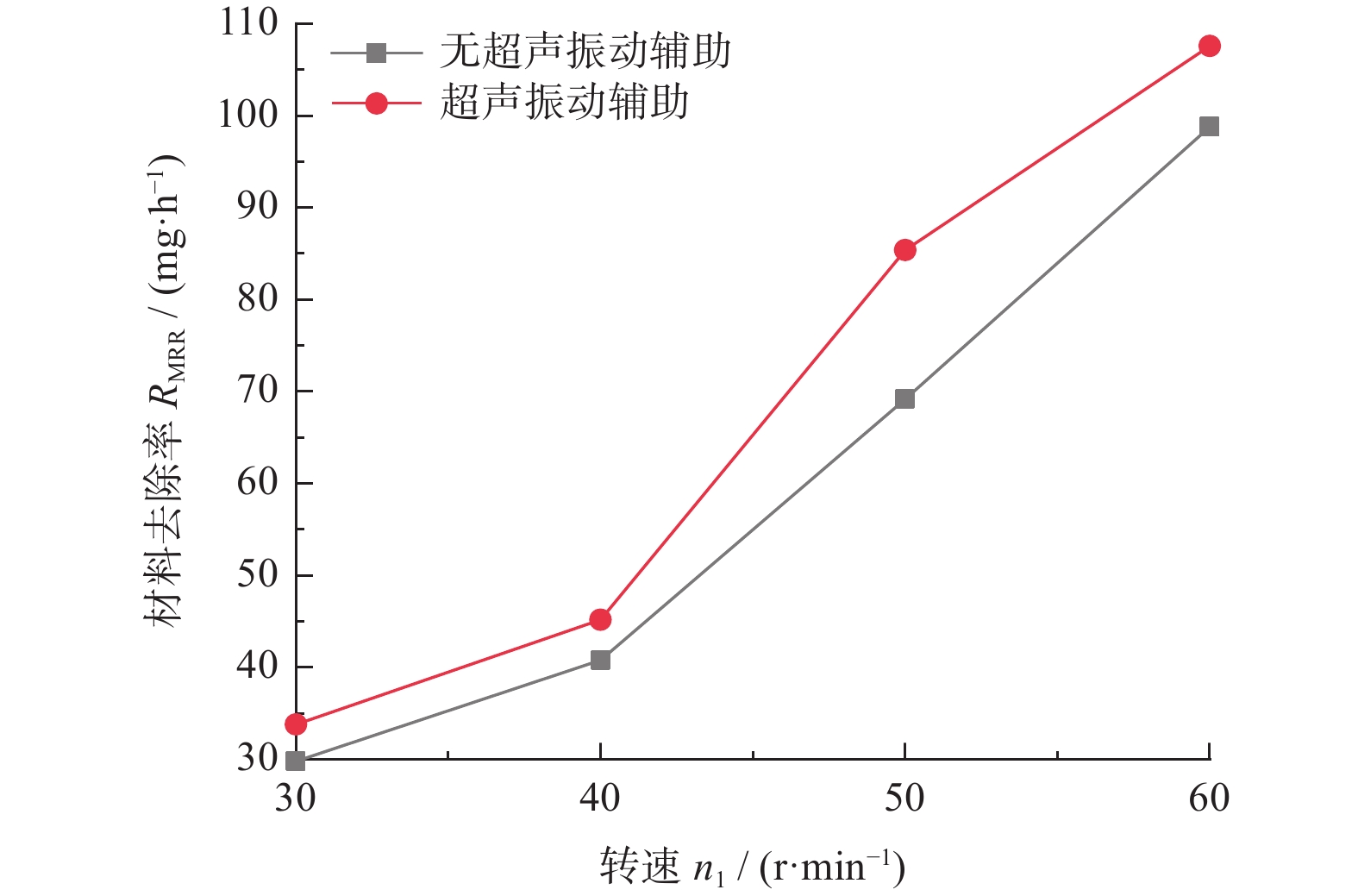
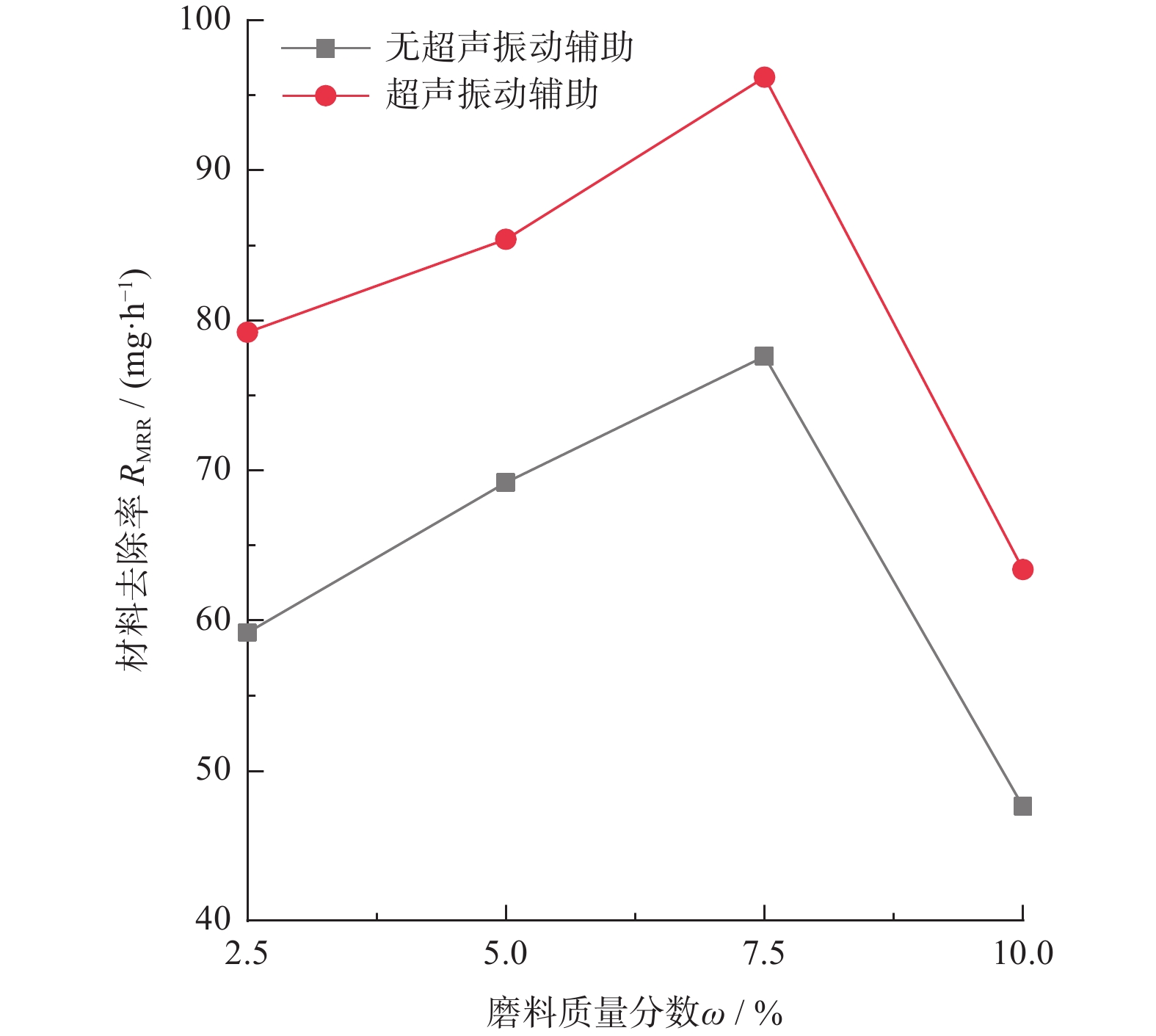
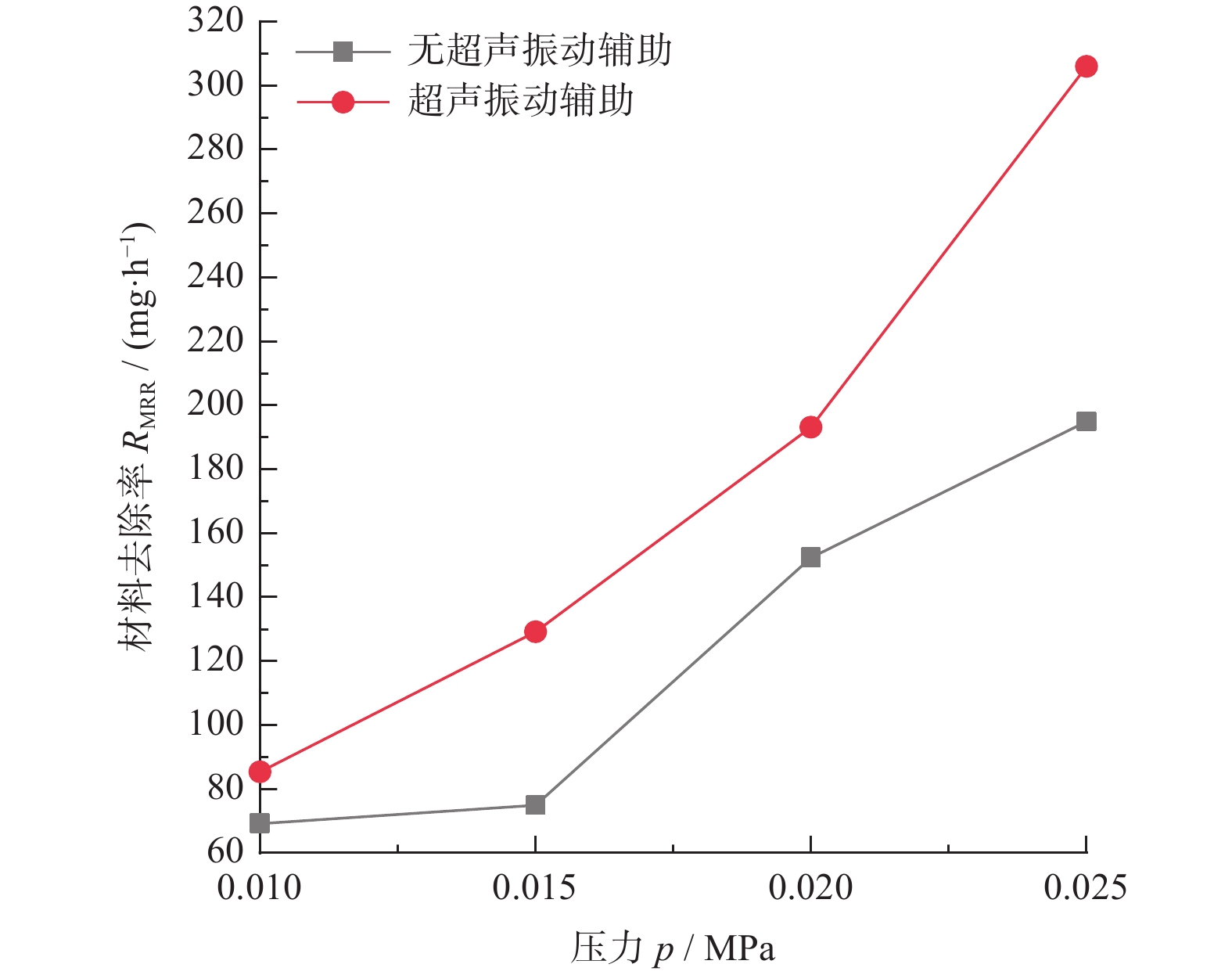
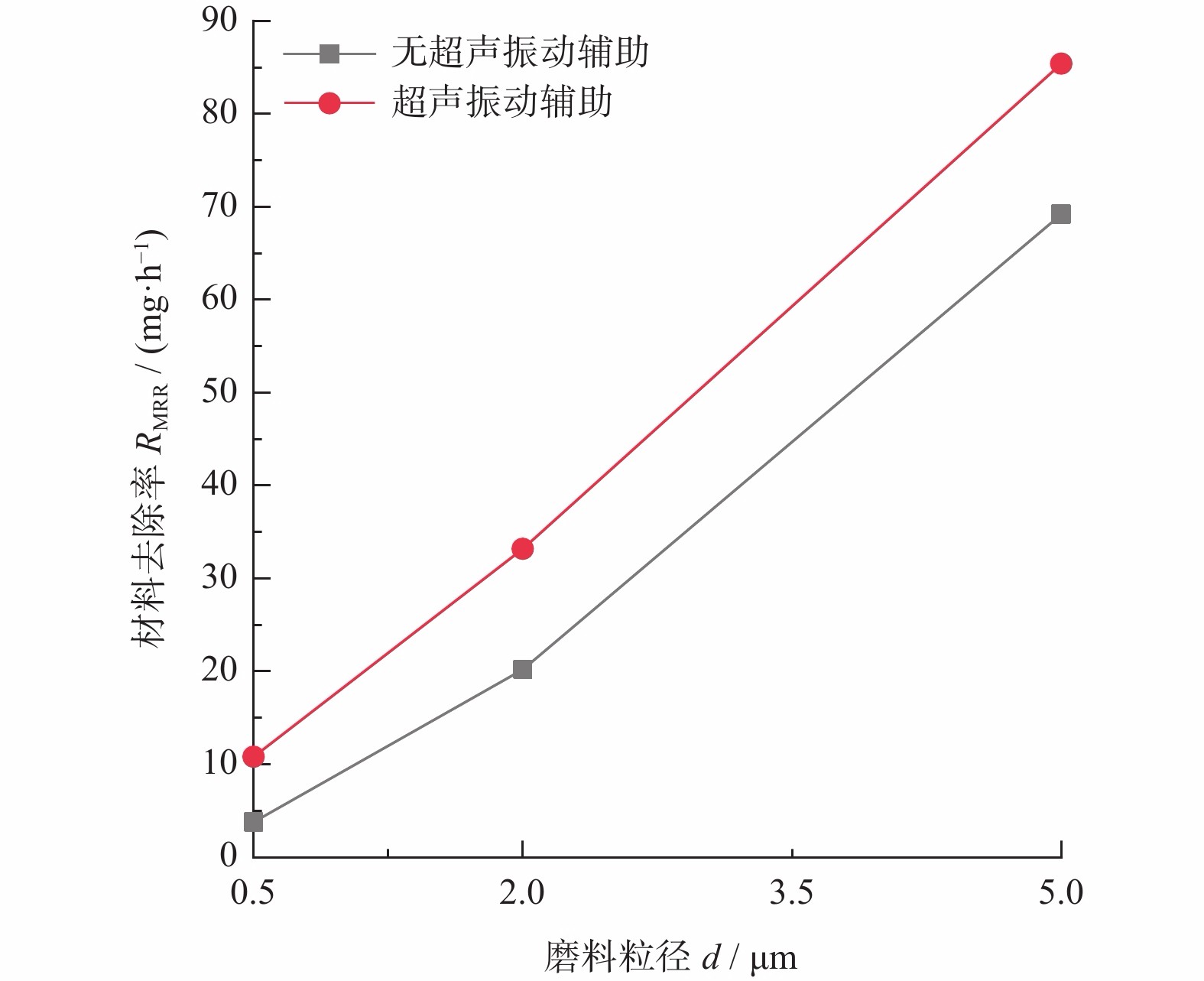
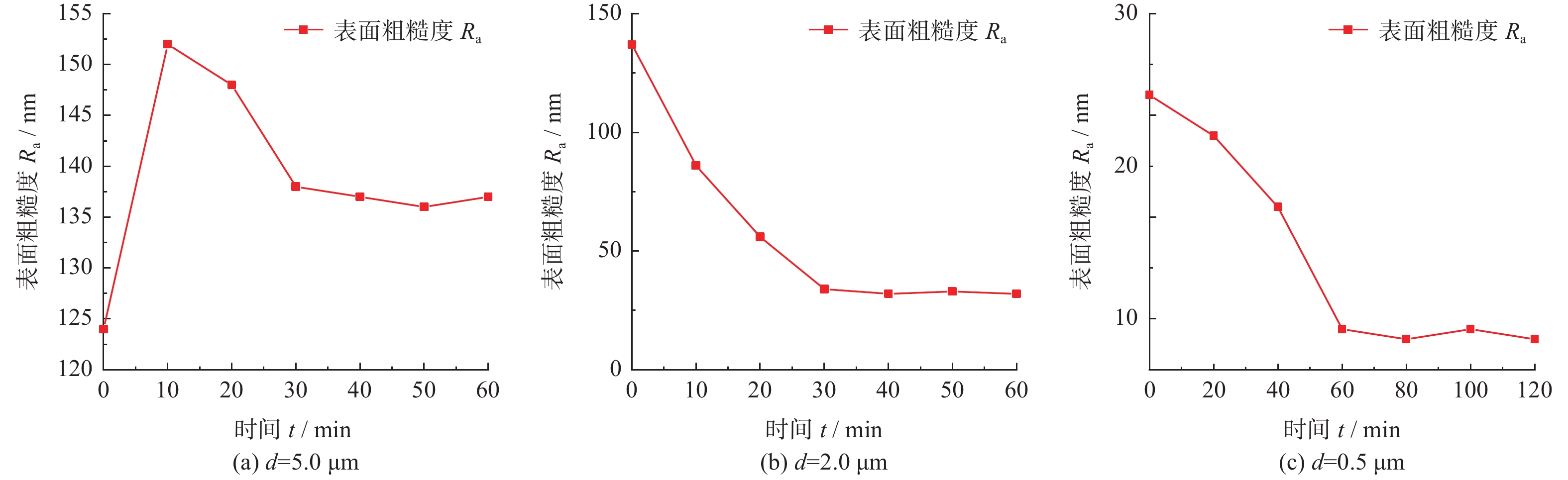
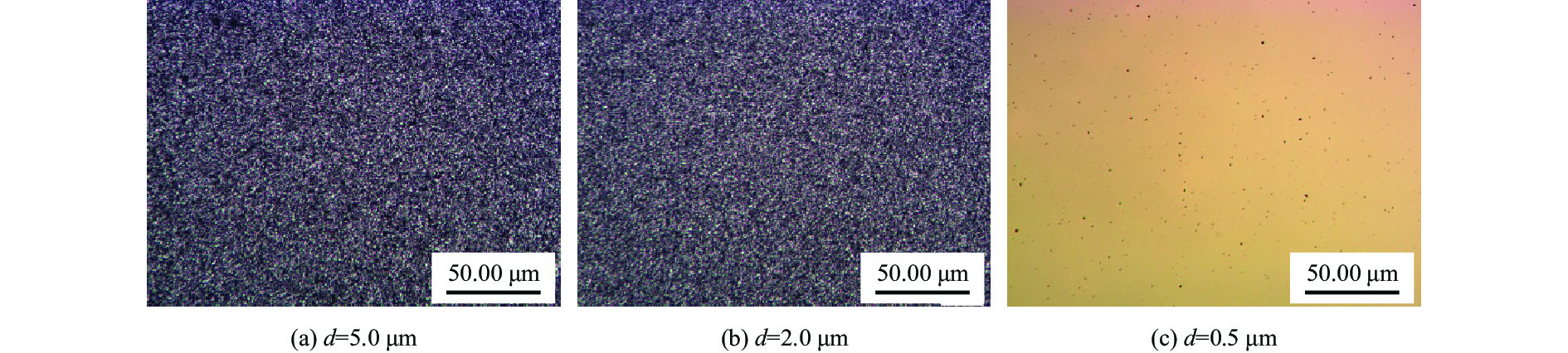
摘要:
针对传统研磨方法加工单晶碳化硅晶片存在的材料去除率低、磨料易团聚等问题,本文提出超声振动辅助研磨方法,并探究不同工艺参数(转速、磨料质量分数、抛光压力、磨料粒径)对单晶碳化硅晶片研磨效率和表面质量的影响规律。试验结果和理论分析表明:超声振动有效提高了单晶碳化硅晶片研磨的材料去除率;在研磨盘转速为50 r/min,磨料质量分数为2.5%,压力为0.015 MPa,磨料粒径为0.5 μm时超声振动对材料去除率的提升效果最明显,分别提升23.4%,33.8%,72.3%,184.2%。同时,通过对研磨过程中表面粗糙度的追踪检测,能确定不同粒径磨料超声振动辅助研磨的最佳时间。
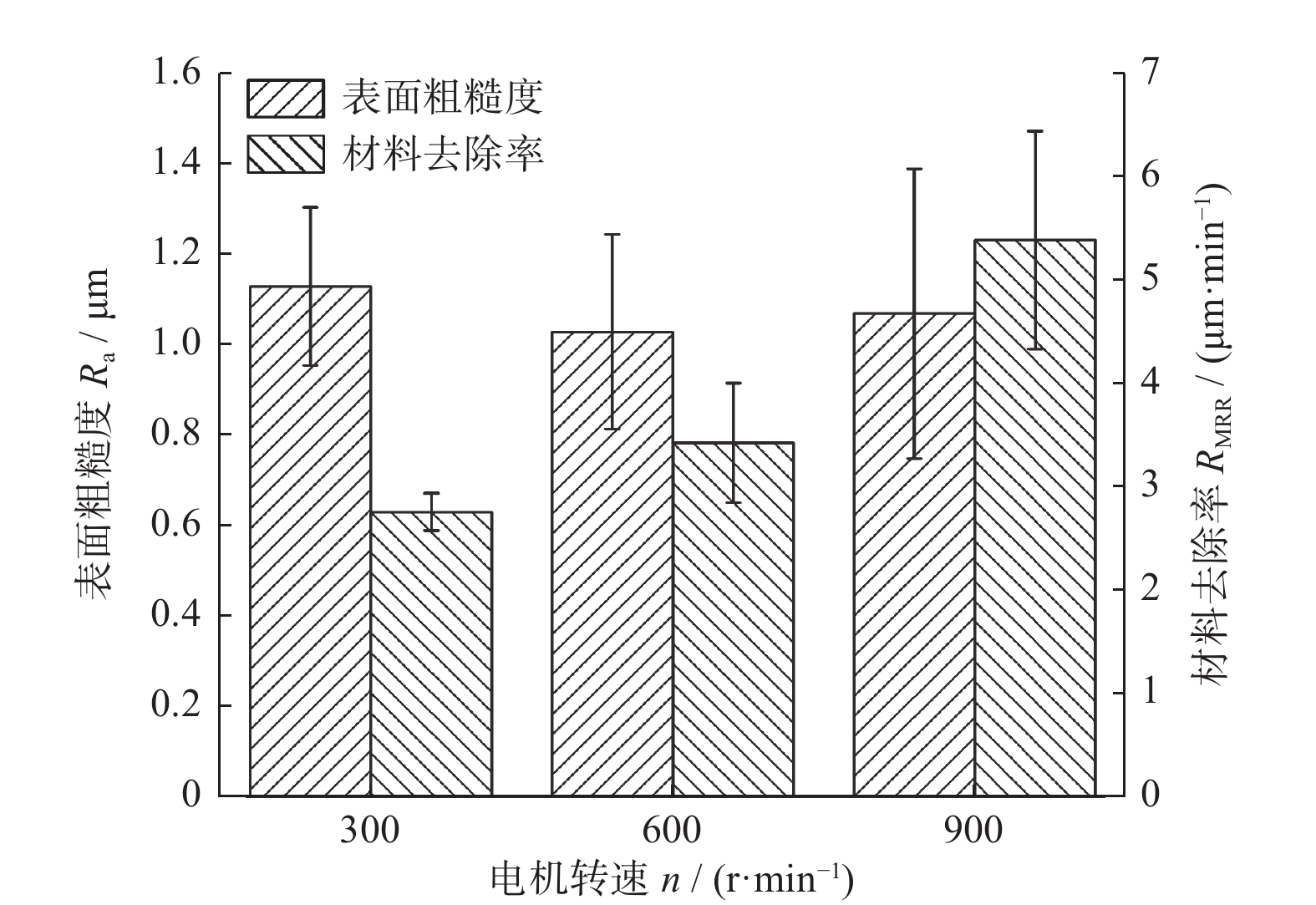
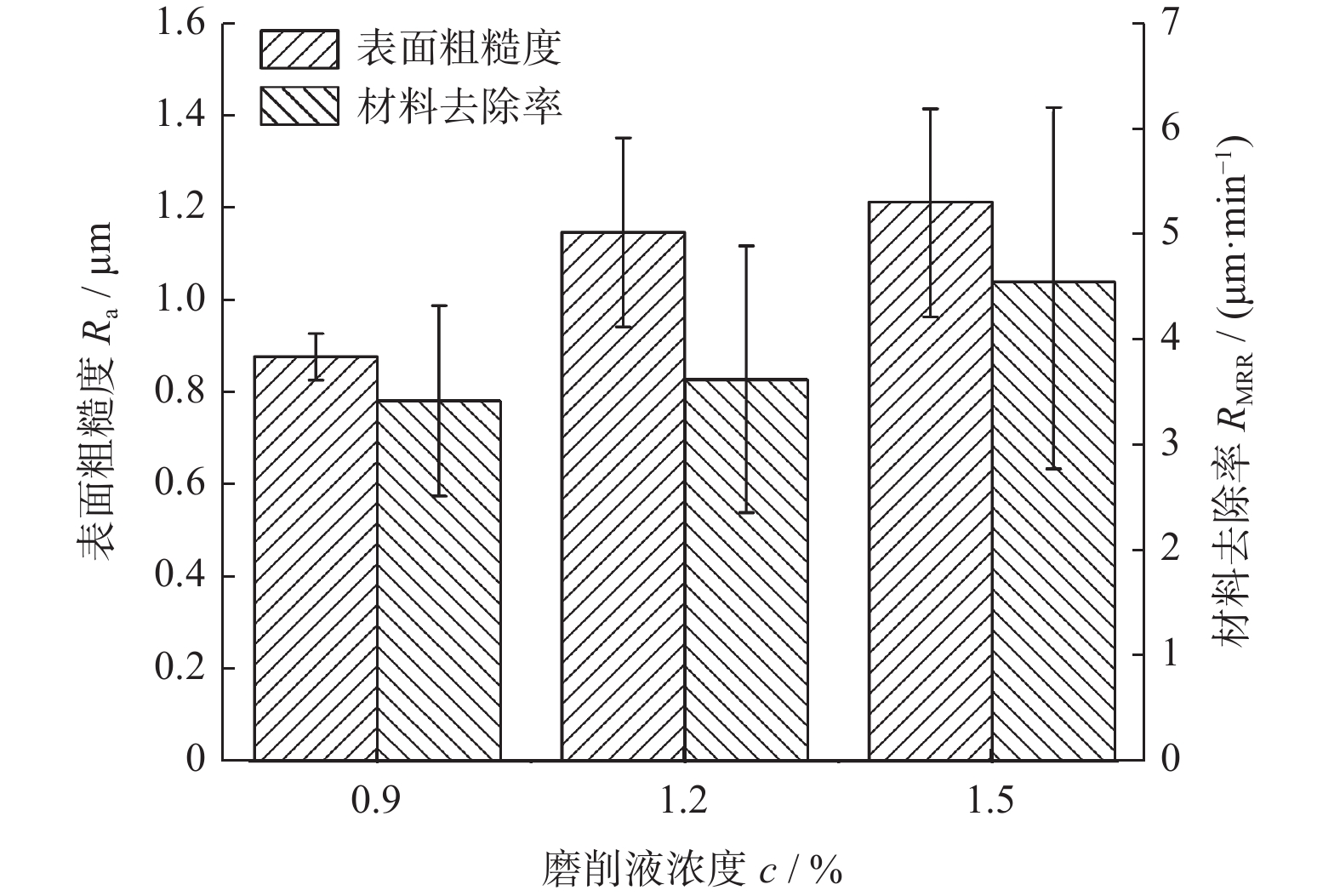
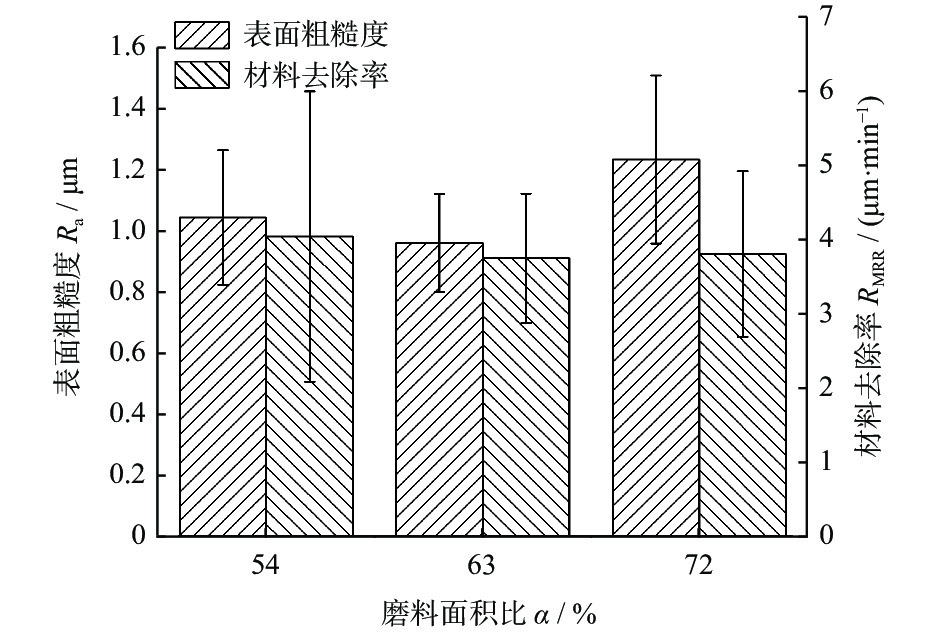
随机网格结构固结磨料磨盘平面磨削性能研究
石兴泰
,
郭磊
,
刘晓辉
,
靳淇超
,
陈瑱贤
,
吕景祥
,
王家庆
2022, 42(3): 275-282.
doi:
10.13394/j.cnki.jgszz.2021.0210
摘要
(
1074
)
HTML
(
631
)
PDF 5554KB
(
50
)
施引文献
(
)
摘要:
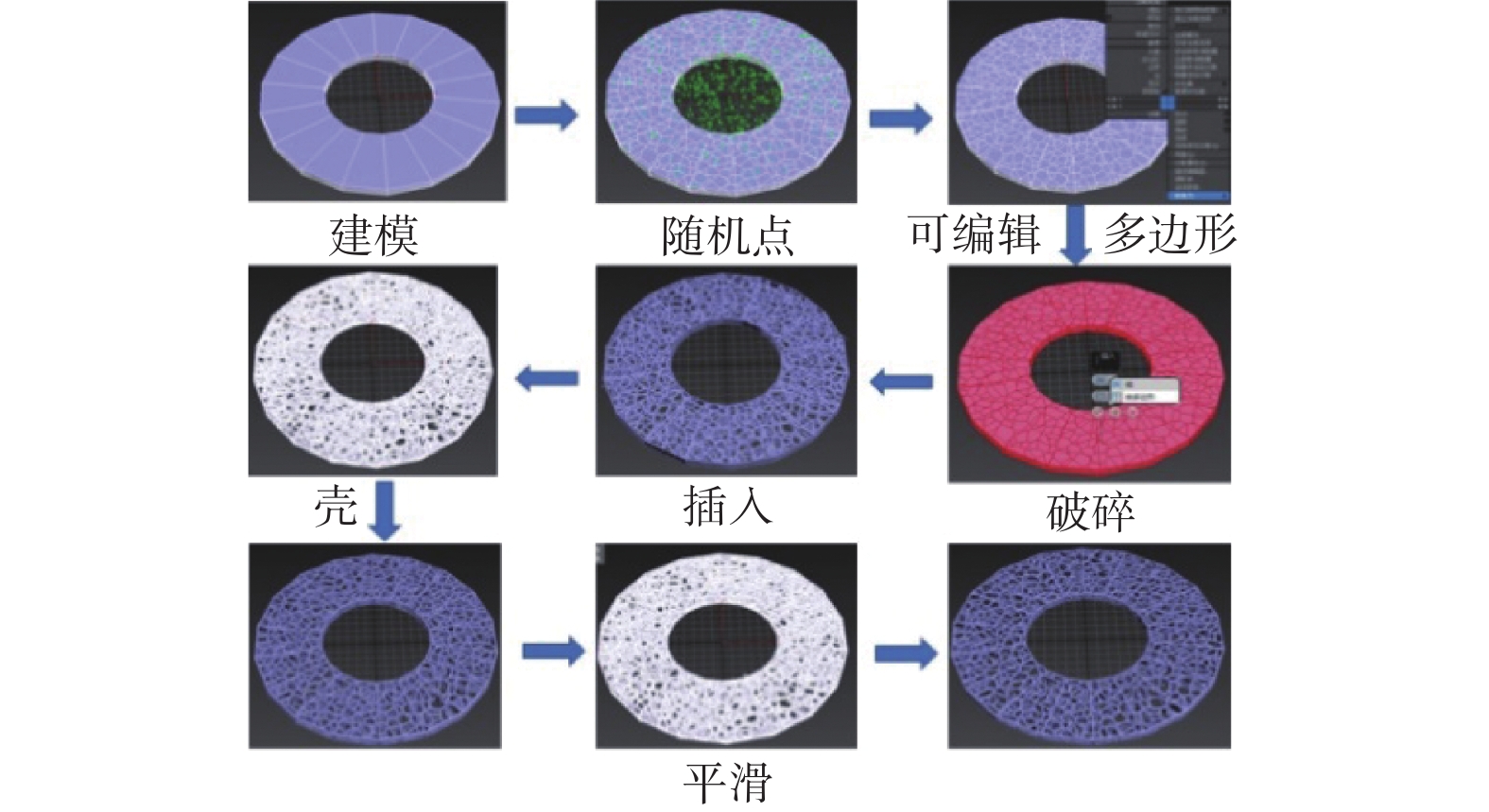
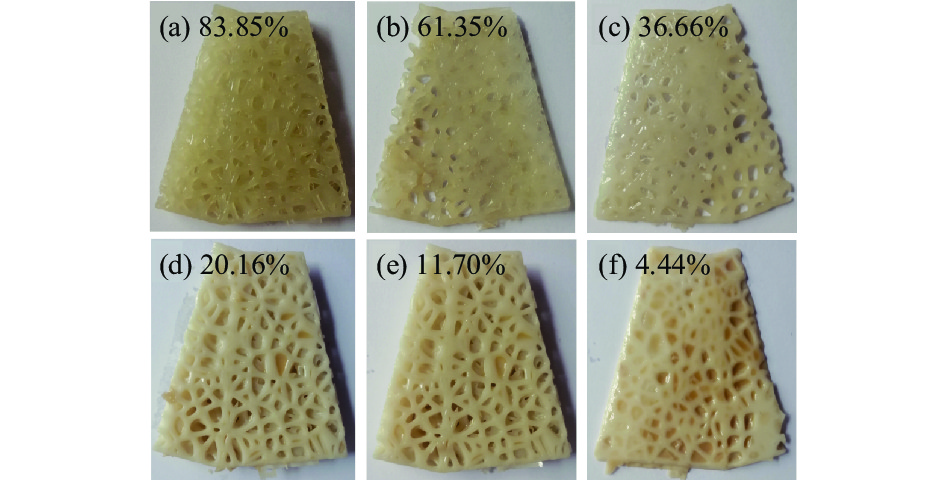
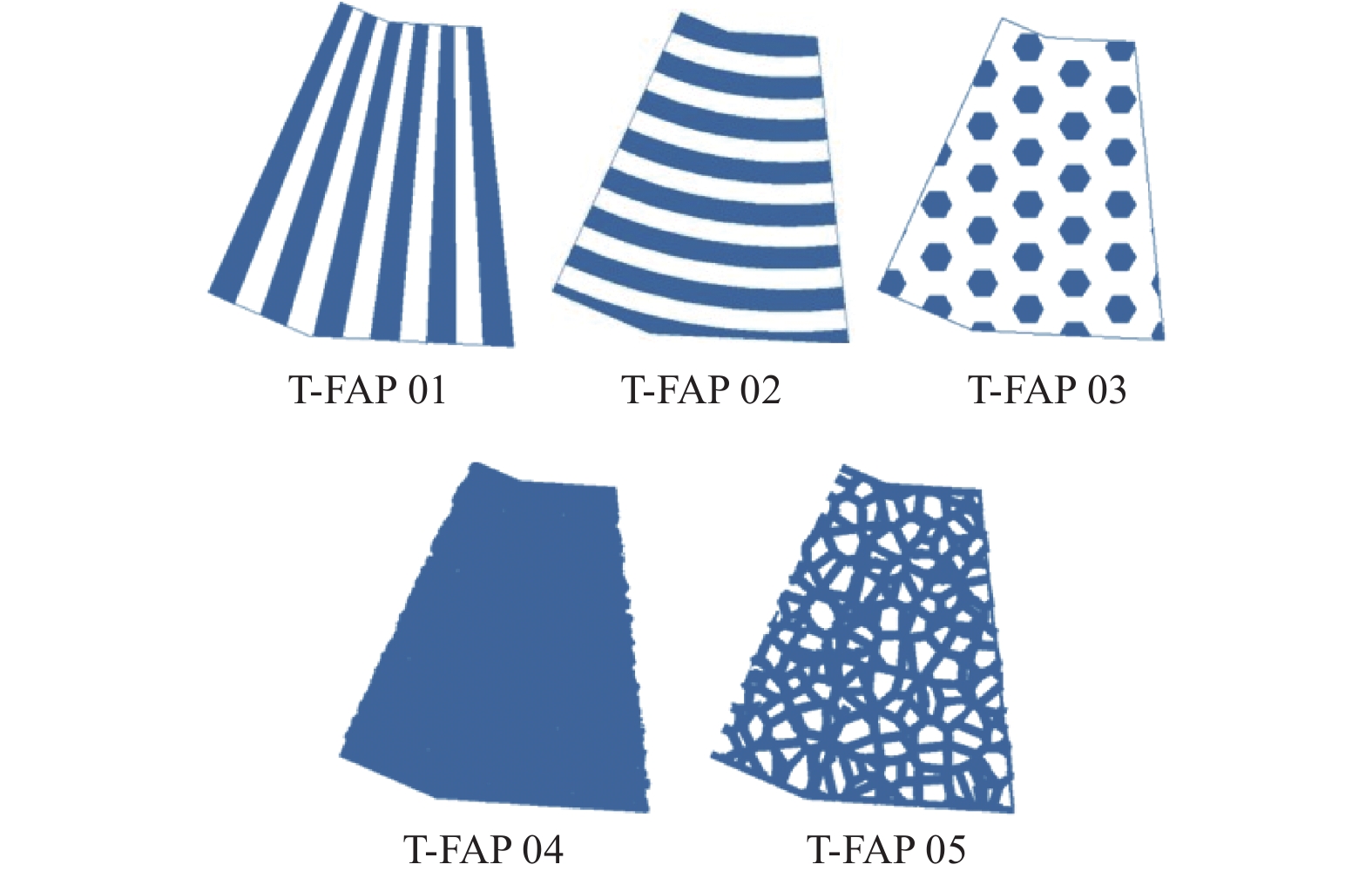
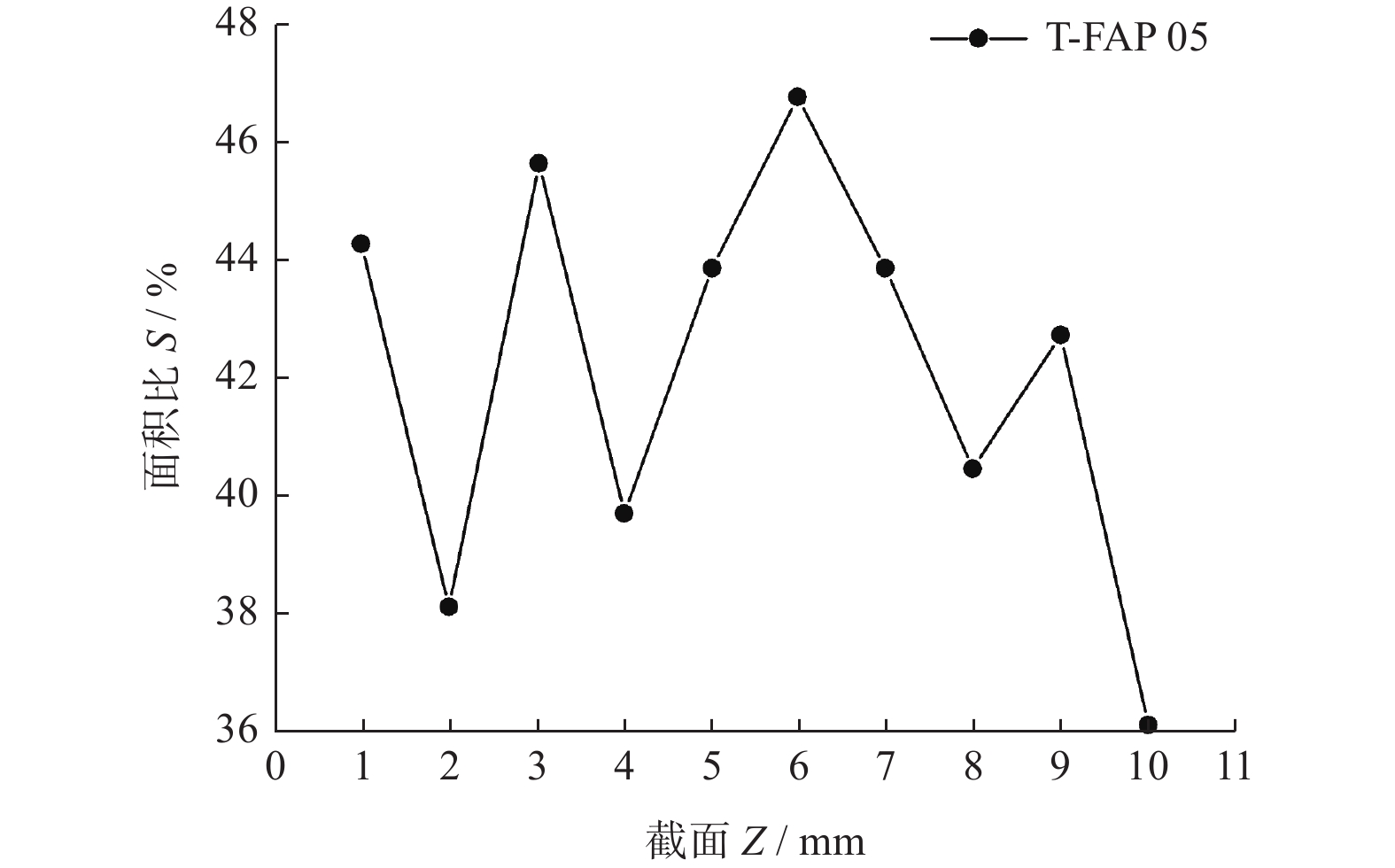
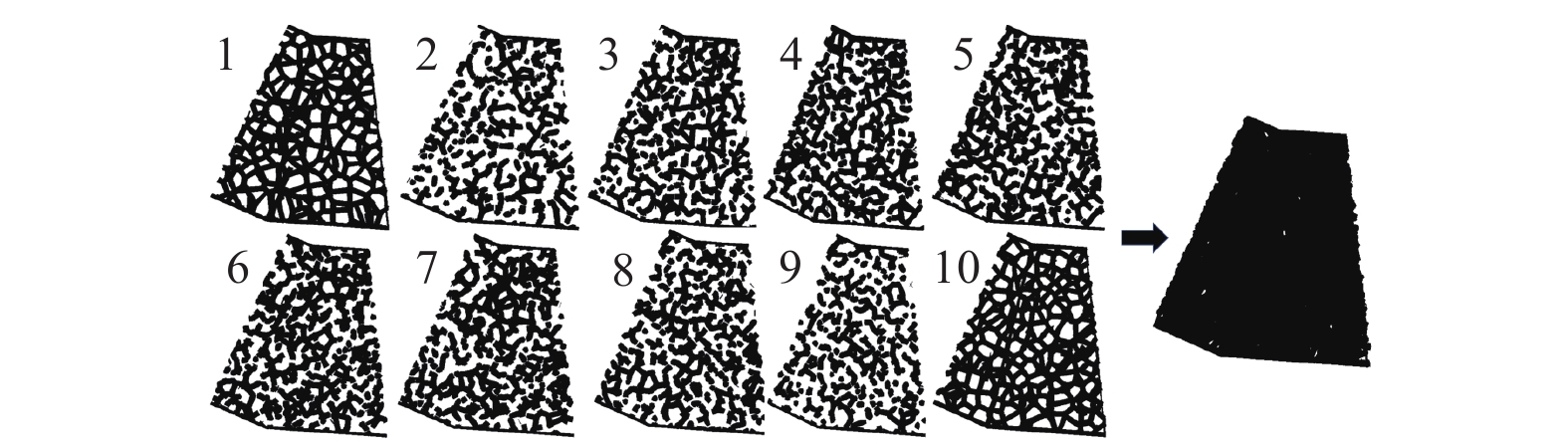
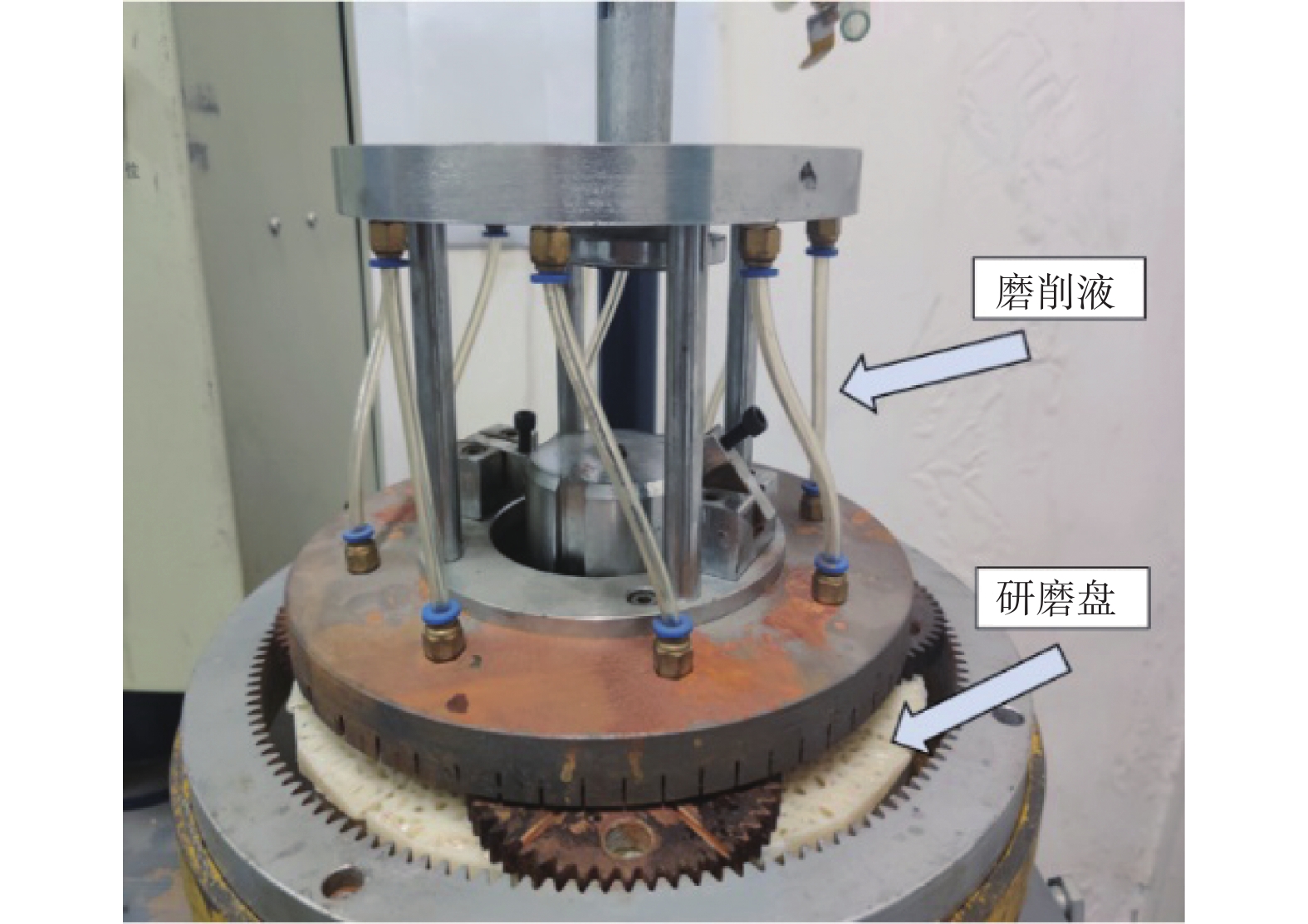
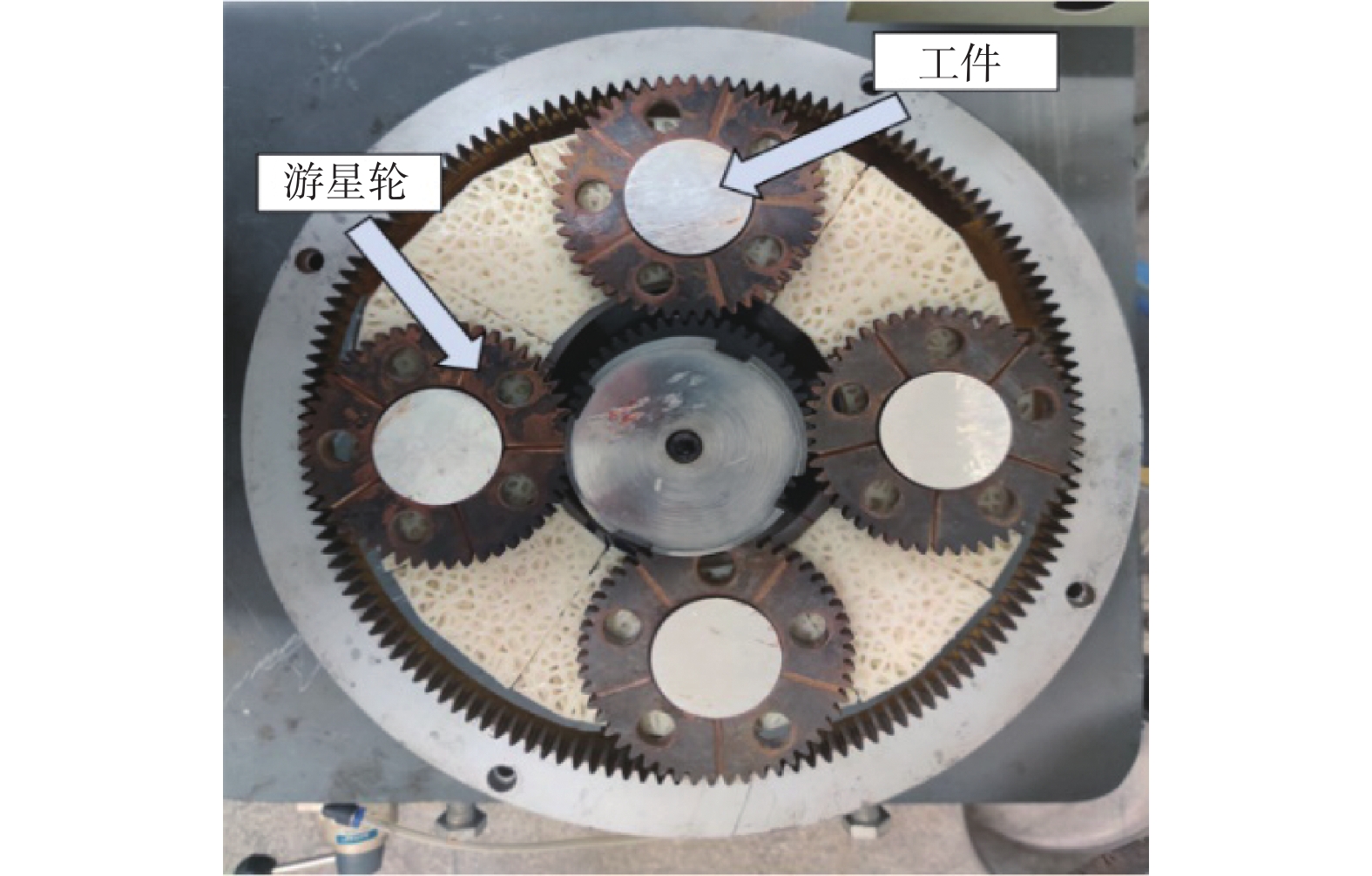
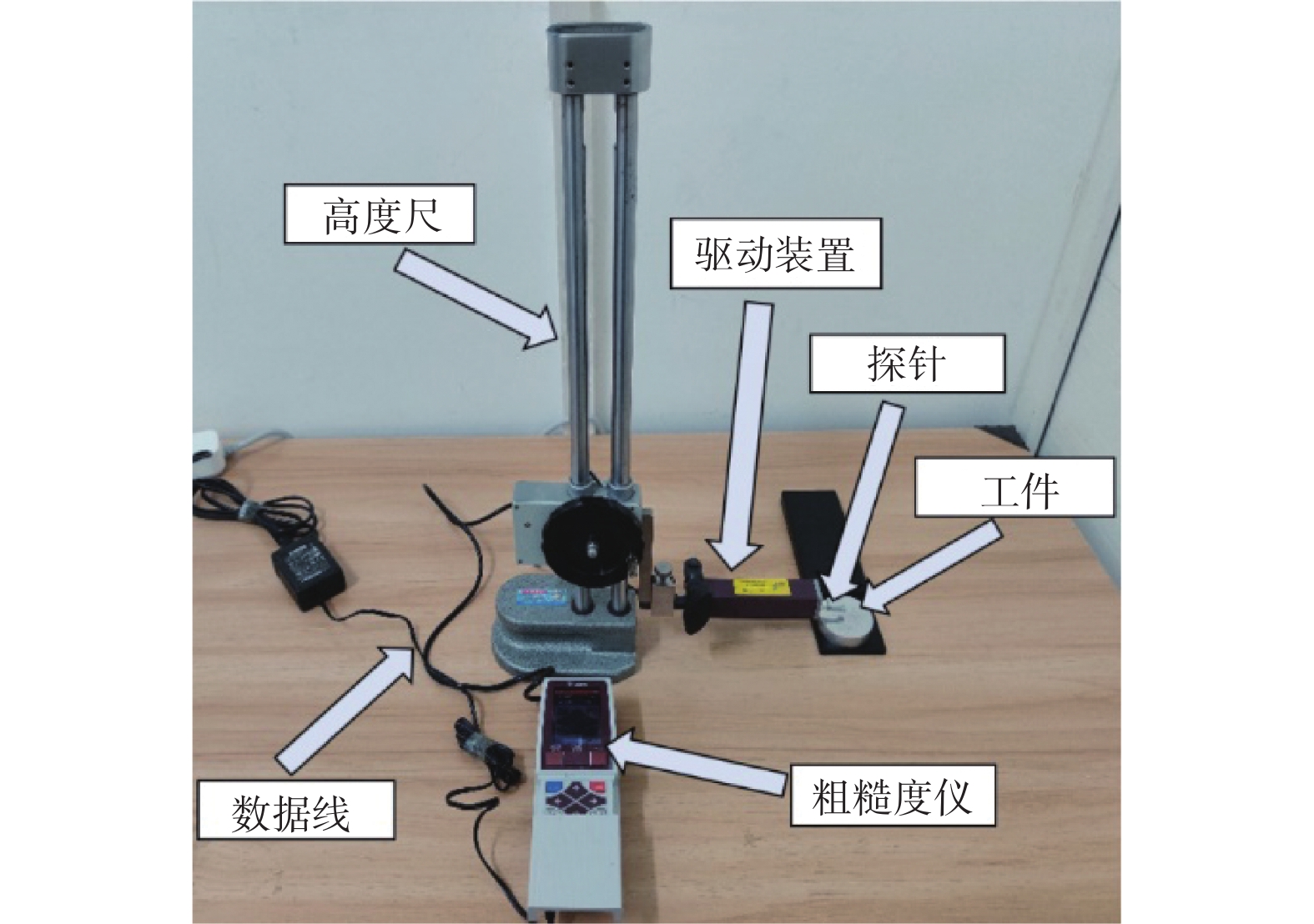
针对超精密磨削加工过程对工件材料去除效率、表面质量、亚表面损伤等指标的复合需求,提出一种基于泰勒多边形设计的随机网格结构固结磨料磨盘(textured-fixed abrasive plate, T-FAP),并以光固化树脂作为结合剂基体材料混合微米级氧化铝磨料制备磨盘,使用MATLAB图像分析和磨抛轨迹仿真方法研究磨盘磨削过程中表面磨损时变图案特征对其加工性能的影响,并通过铝制工件的平面磨削实验对磨盘磨削过程中的材料去除率及工件表面粗糙度进行分析。实验结果表明:相比传统固结磨料磨盘,采用随机网格结构磨盘加工的工件表面粗糙度为0.84 μm,材料去除率为3.21 μm/min,能够在保证材料去除率的同时获得较高的表面精度。
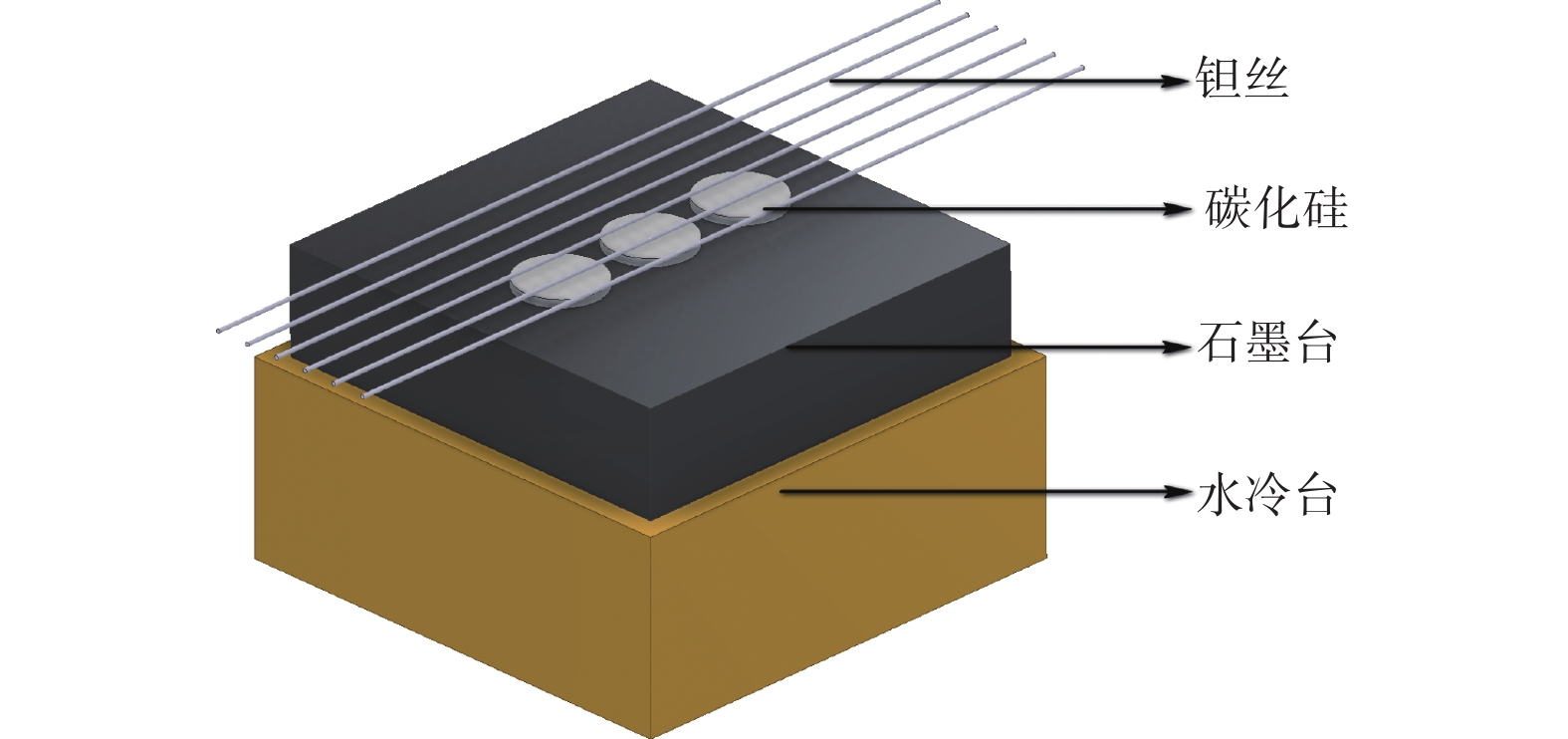
SiC基底HFCVD金刚石薄膜摩擦磨损性能
王贺
,
沈建辉
,
刘鲁生
,
闫广宇
,
吴玉厚
,
熊家骥
,
DANIELCristea
2022, 42(3): 283-289.
doi:
10.13394/j.cnki.jgszz.2021.0206
摘要
(
995
)
HTML
(
551
)
PDF 4624KB
(
76
)
施引文献
(
)
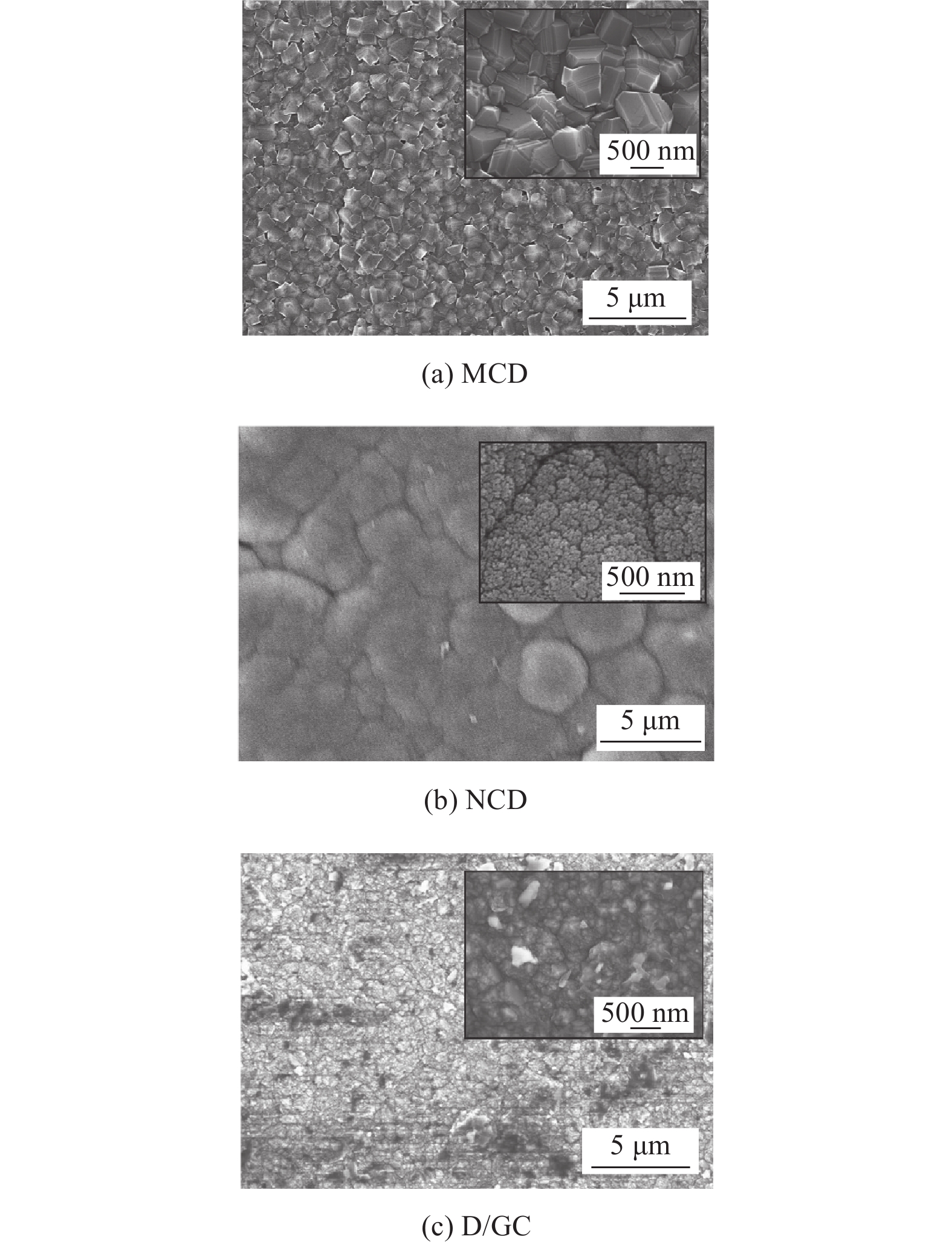
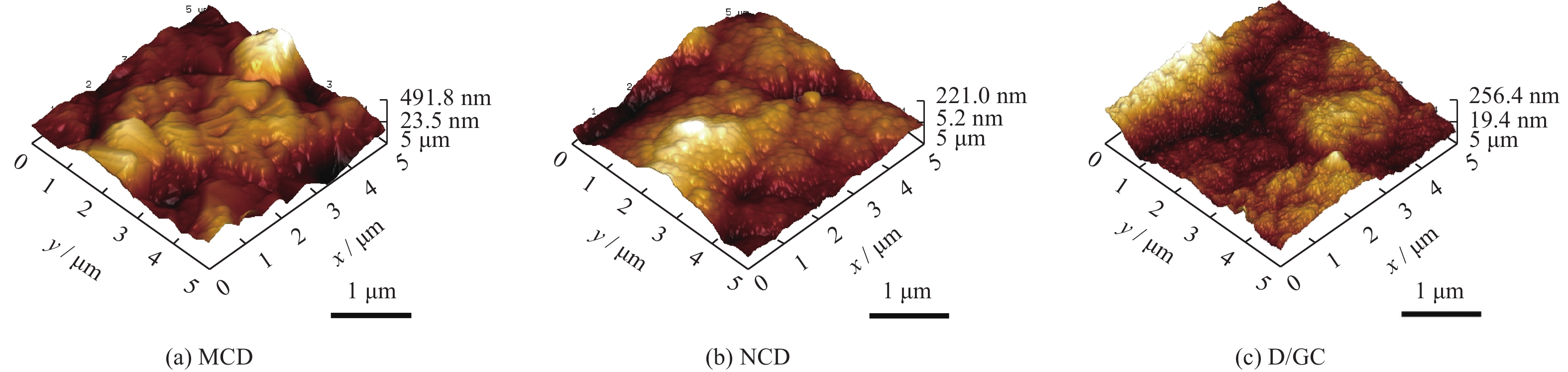
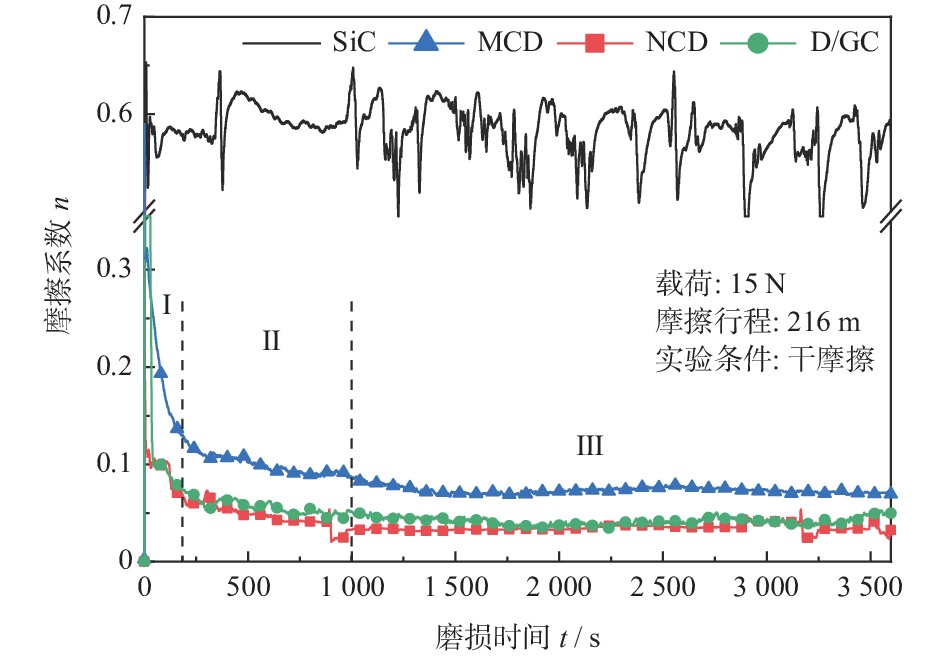
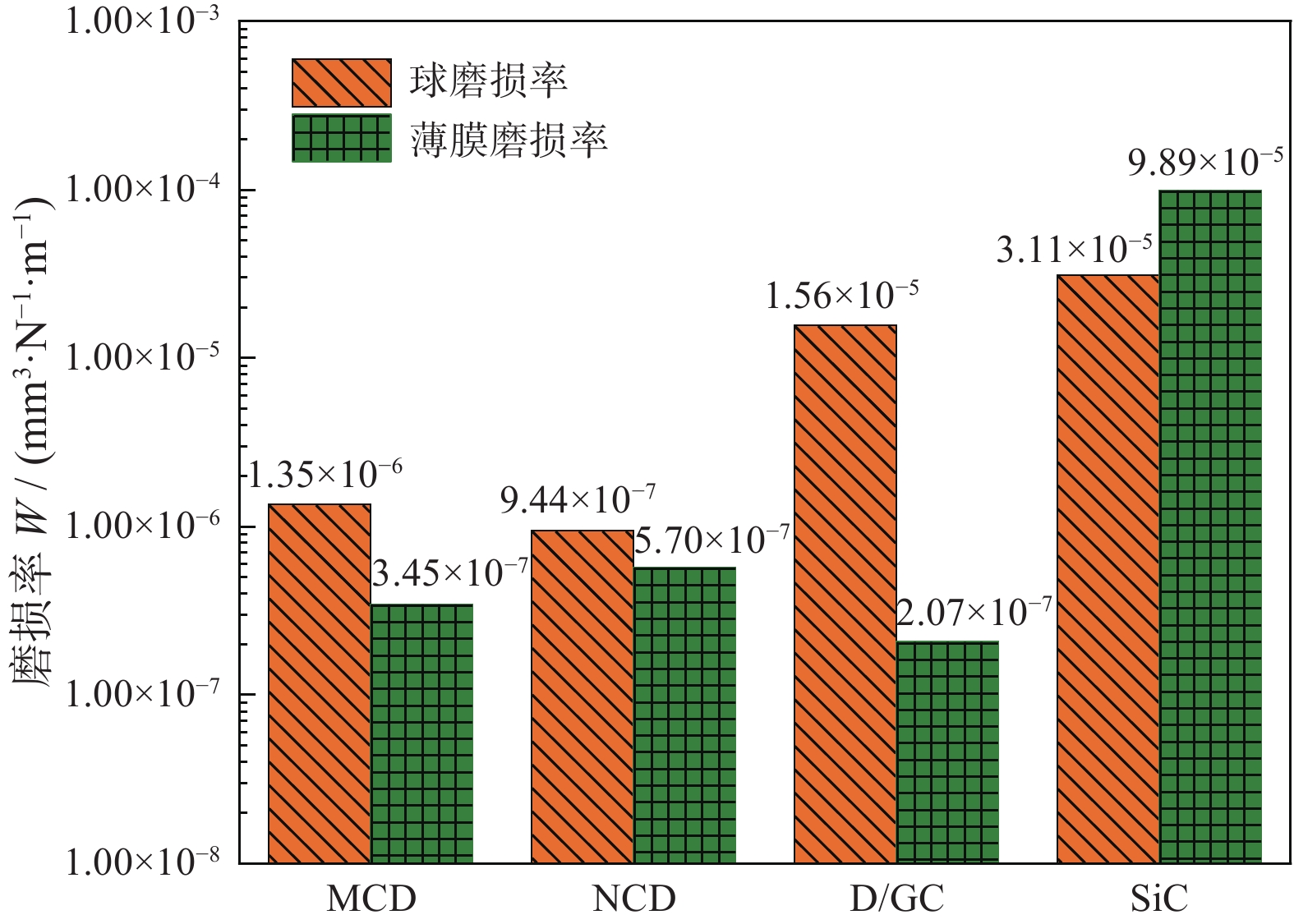
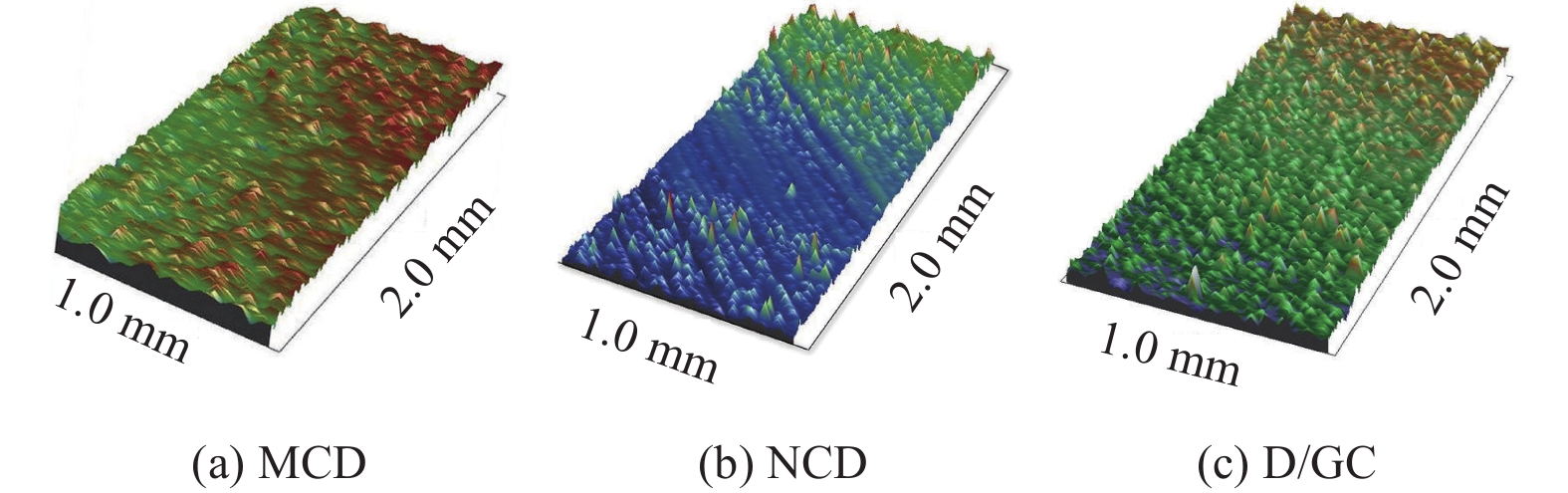
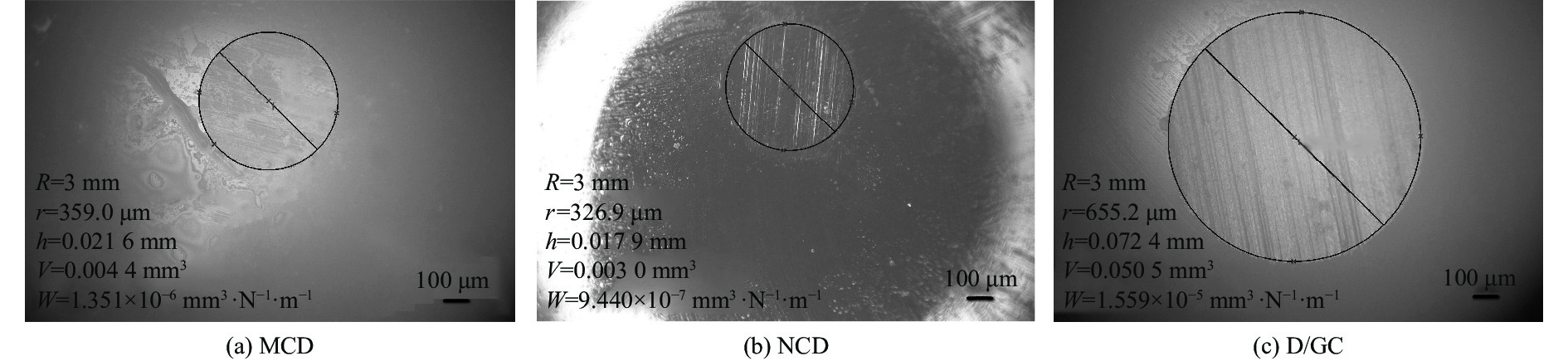
摘要:
利用热丝化学气相沉积技术在碳化硅基底上制备微米金刚石薄膜、纳米金刚石薄膜和金刚石–石墨复合薄膜,采用扫描电子显微镜、原子力显微镜和拉曼光谱仪对不同金刚石薄膜的表面形貌和微观结构进行表征,通过摩擦磨损实验测试金刚石薄膜的摩擦系数并计算其磨损率,对比研究不同种类金刚石薄膜的摩擦磨损性能。结果表明:金刚石–石墨复合薄膜具有较好的摩擦磨损性能,薄膜表面粗糙度为53.8 nm,摩擦系数为0.040,和纳米金刚石薄膜(0.037)相当;金刚石–石墨复合薄膜的磨损率最低,为2.07×10
−7
mm
3
·N
−1
·m
−1
。在相同实验条件下,同碳化硅基底的磨损率(9.89×10
−5
mm
3
·N
−1
·m
−1
)和摩擦系数(0.580)相比,所有金刚石薄膜的磨损率和摩擦系数均有明显提升,说明在SiC基体表面沉积金刚石薄膜能够显著提高碳化硅材料在摩擦学领域的使役性能。
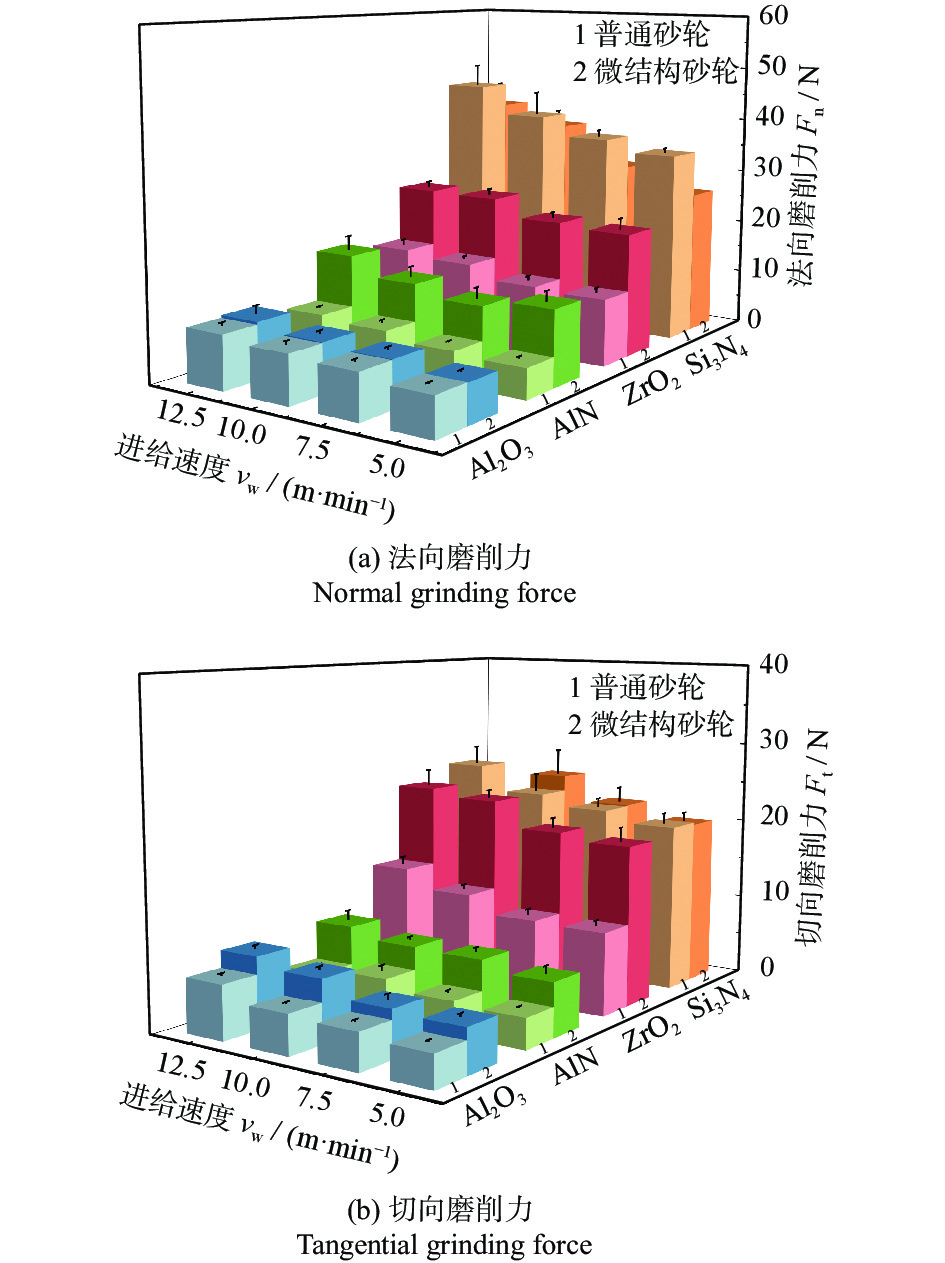
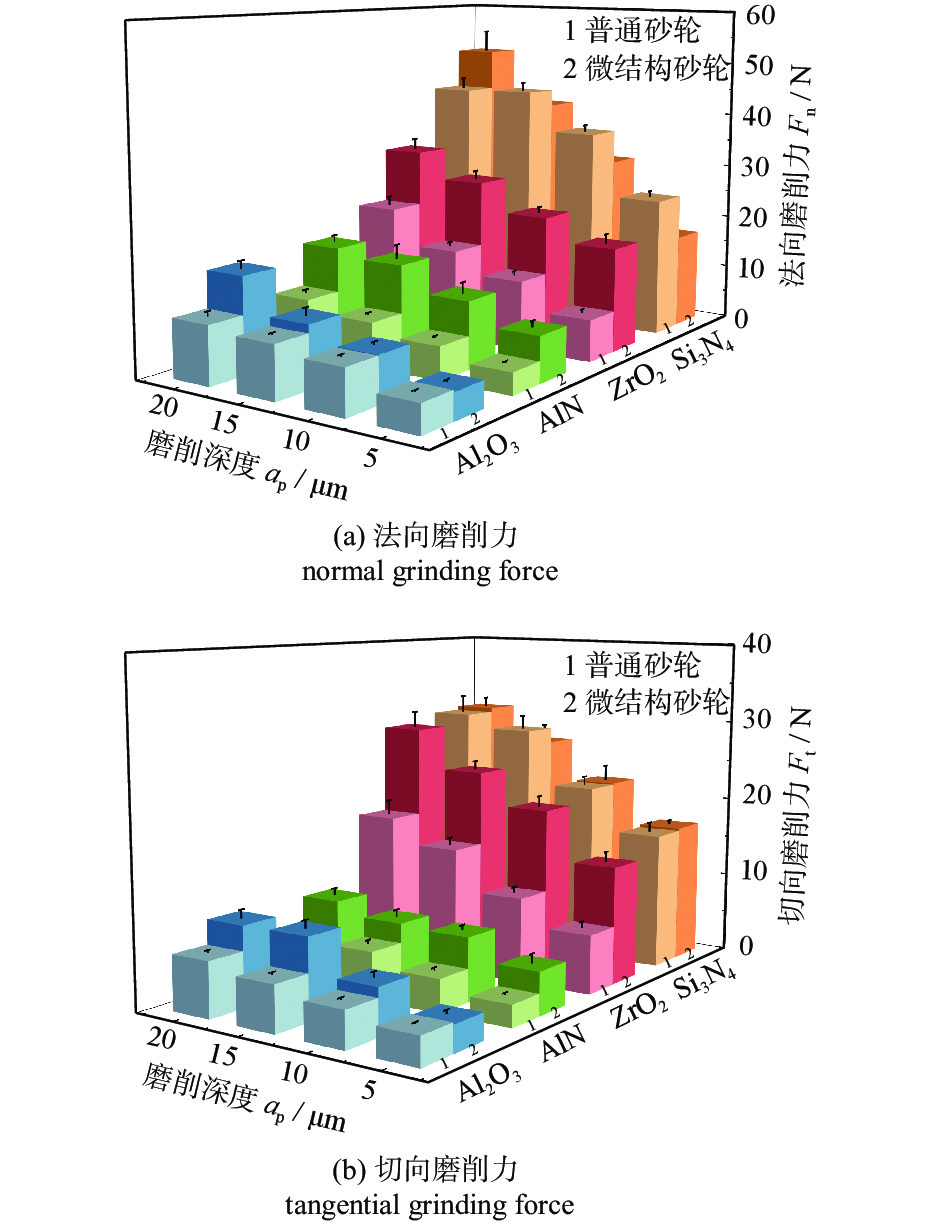
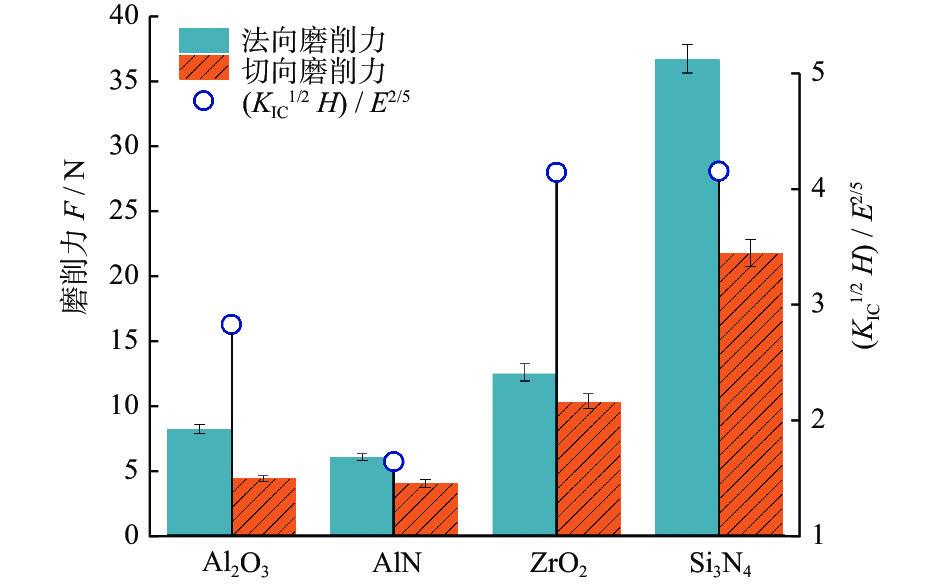
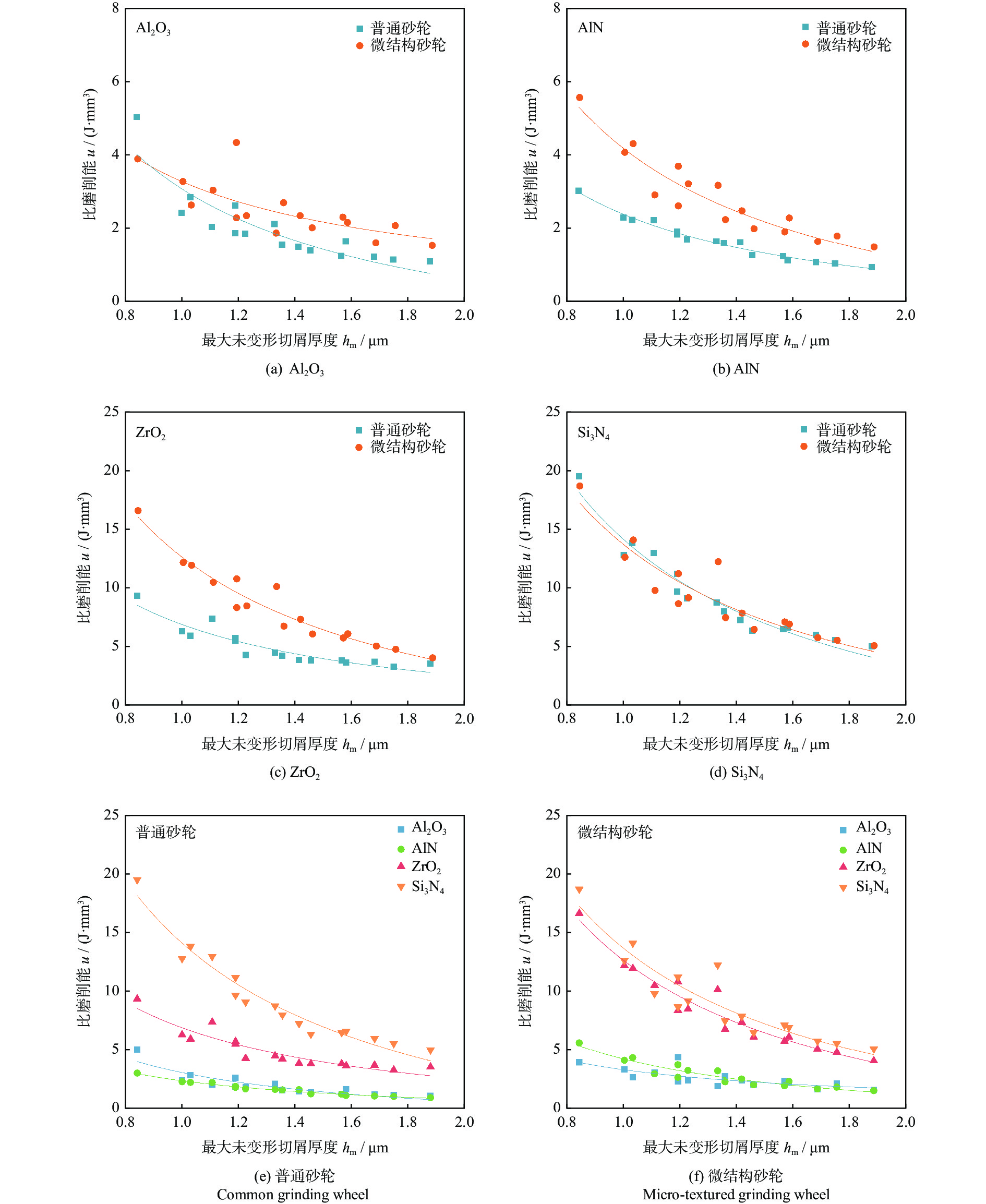
微结构砂轮对不同陶瓷的磨削性能
廖燕玲
,
张凤林
,
李凯江
,
伍尚华
2022, 42(3): 290-299.
doi:
10.13394/j.cnki.jgszz.2021.0204
摘要
(
1038
)
HTML
(
609
)
PDF 4961KB
(
86
)
施引文献
(
)
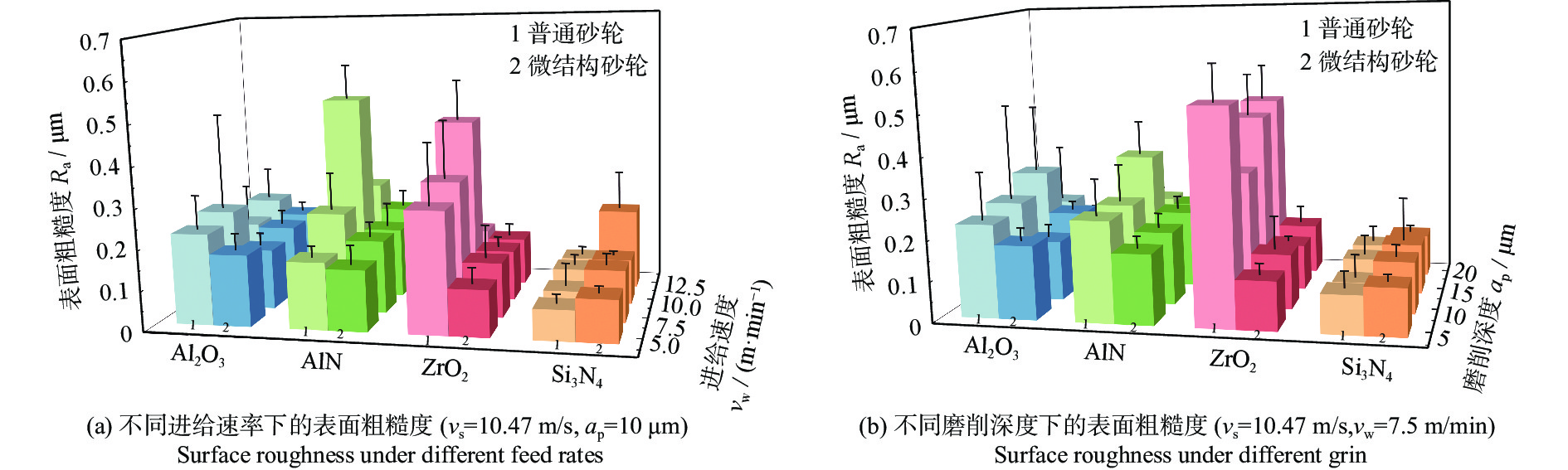
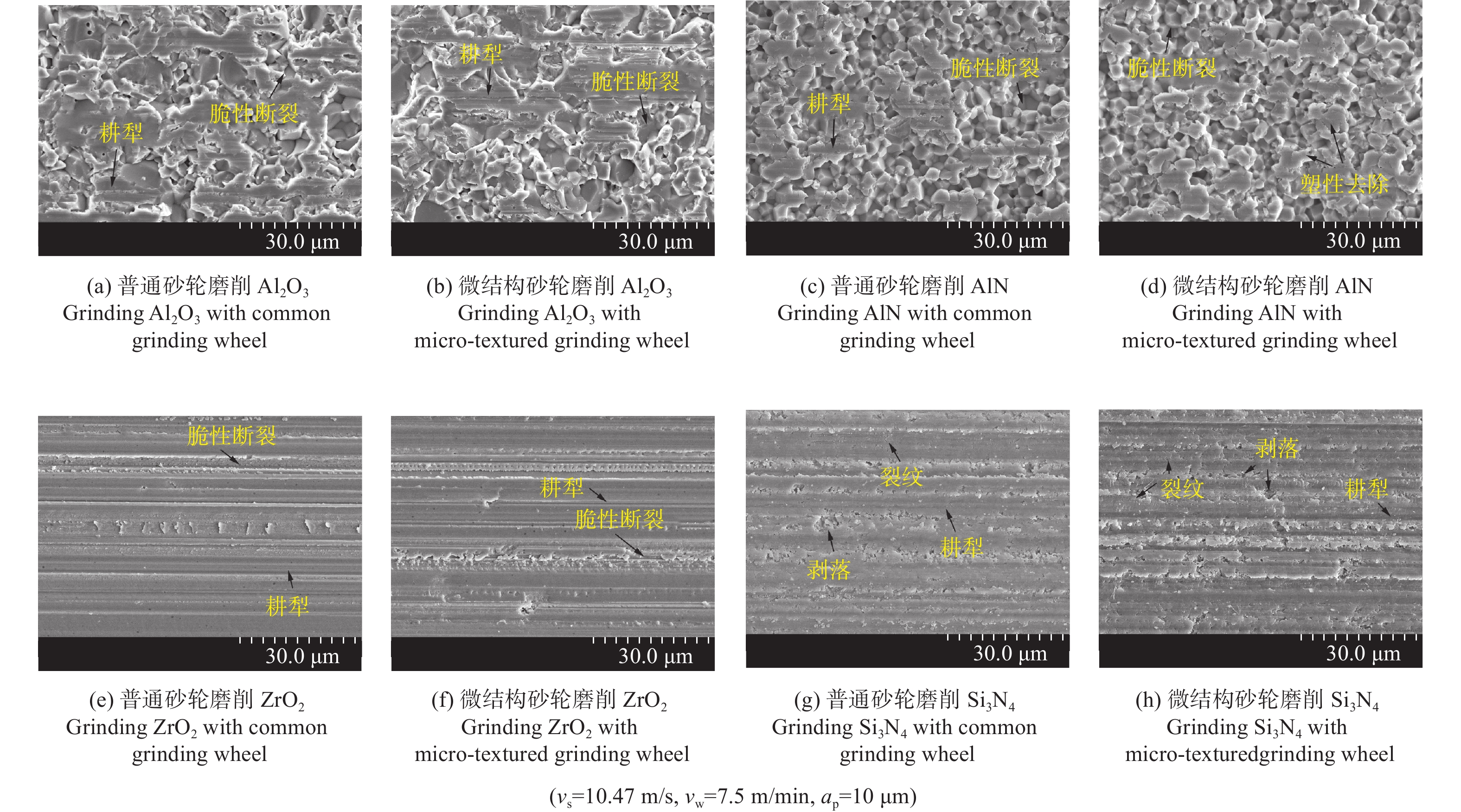
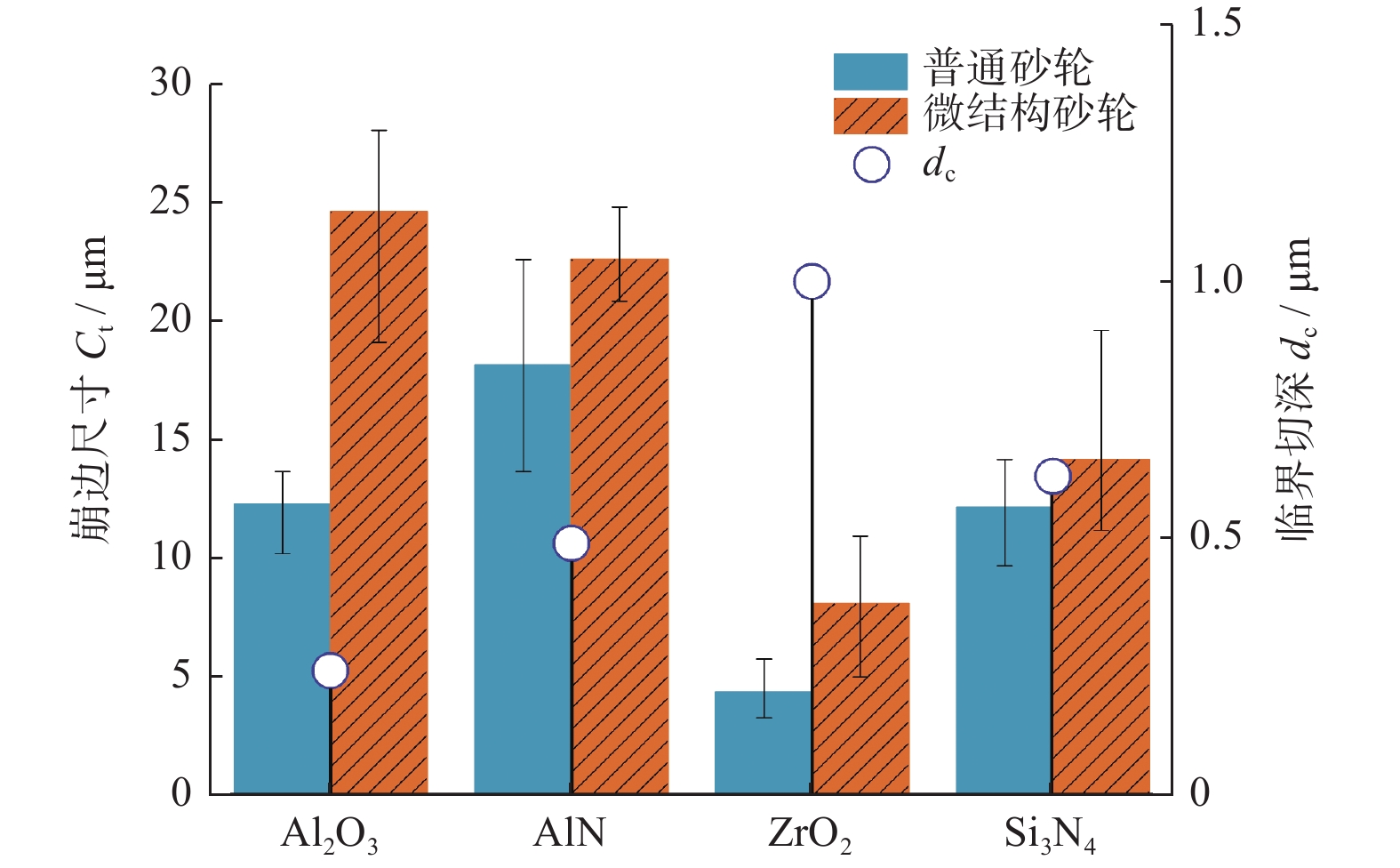
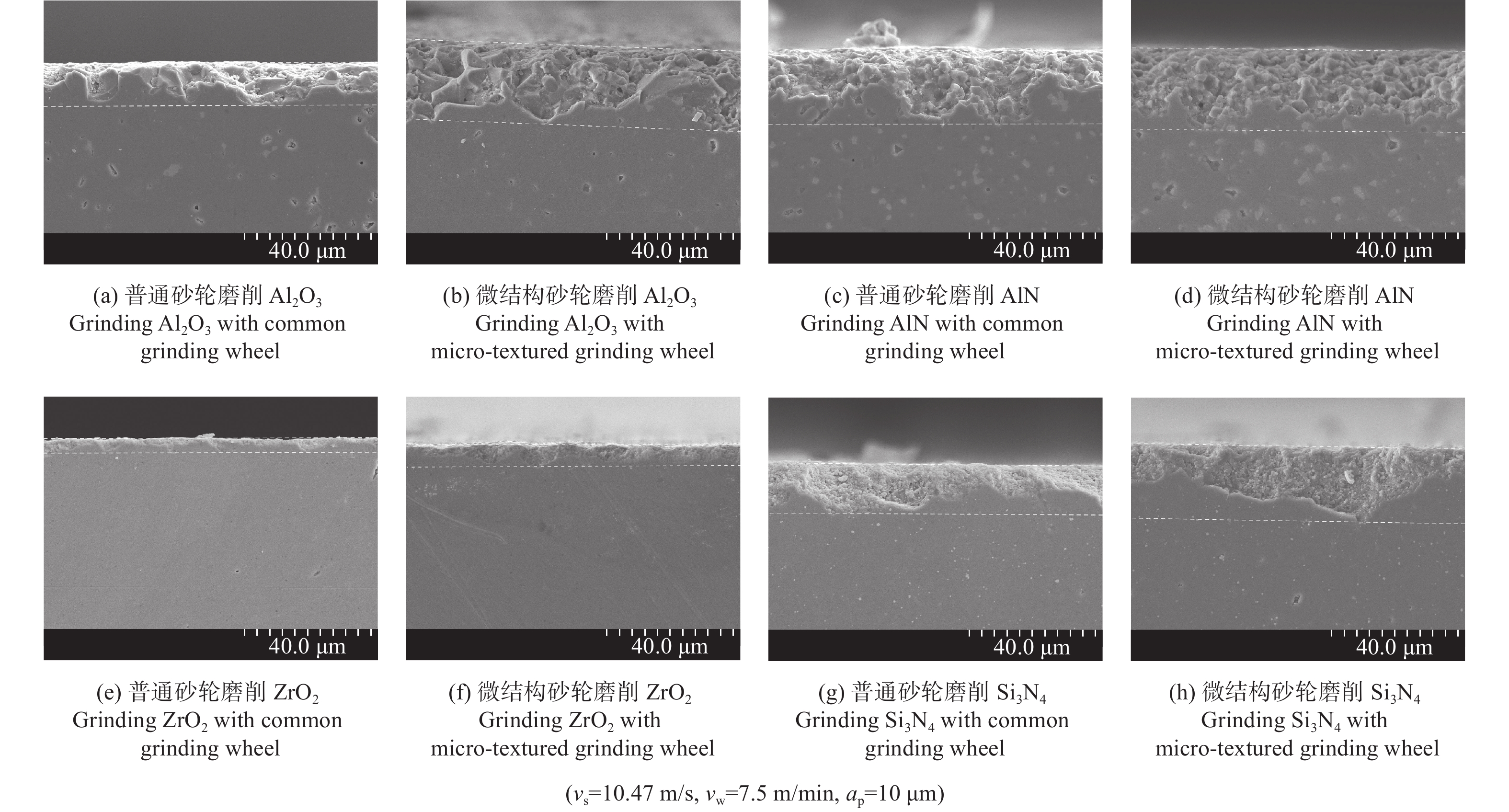
摘要:
基于阵列微孔的微结构砂轮和普通砂轮对氧化铝、氮化铝、氧化锆及氮化硅陶瓷材料的不同磨削性能,对比研究不同砂轮和不同陶瓷材料的磨削力、比磨削能、表面粗糙度及表面崩边特征。结果表明:相比普通砂轮,微结构砂轮提高了氧化铝、氮化铝及氧化锆陶瓷的磨削力和比磨削能,降低了表面粗糙度,而对氮化硅陶瓷的磨削力及表面粗糙度影响不明显;相比其他陶瓷,氮化硅陶瓷具有较高的磨削力和比磨削能。从磨削加工表面特征上看,氧化铝、氮化铝陶瓷以脆性去除方式为主,氧化锆以塑性去除为主,而氮化硅则兼具塑性和脆性去除特征;微结构砂轮加工表面崩边尺寸大于普通砂轮的崩边尺寸,氧化铝和氮化铝陶瓷的表面崩边尺寸明显大于氧化锆和氮化硅陶瓷的。
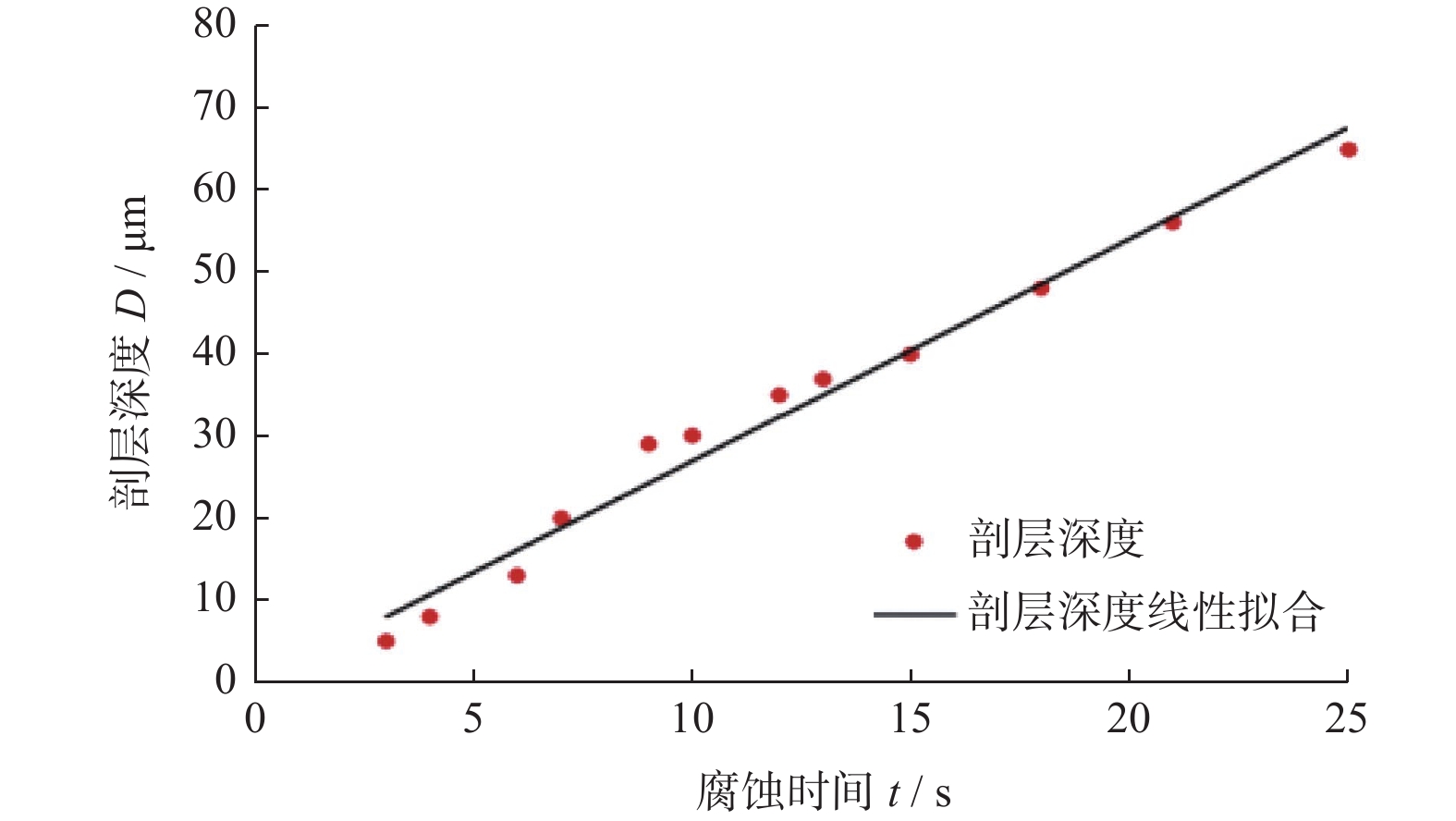
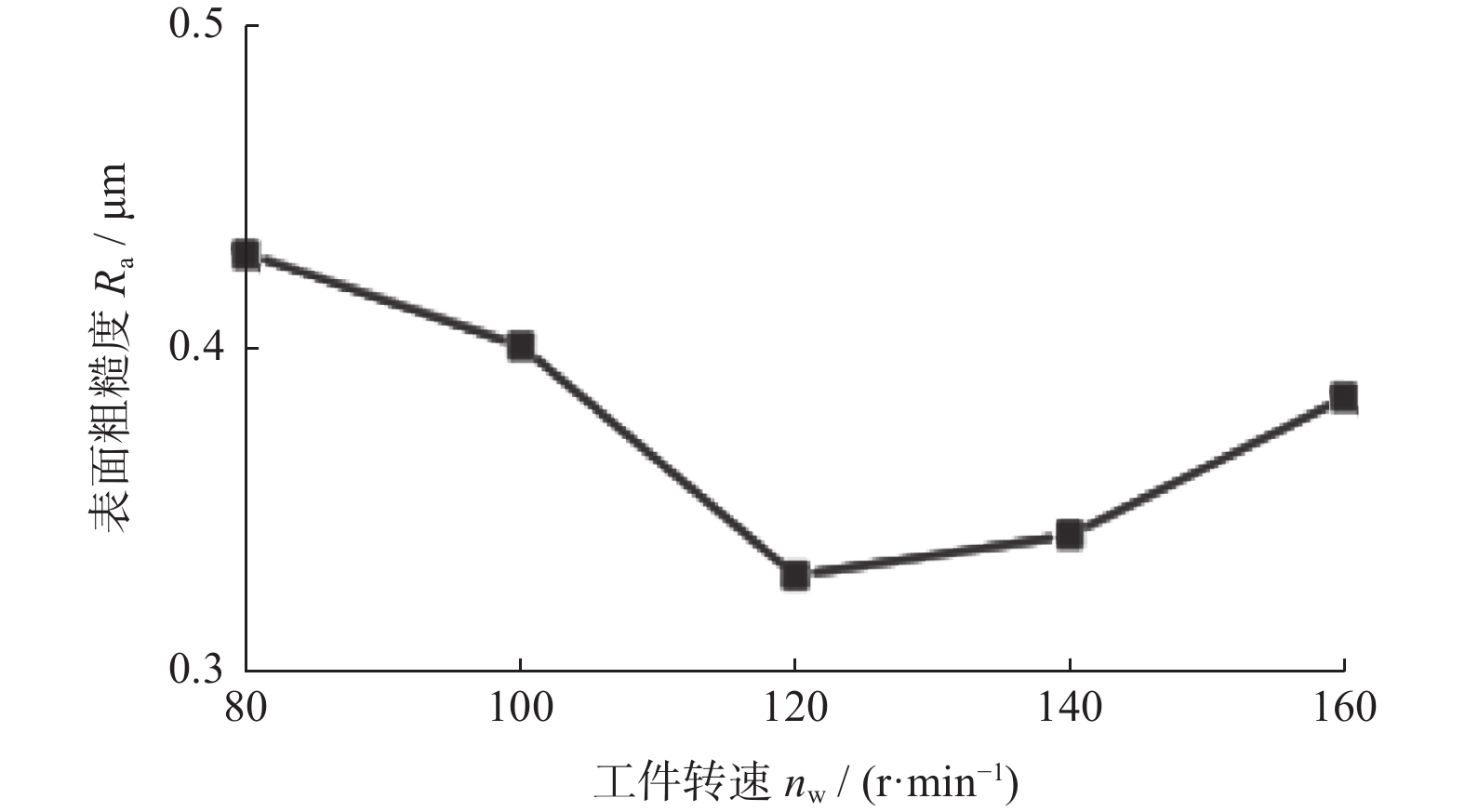
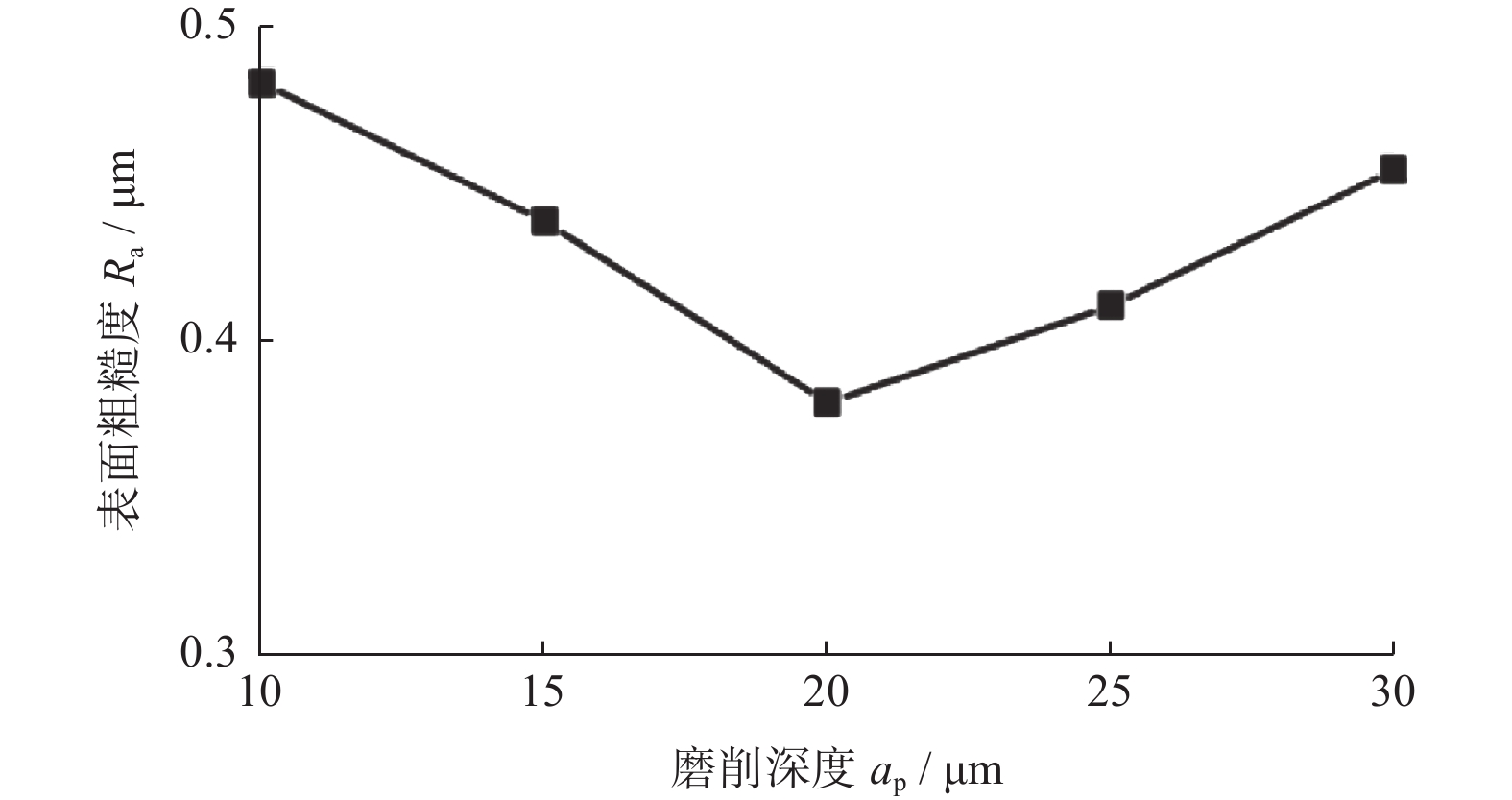
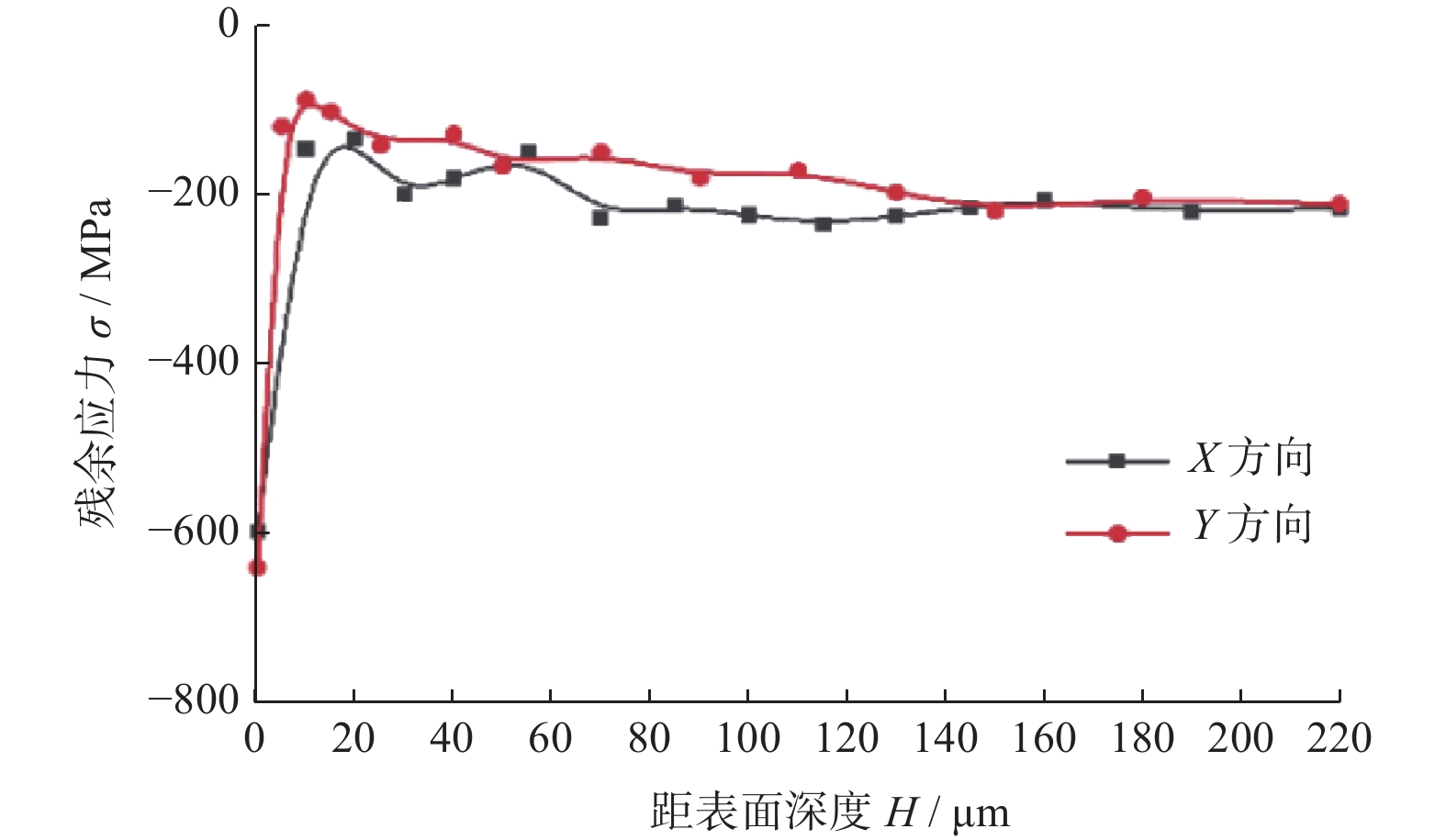
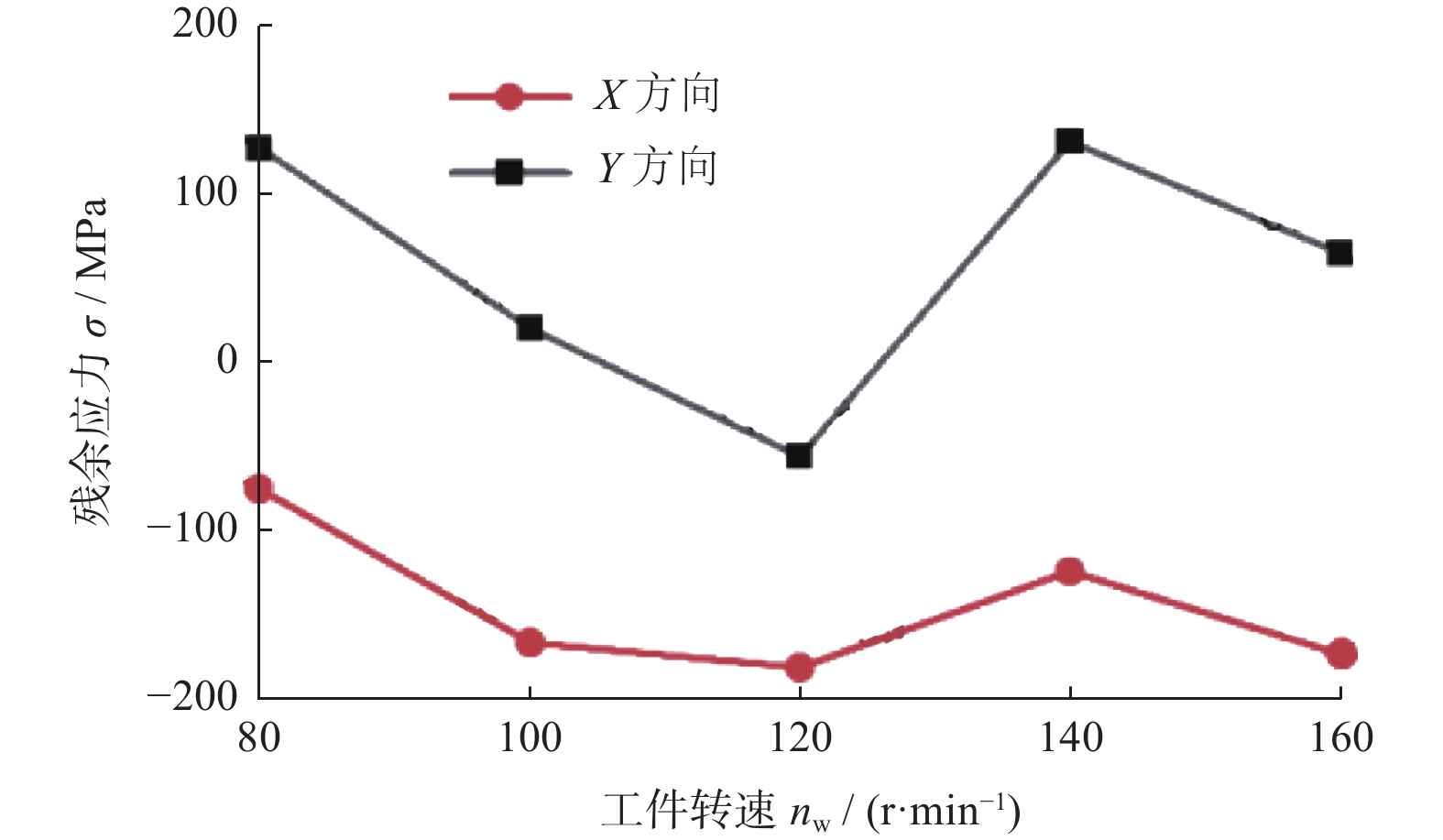
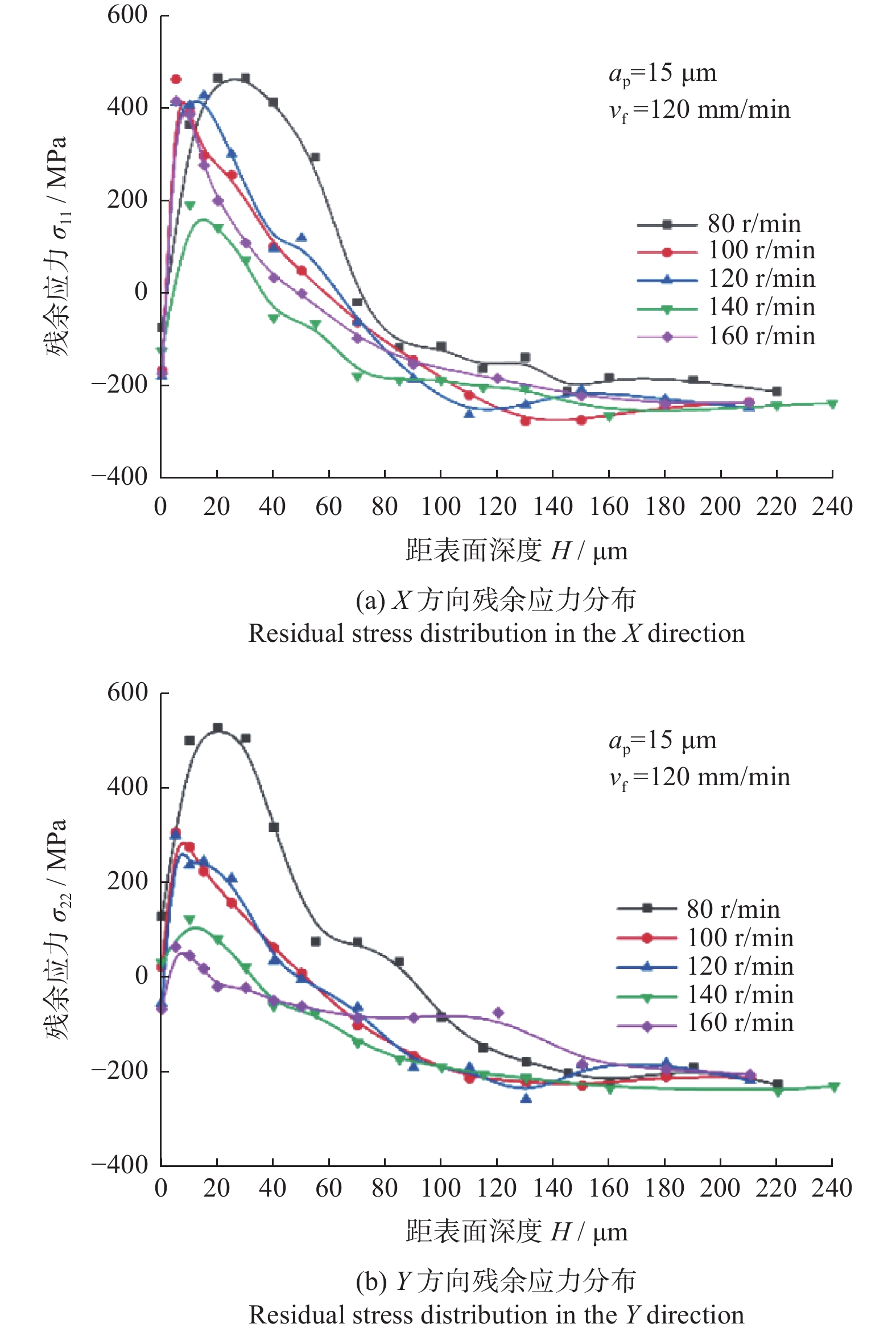
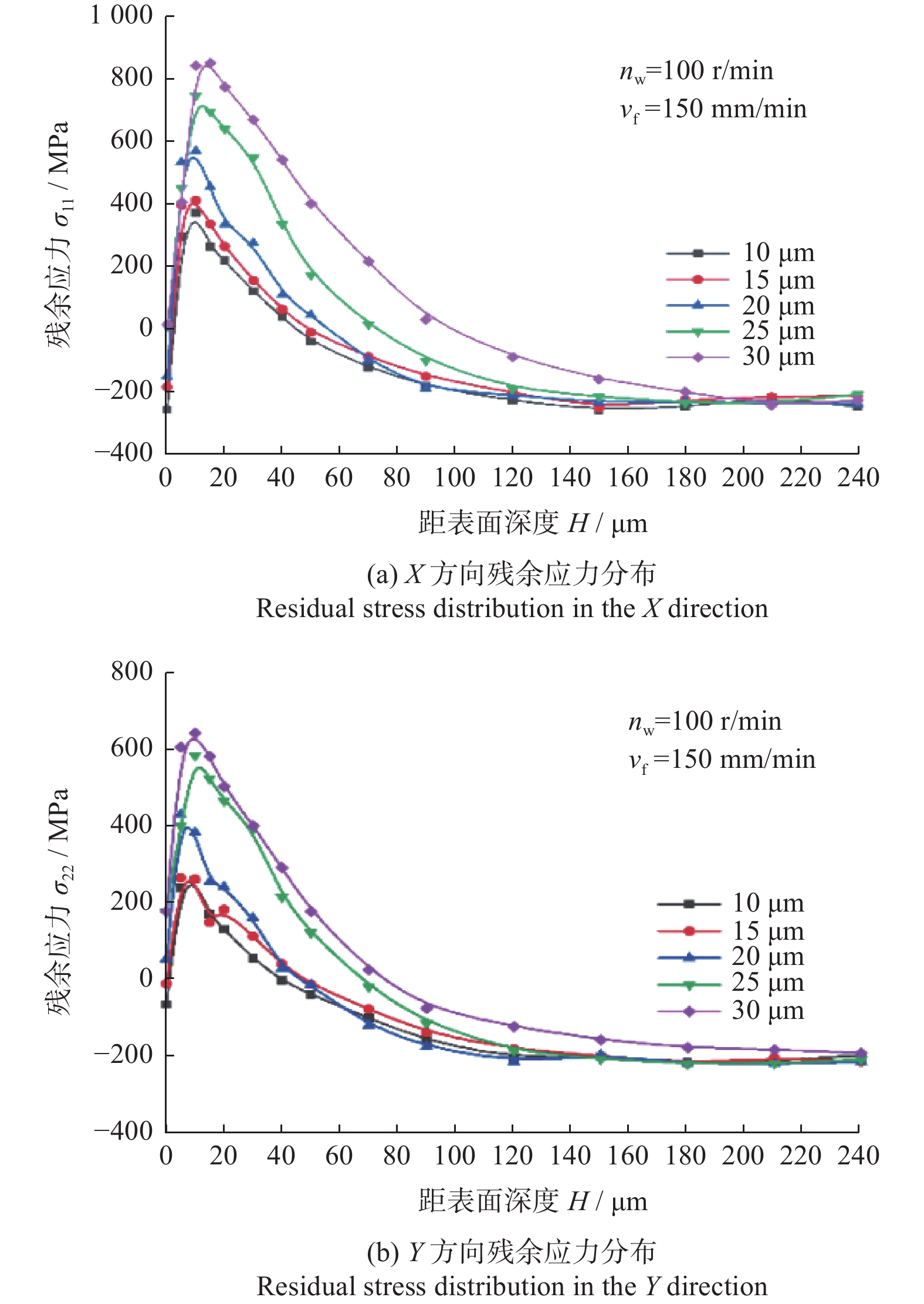
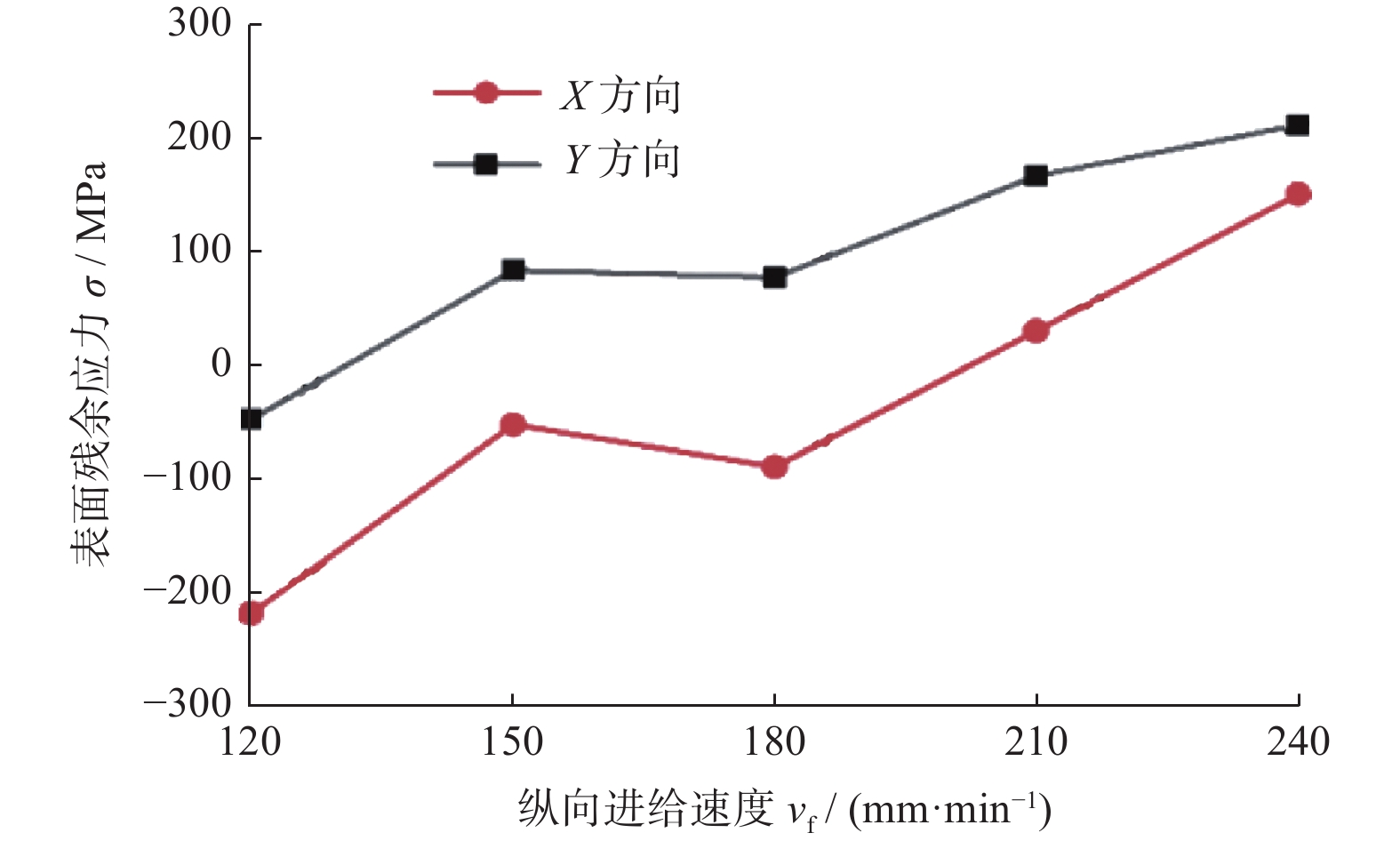
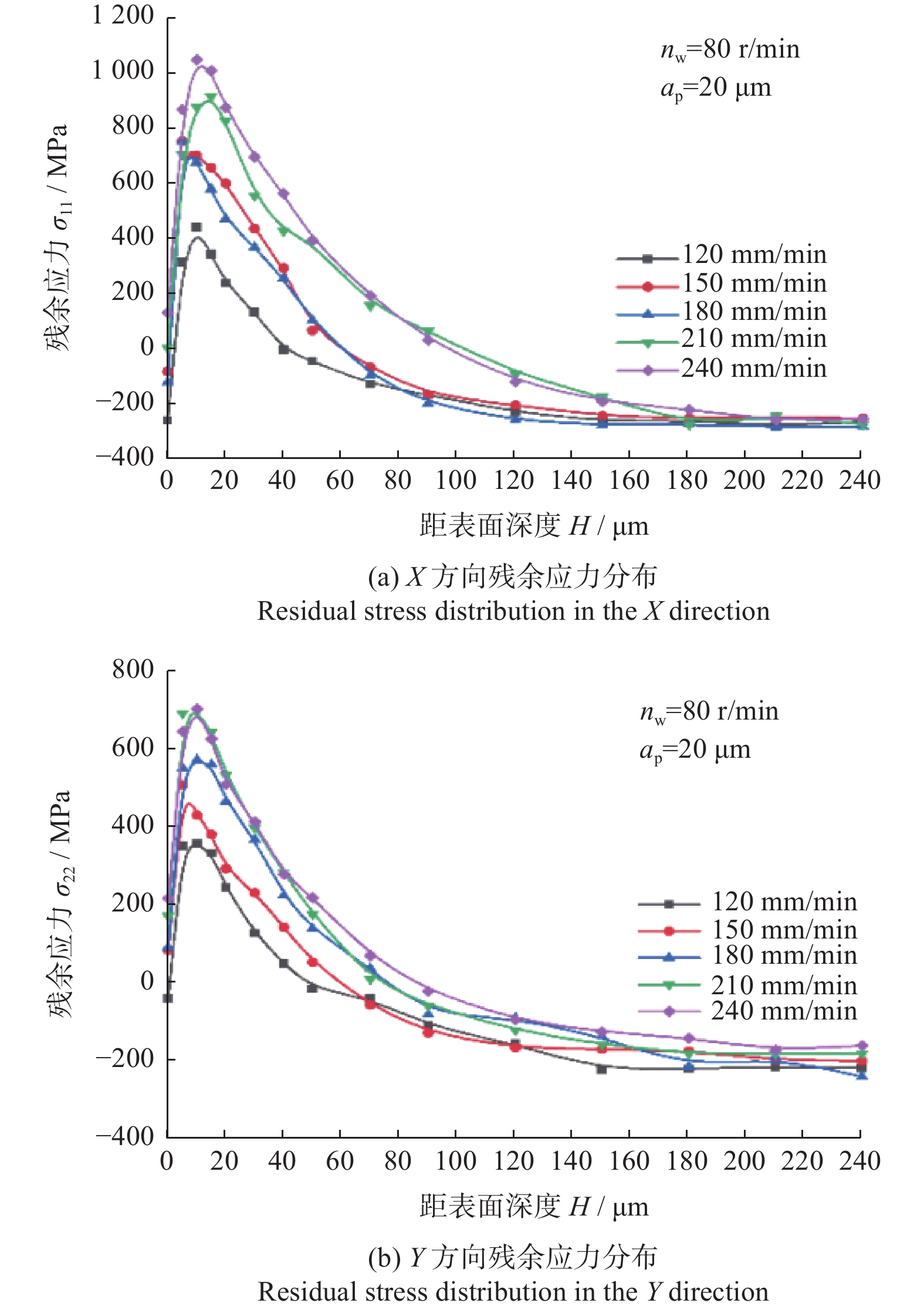
外圆纵向磨削工艺对18CrNiMo7–6钢表面完整性的影响
朱浩阳
,
郜伟
,
张银霞
,
王子乐
,
王栋
2022, 42(3): 300-306.
doi:
10.13394/j.cnki.jgszz.2021.0203
摘要
(
825
)
HTML
(
422
)
PDF 4604KB
(
41
)
施引文献
(
)
摘要:
为了探究工件转速
n
w
、磨削深度
a
p
和纵向进给速度
v
f
等磨削工艺参数对18CrNiMo7–6钢表面粗糙度和表层残余应力的影响,用端面外圆磨床开展其单因素外圆纵向磨削试验。结果表明:随着
n
w
的增大,工件表面粗糙度
R
a
先减小后增大,当
n
w
为120 r/min时,
R
a
达到最小值,此时工件表面的残余压应力最大;当
n
w
大于120 r/min时,工件表面残余应力出现起伏。随着
a
p
的增大,工件表面粗糙度
R
a
先减小后增大,工件表面残余拉应力随着磨削深度的增大而增大。随着
v
f
的增大,工件表面粗糙度
R
a
先减小后增大,当
v
f
为210 mm/min时,
R
a
值最小;且随
v
f
的增大,工件表面残余压应力逐渐减小,并最终转变为逐渐增大的残余拉应力。
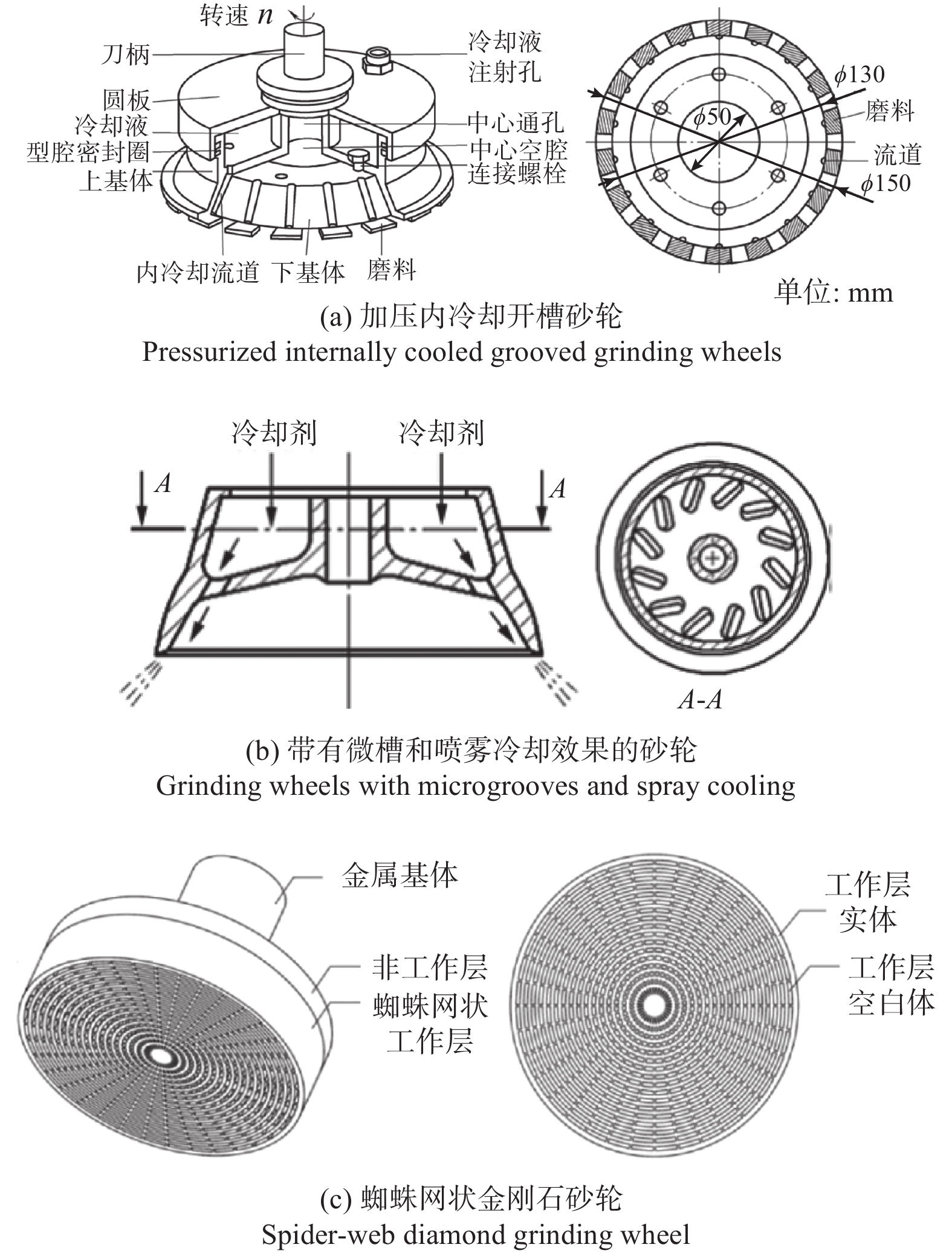
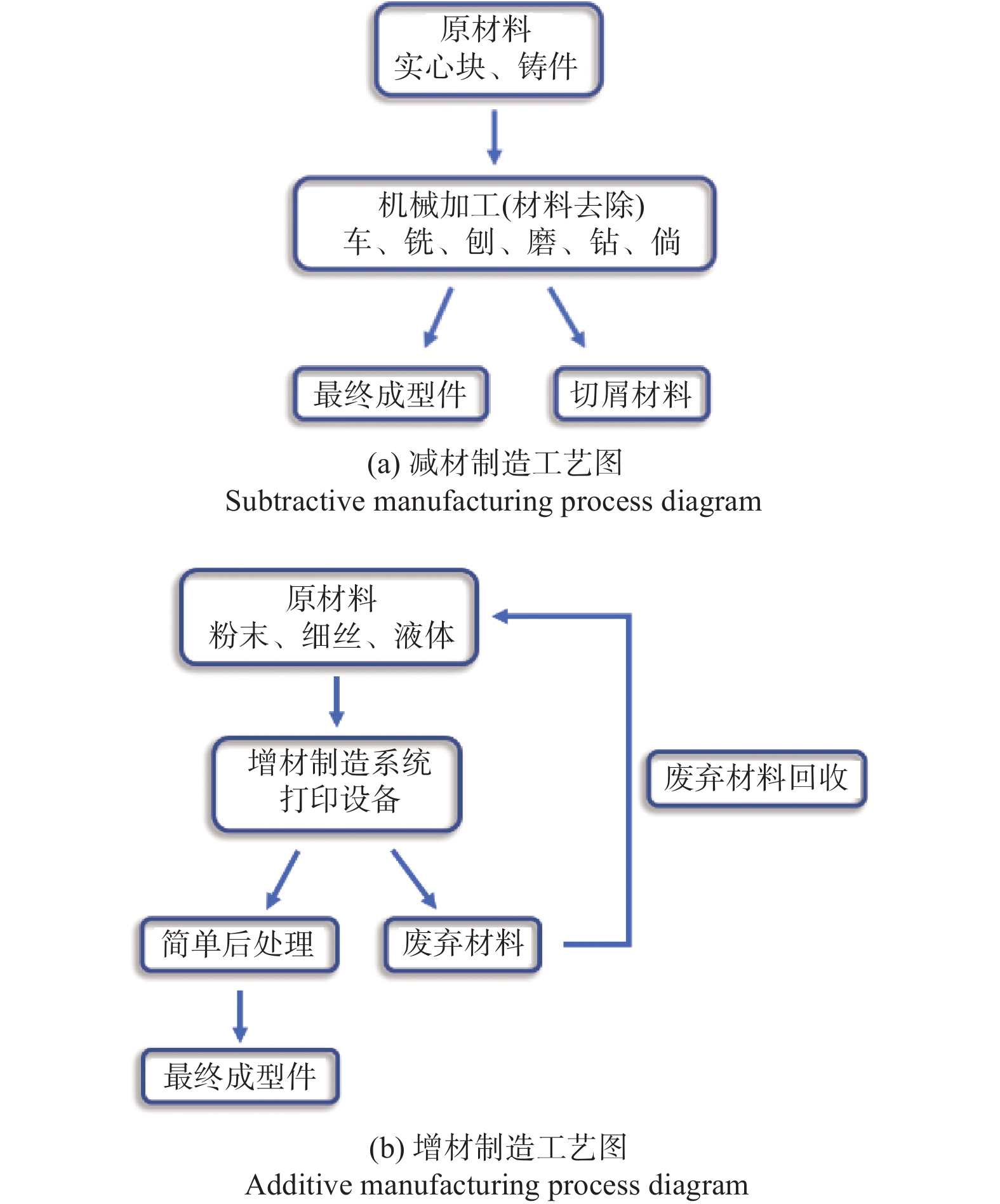
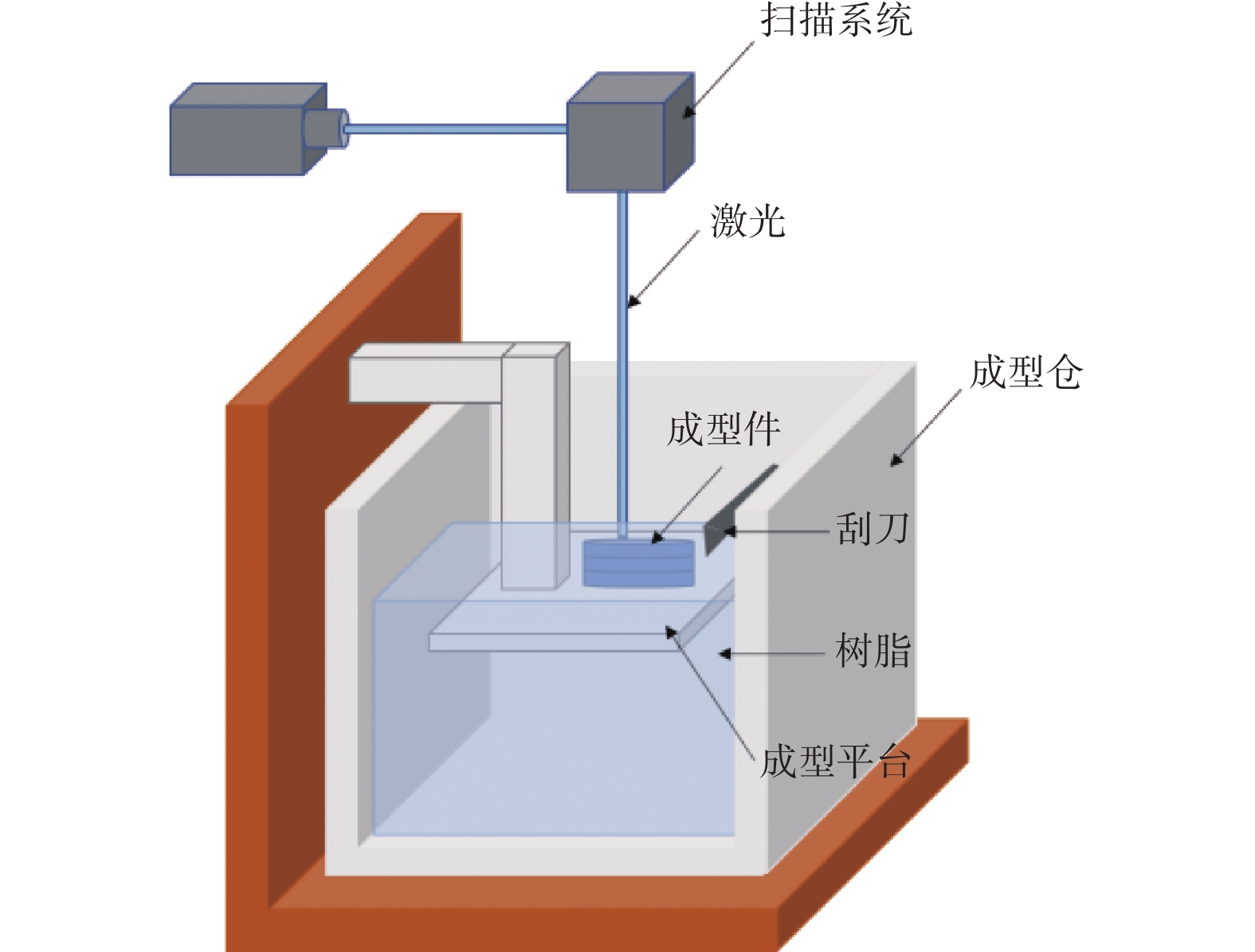
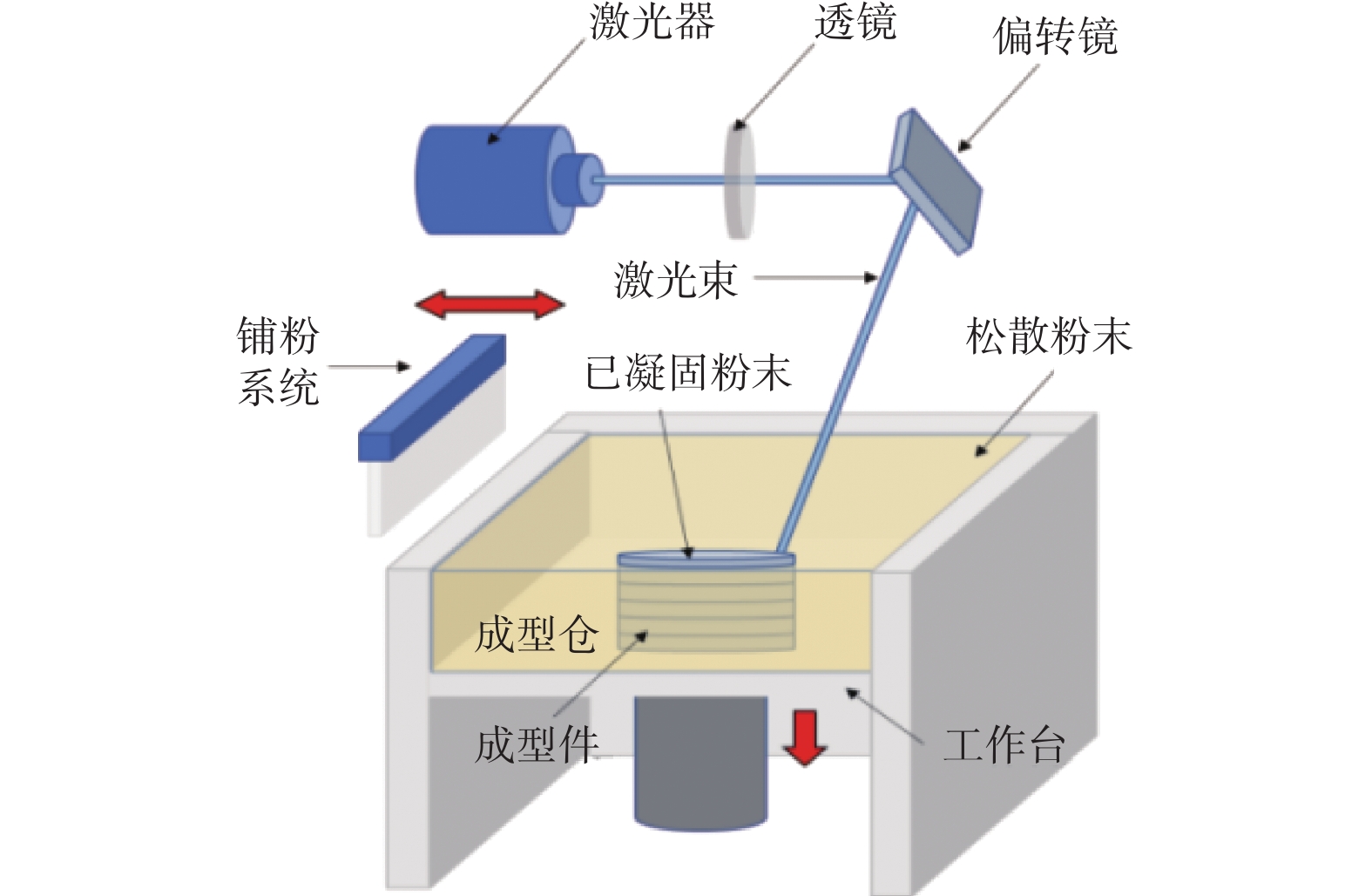
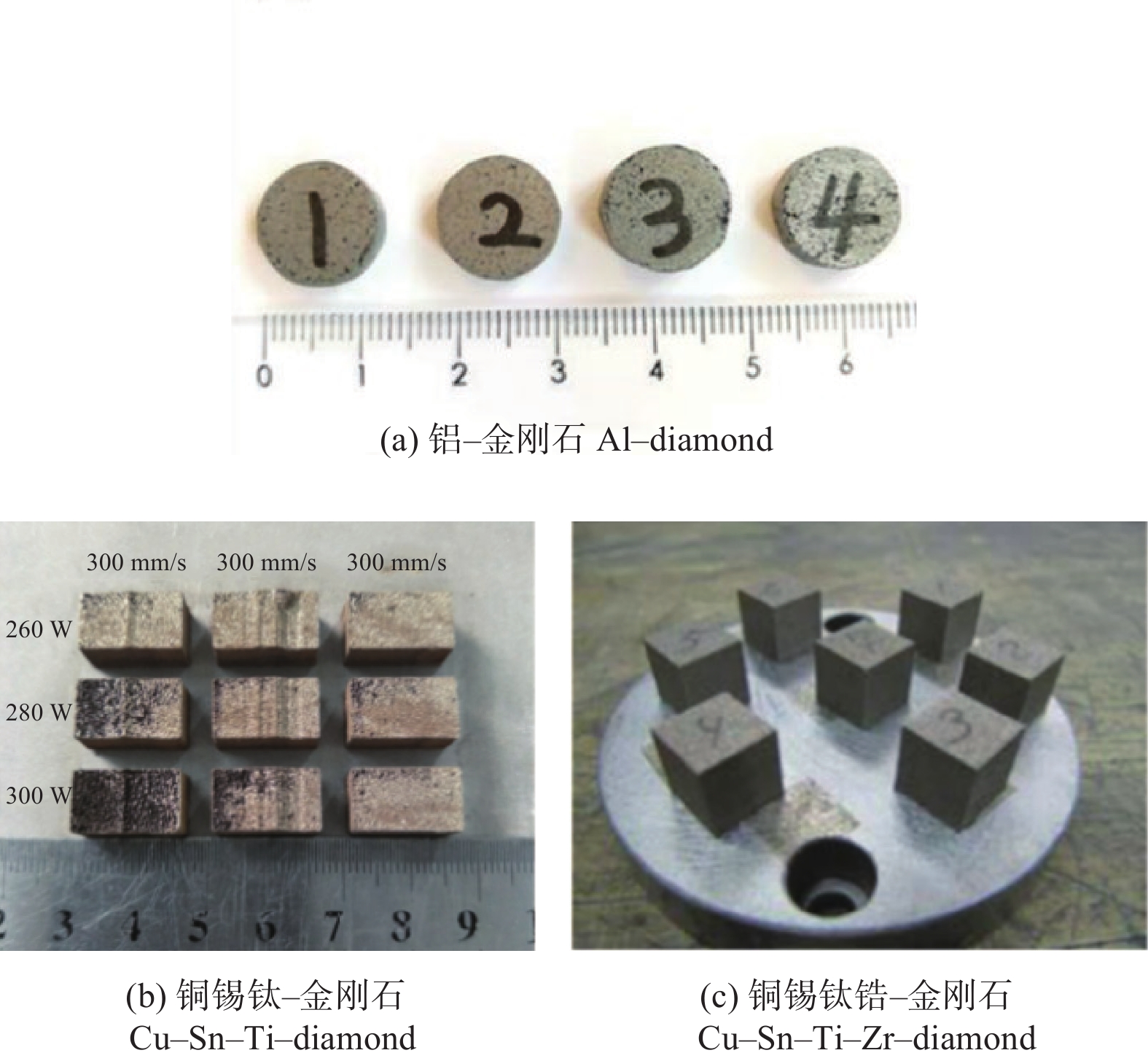
金刚石磨粒工具增材制造技术现状及展望
王建宇
,
黄国钦
2022, 42(3): 307-316.
doi:
10.13394/j.cnki.jgszz.2022.0007
摘要
(
2245
)
HTML
(
920
)
PDF 4958KB
(
170
)
施引文献
(
)
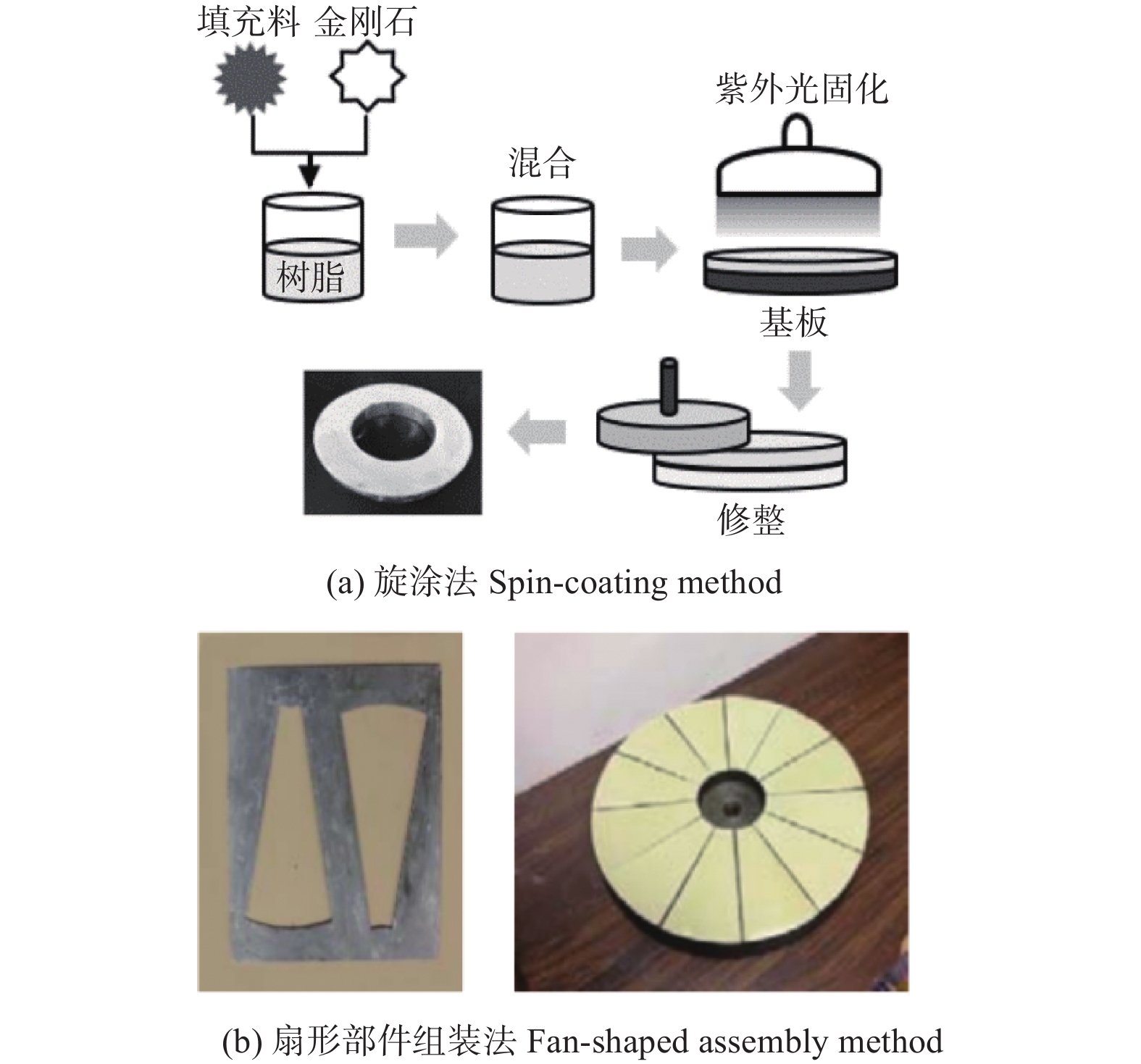
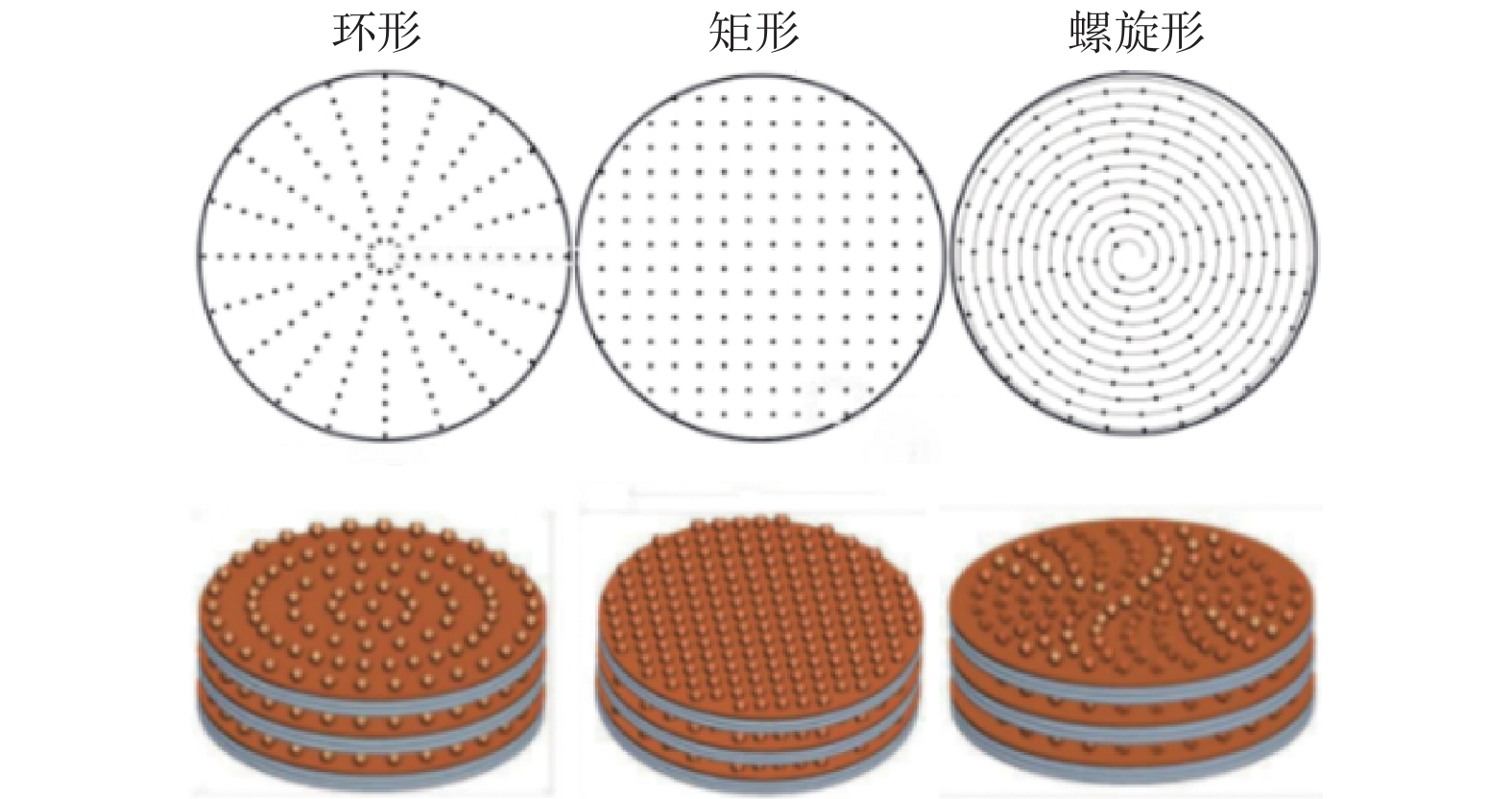
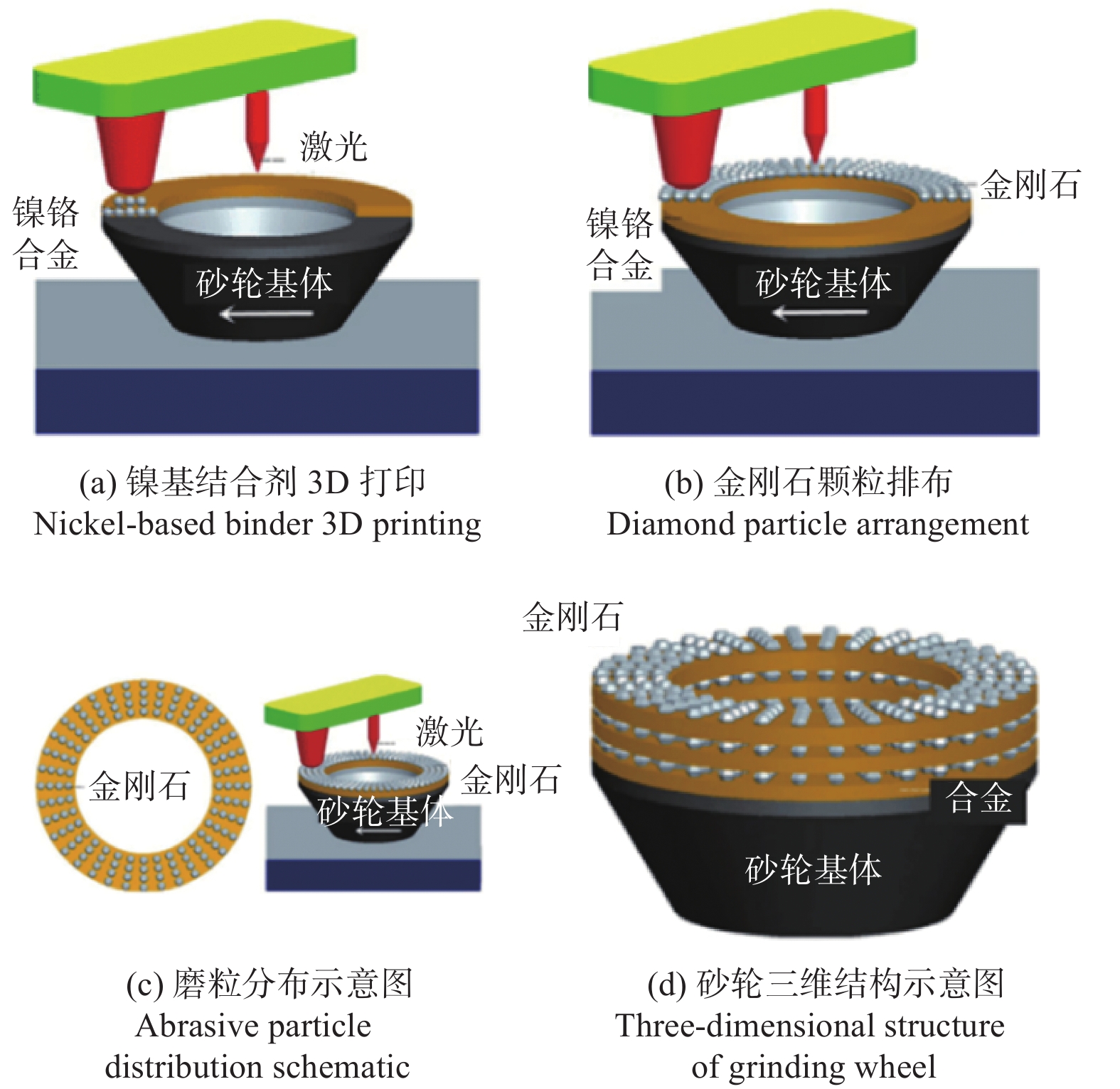
摘要:
金刚石磨粒工具是工程陶瓷、玻璃、半导体等硬脆材料高效精密加工的重要手段。日益提升的零件制造质量、成型要求和加工效率给金刚石磨粒工具带来了巨大挑战,工具结构改进已成为应对这一挑战的关键,但却给工具制造带来了难题。近年来,增材制造技术因其优异的复杂结构成型能力而备受关注。采用增材制造技术进行金刚石磨粒工具制备也已被业界视为解决复杂结构磨具高效成型的潜在手段并成为研究热点。立足于目前已有的相关研究报道,以光固化成型技术(SLA)、选择性激光烧结技术(SLS)、激光选区熔化技术(SLM)为主,总结现有增材制造技术在金刚石磨粒工具制备方面的研究进展,分析其在制造工艺上的不同特点,并对未来利用该类技术制备金刚石磨粒工具进行展望与建议。
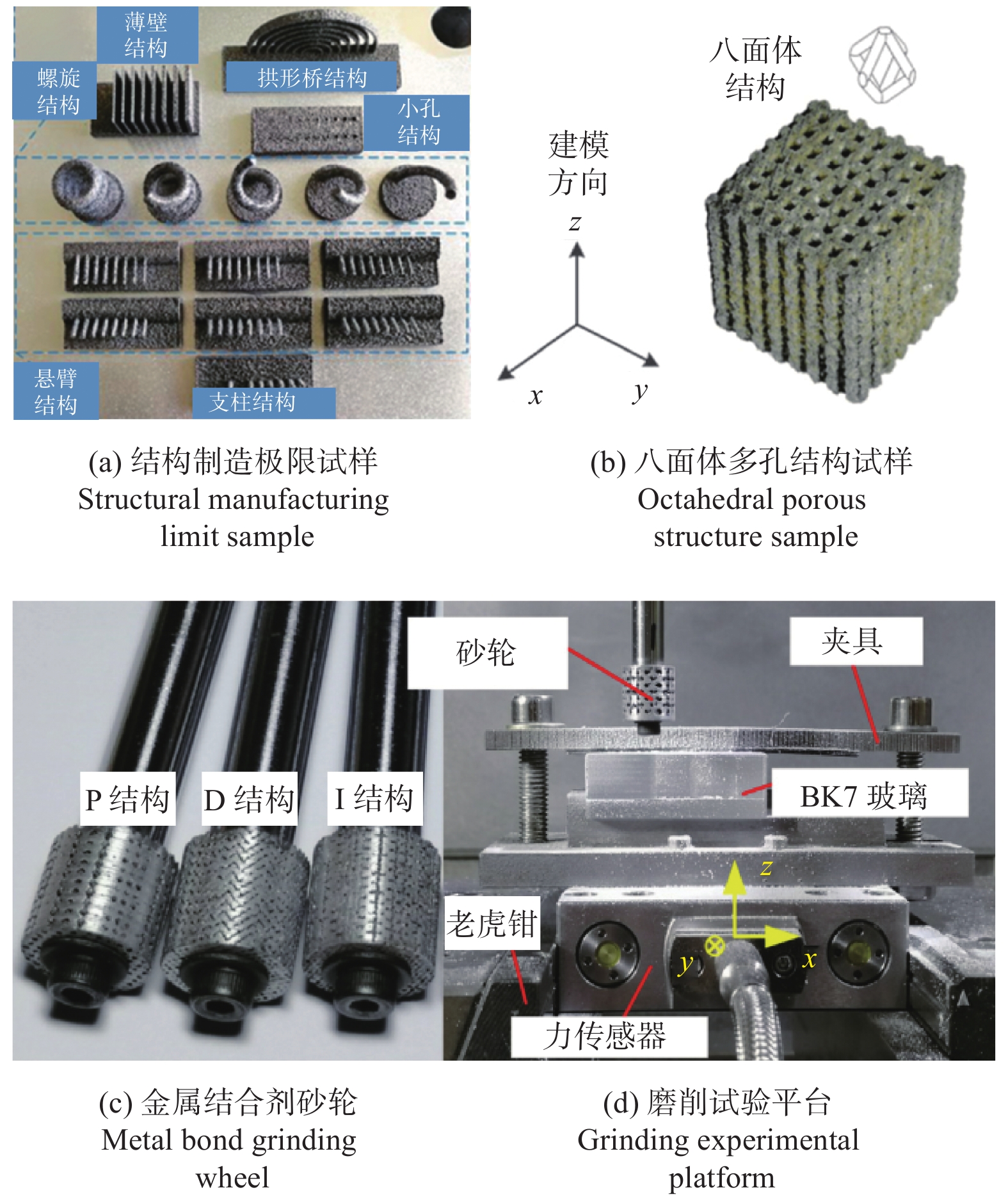
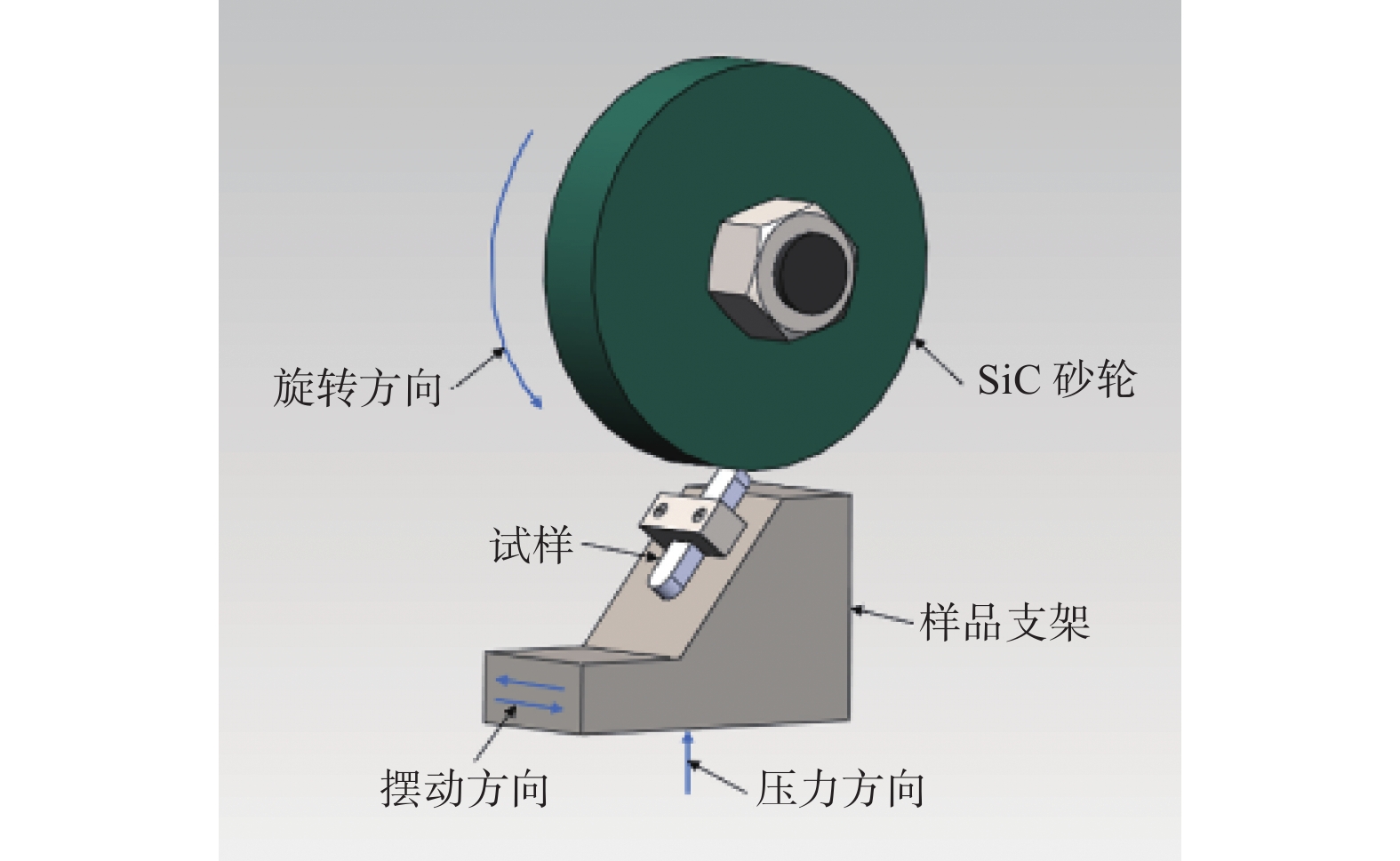
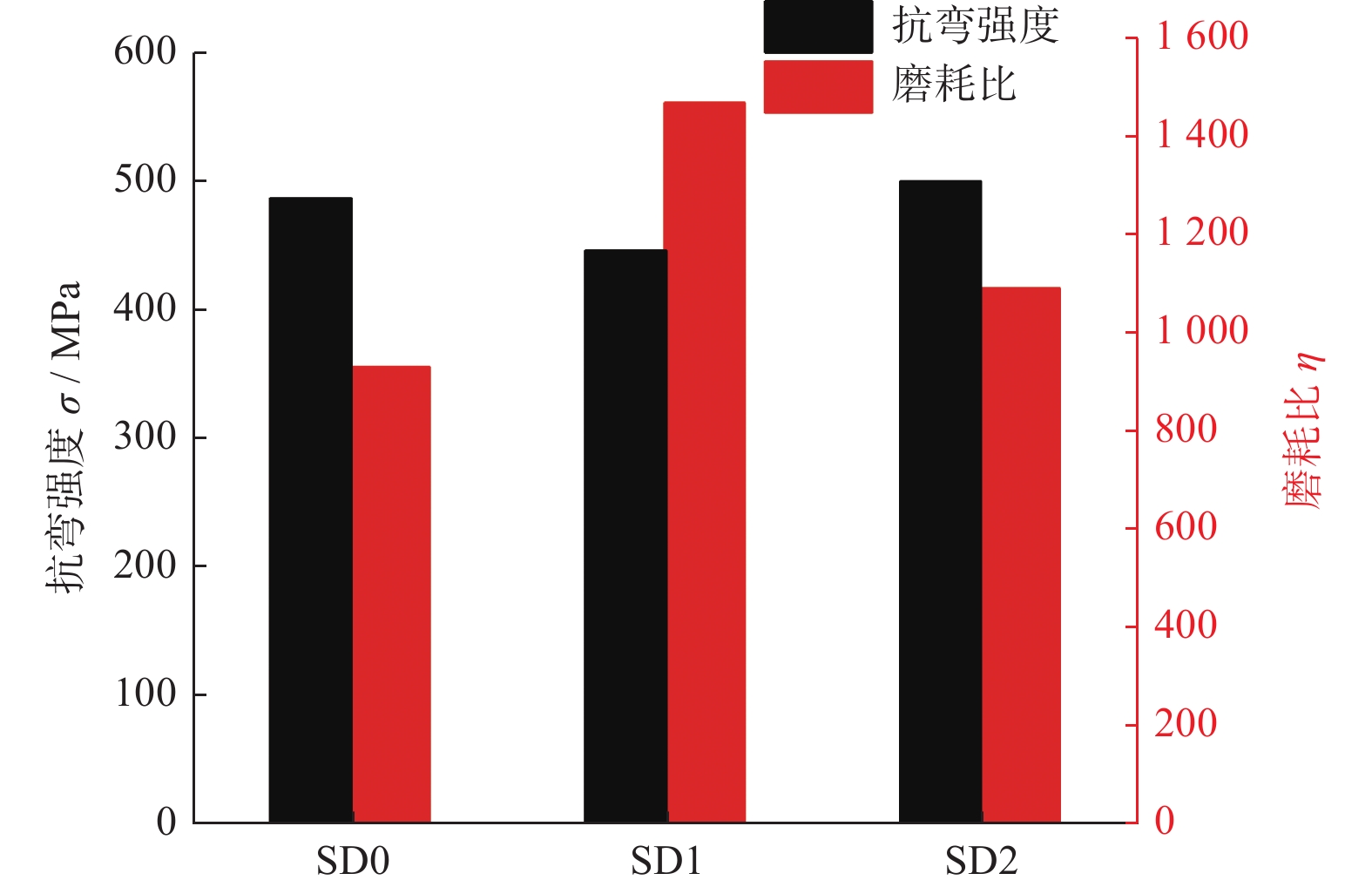
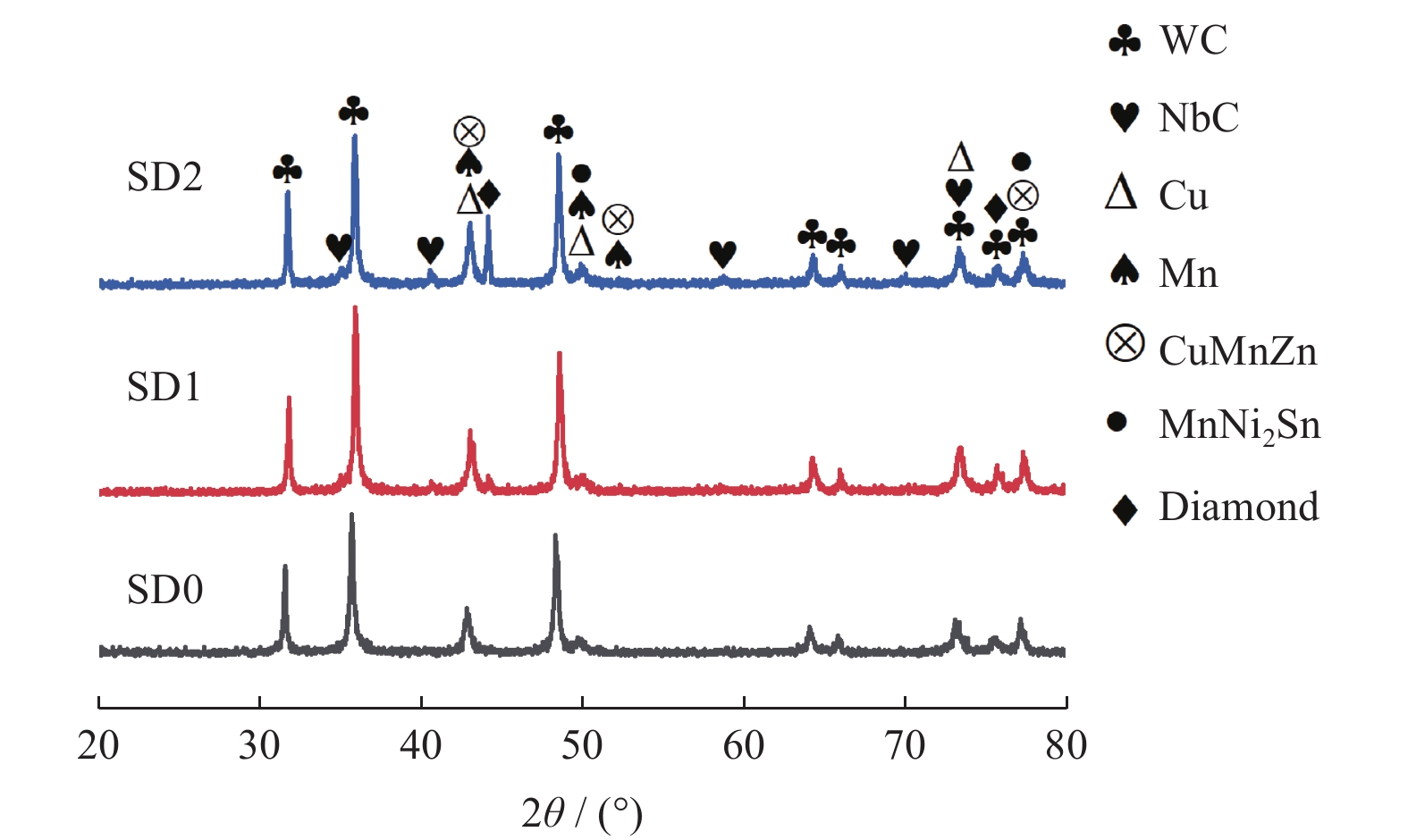
多元纳米颗粒强化WC–青铜基金刚石钻头胎体材料
常思
,
刘宝昌
,
戴文昊
,
涅斯科罗姆尼赫·维亚切斯拉夫
,
佩特涅夫·帕维尔
,
波波娃·玛丽娜
2022, 42(3): 317-324.
doi:
10.13394/j.cnki.jgszz.2021.3003
摘要
(
955
)
HTML
(
403
)
PDF 4028KB
(
37
)
施引文献
(
)
摘要:
为提高孕镶金刚石钻头胎体性能,使其更好地满足钻探需求,向WC–青铜基胎体材料中加入纳米NbC和纳米WC颗粒,研究其对胎体力学性能、微观结构的影响。利用配方均匀设计法、回归分析和规划求解得到纳米颗粒的最优添加量,并烧制钻头开展室内钻进试验。结果表明:加入纳米NbC和纳米WC后,WC–青铜基胎体材料的硬度和抗弯强度最高提高25.23%和5.73%;含金刚石的胎体材料的耐磨性明显增强,其磨耗比最高升高57.4%;金刚石与胎体之间结合得更加紧密。纳米颗粒强化后的孕镶金刚石钻头的机械钻速提高19.63%,单位进尺工作层消耗减少32.84%,说明纳米颗粒能强化孕镶金刚石钻头,提高其钻进效率,并延长钻头寿命。
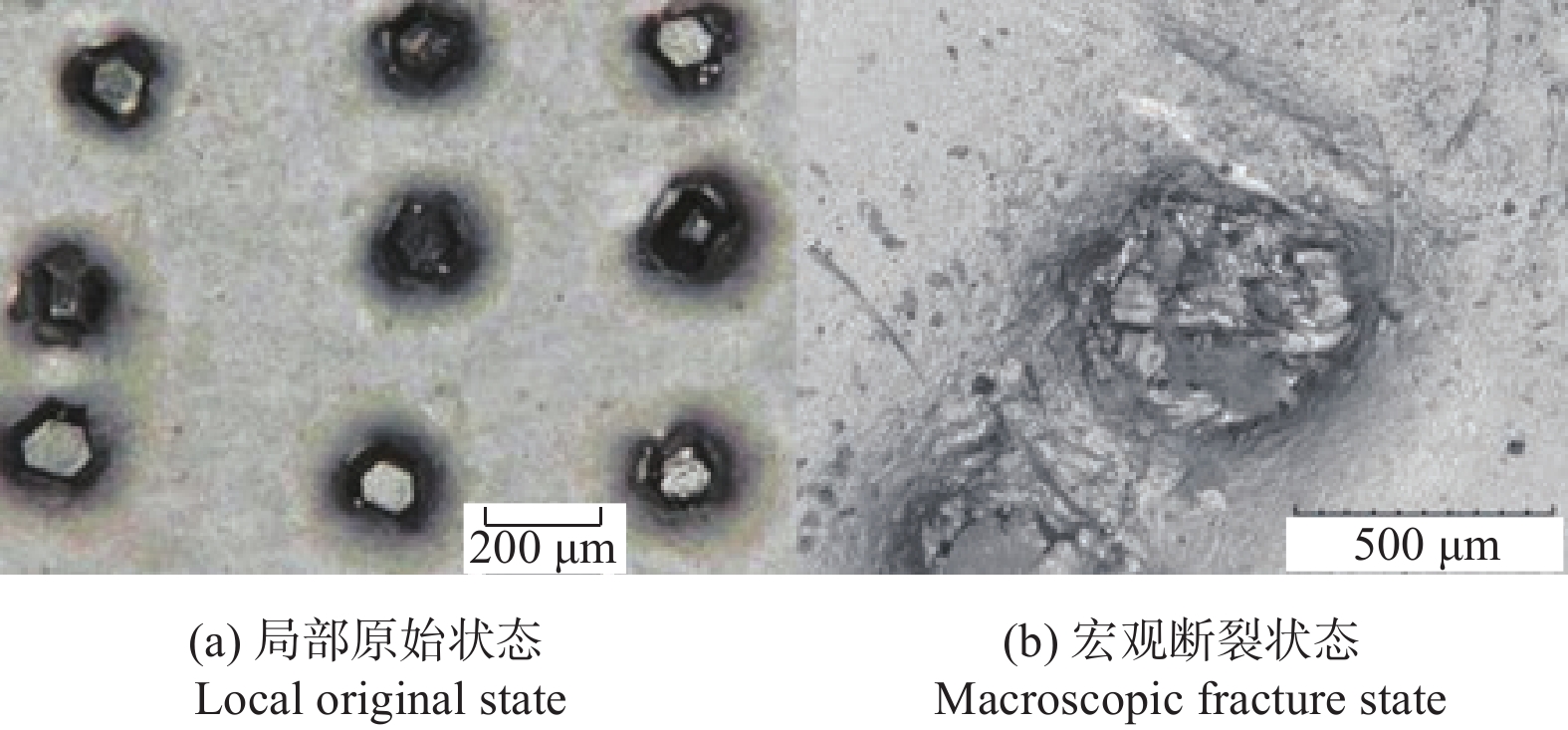
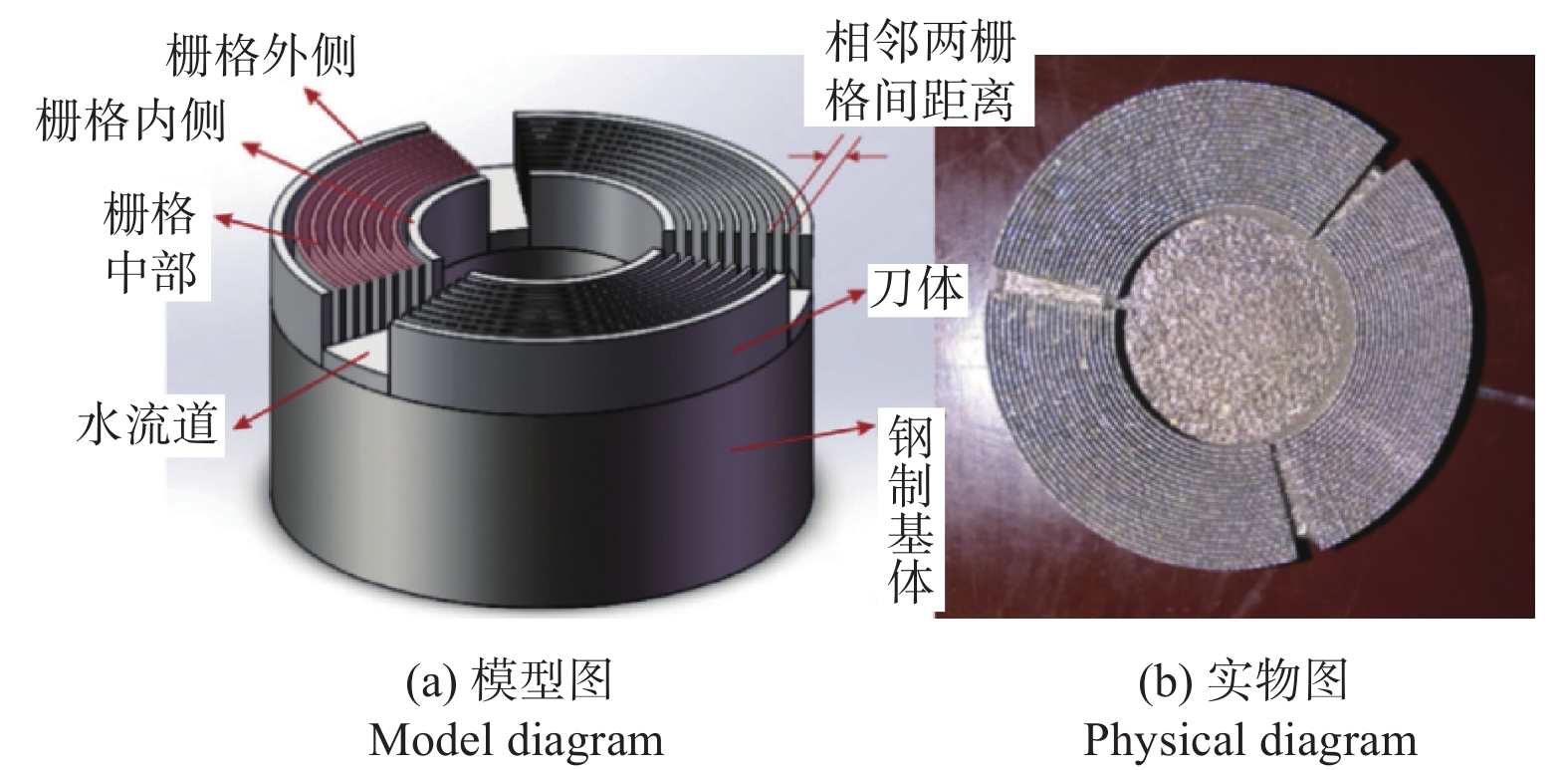
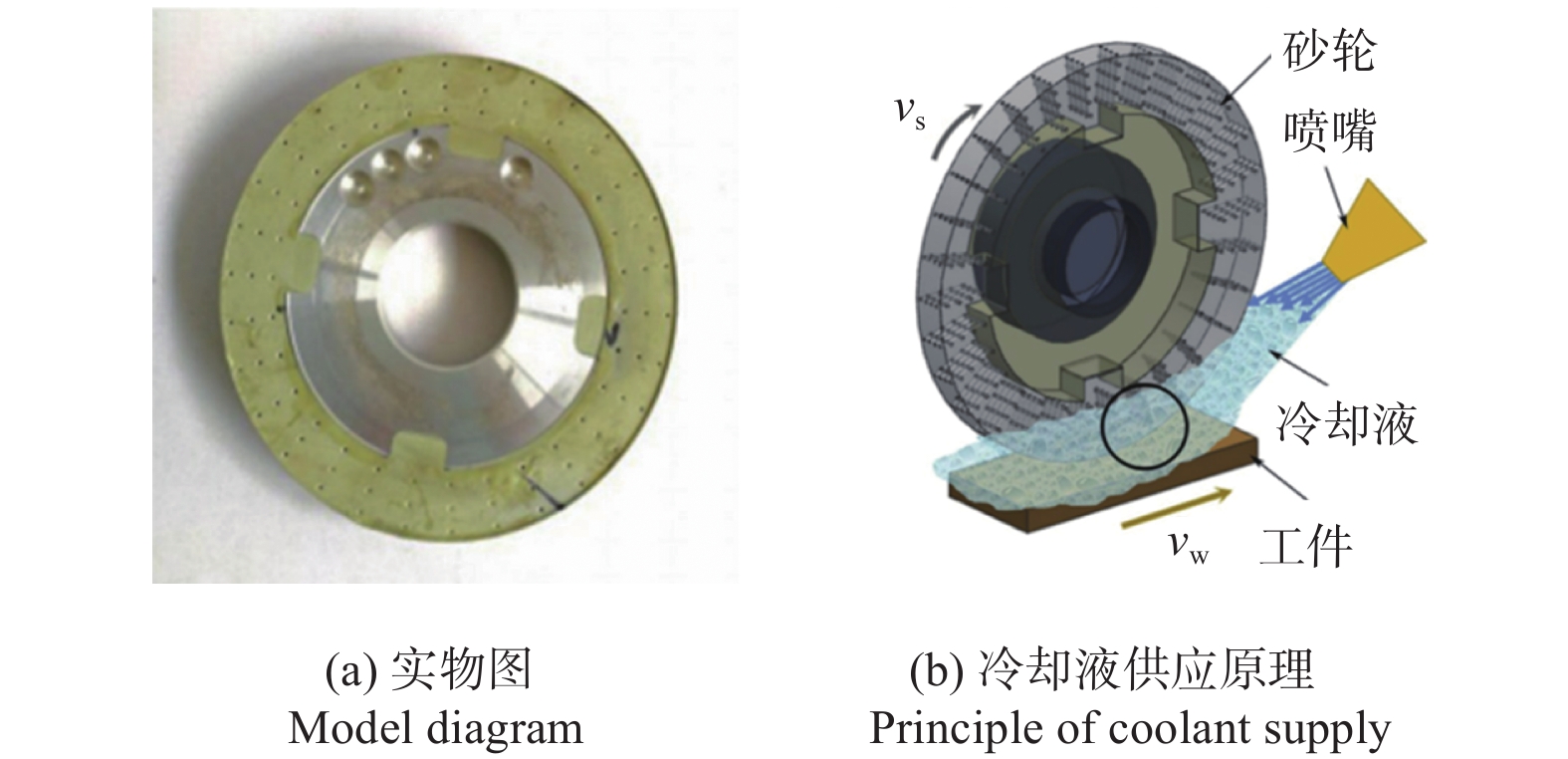
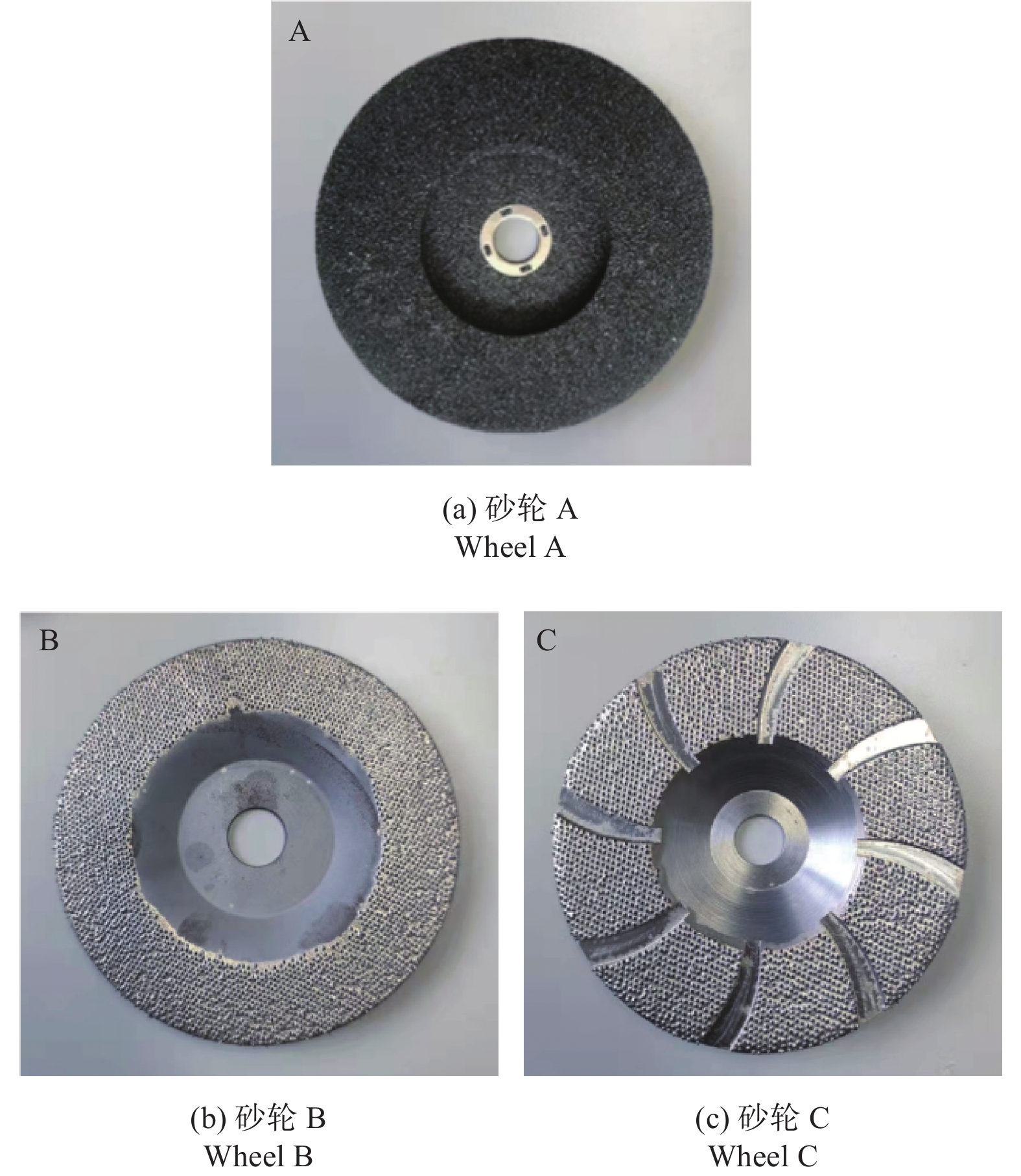
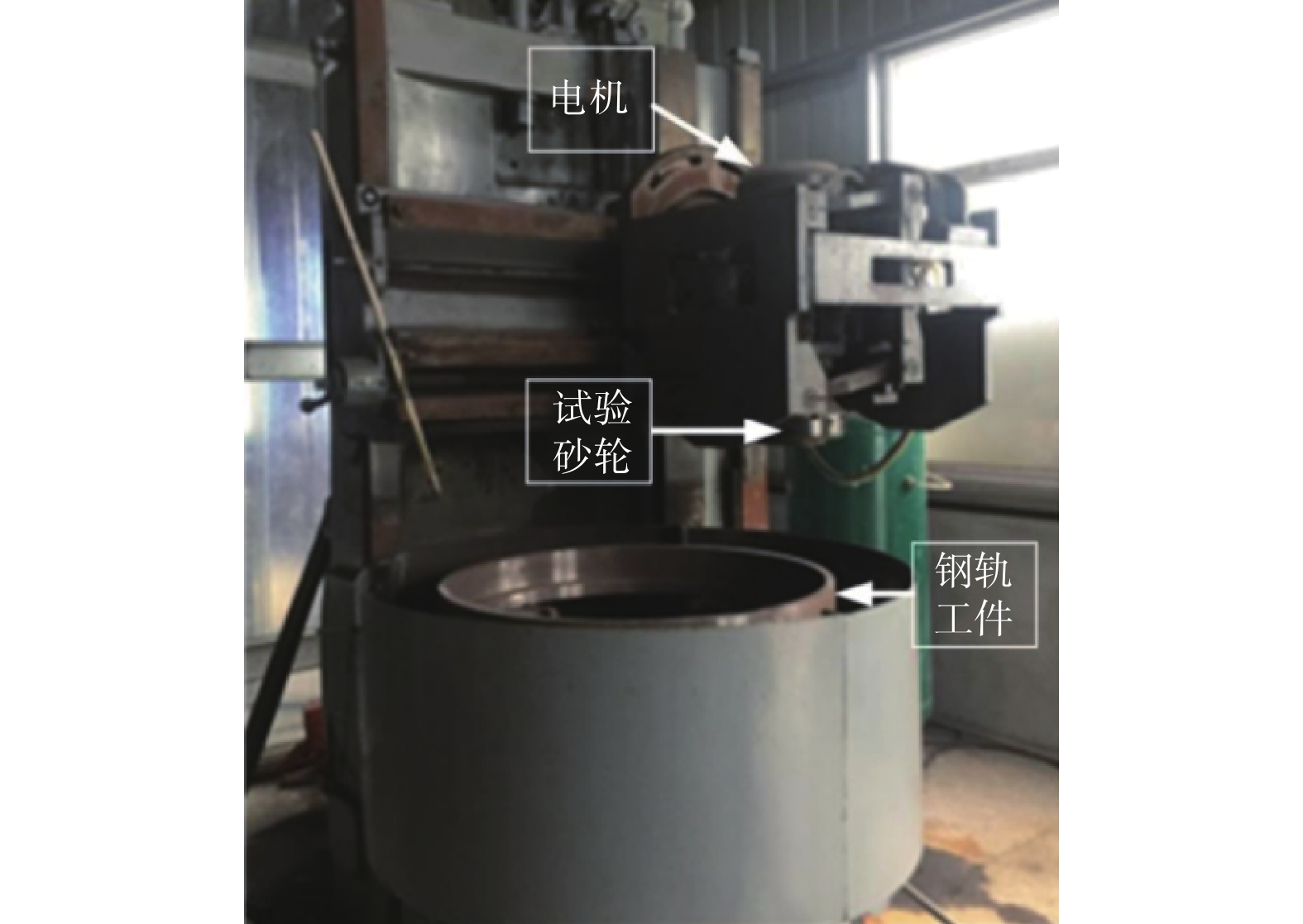
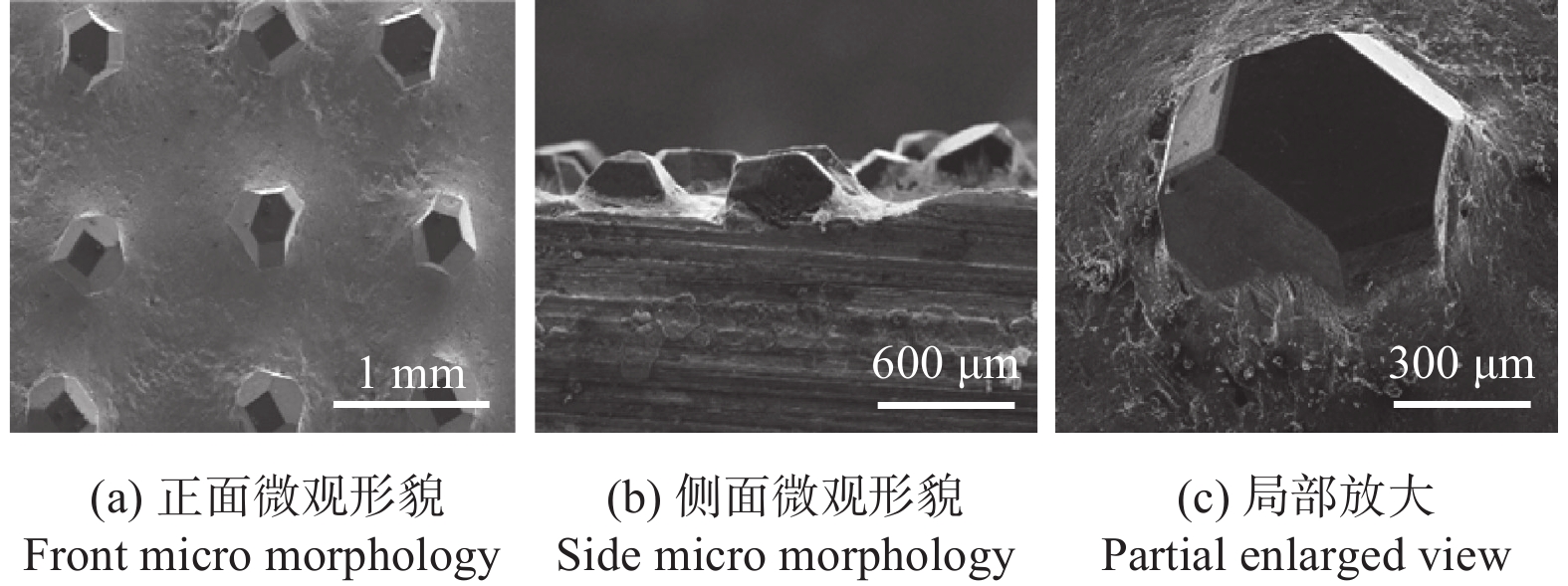
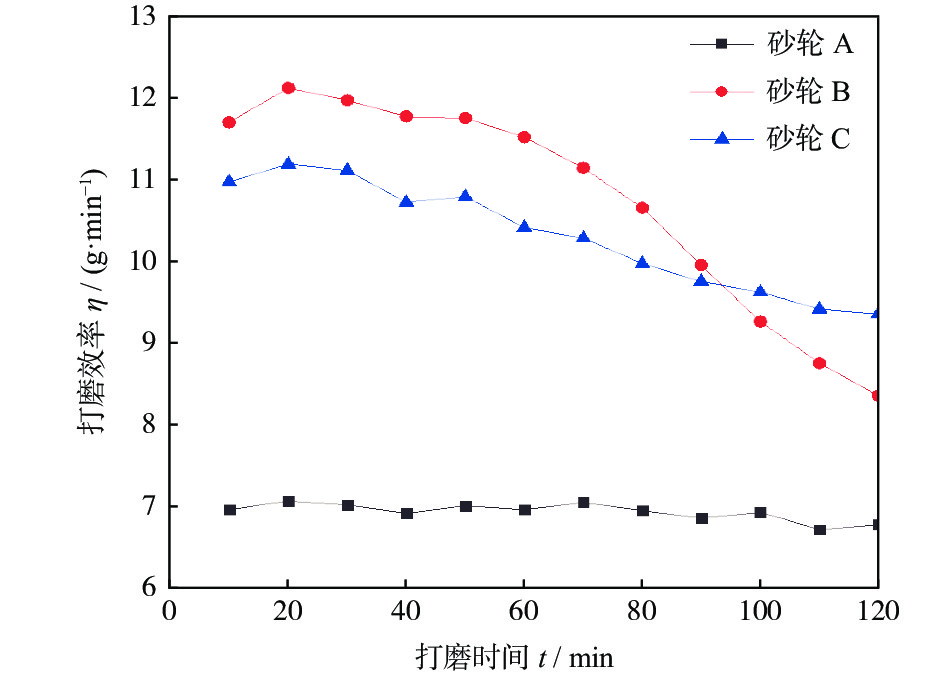
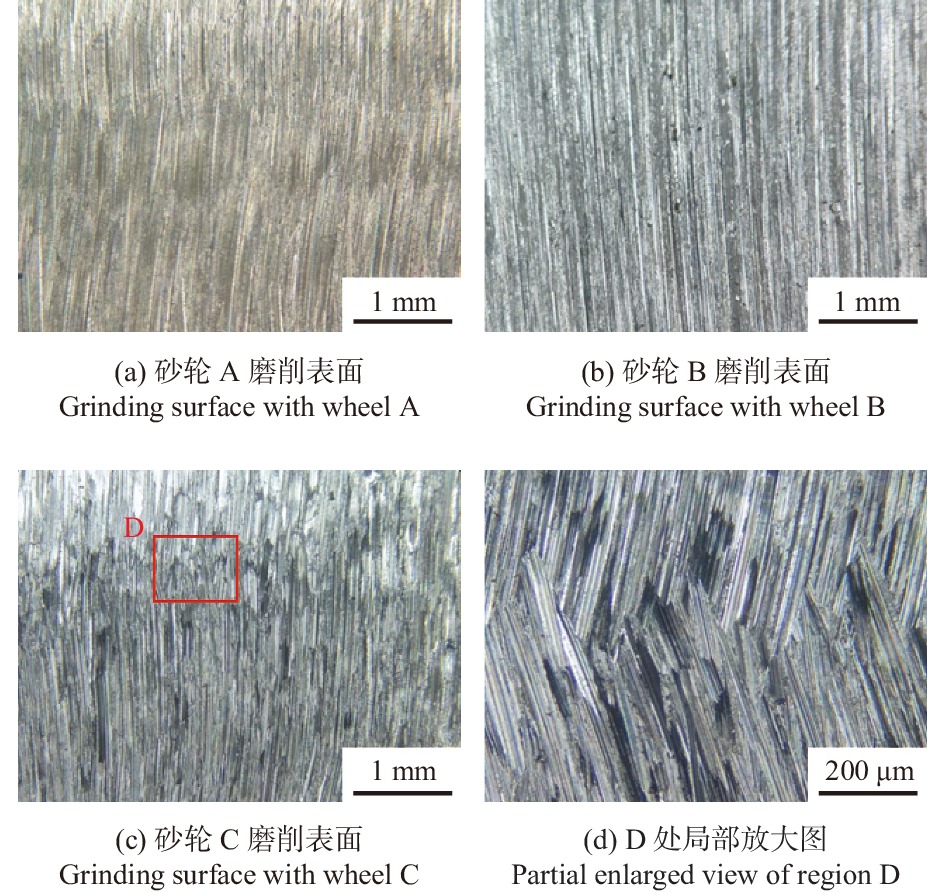
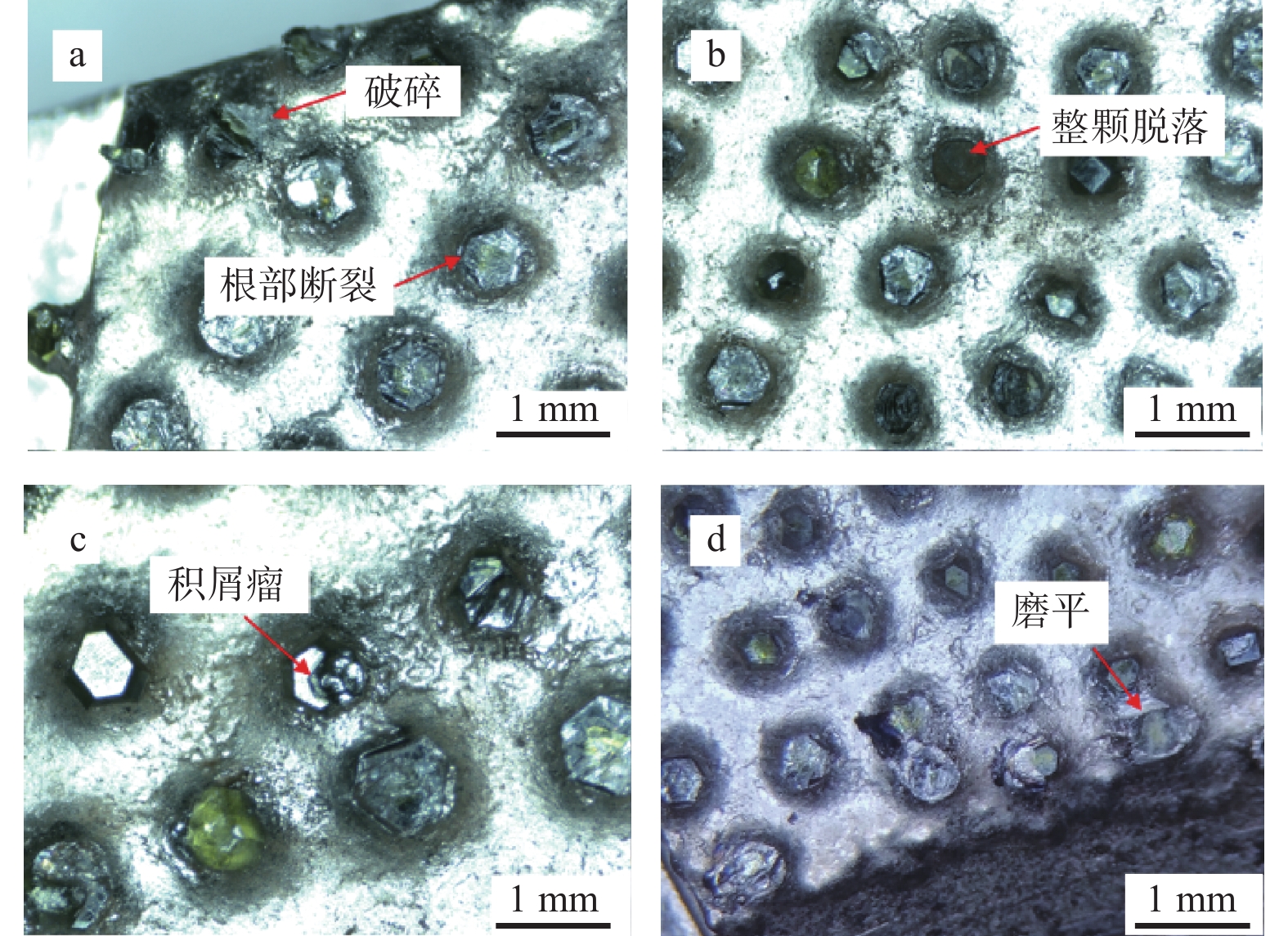
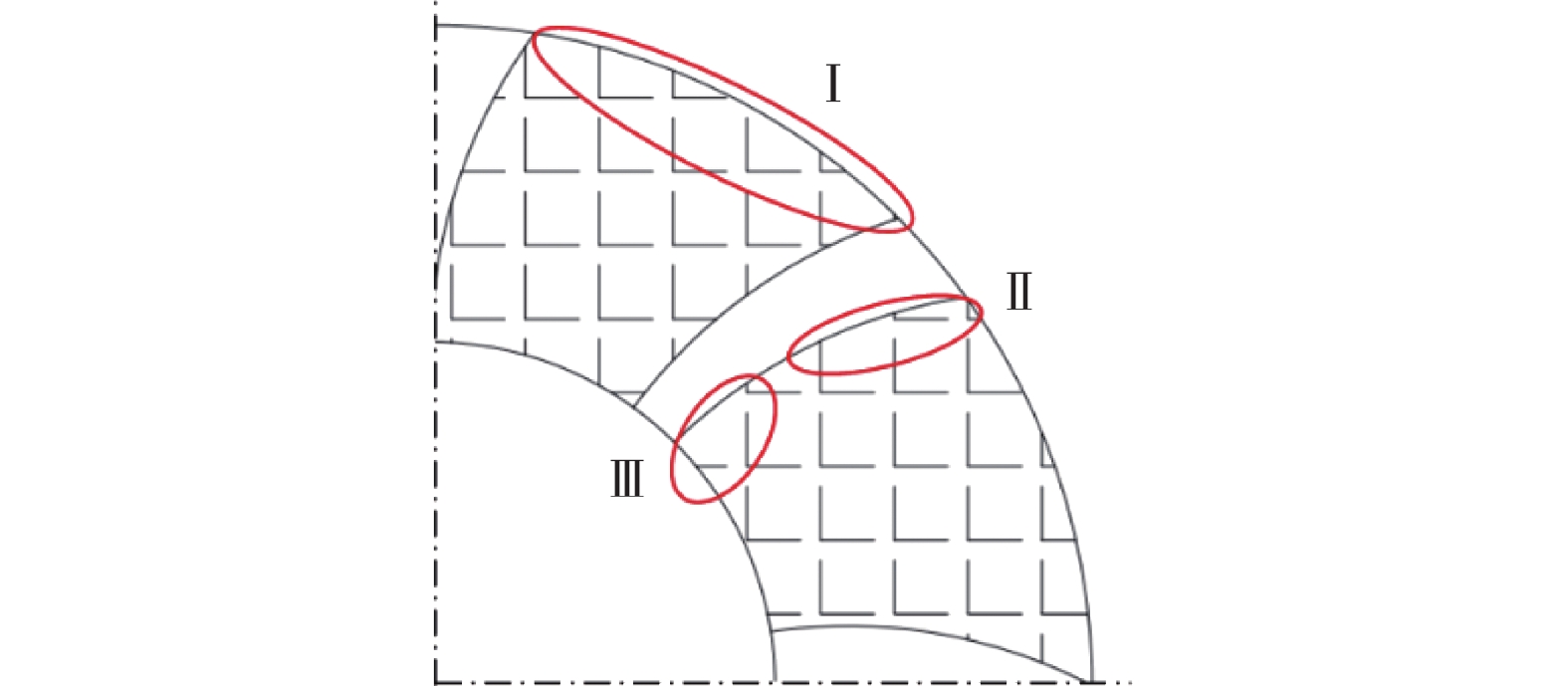
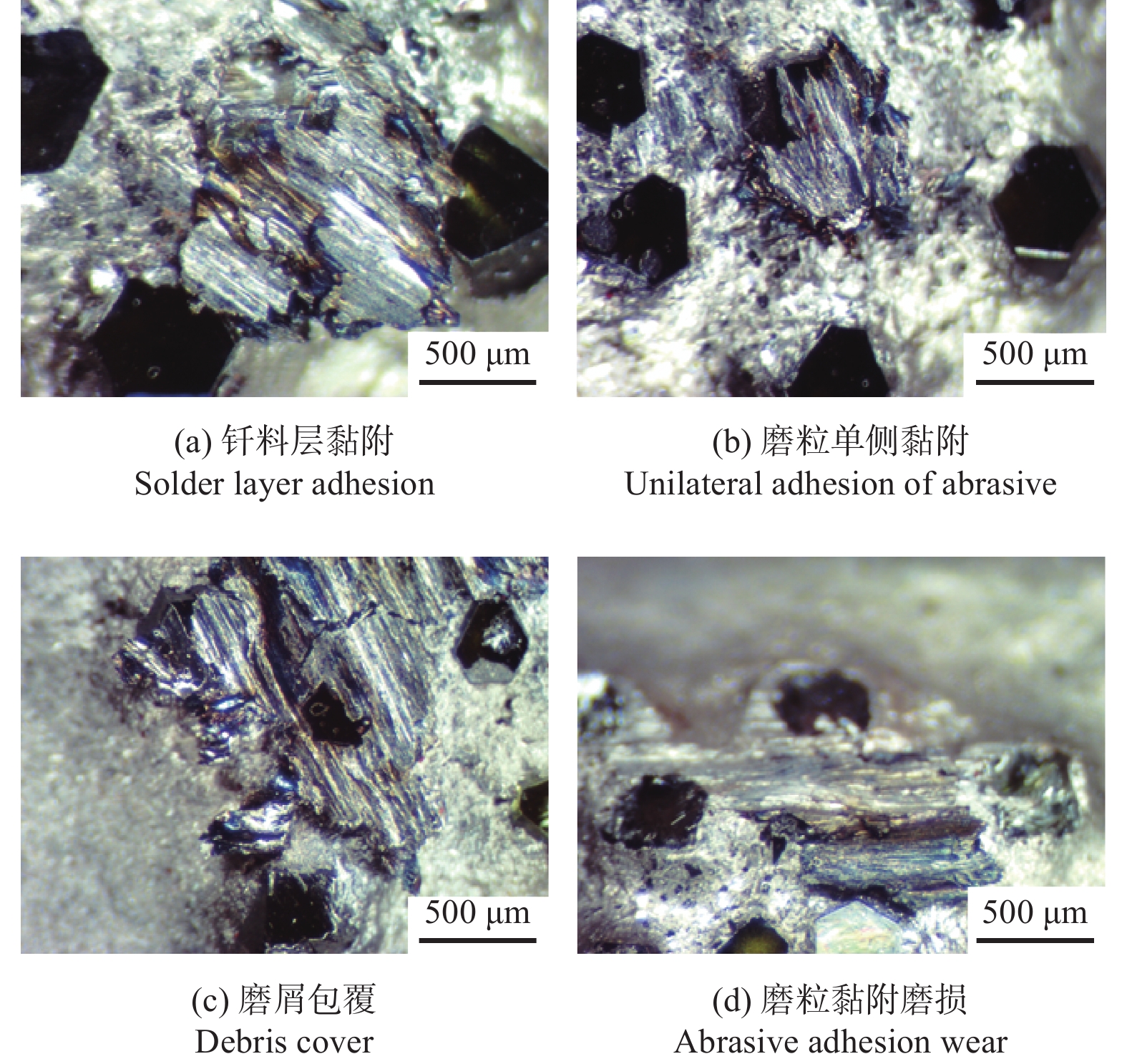
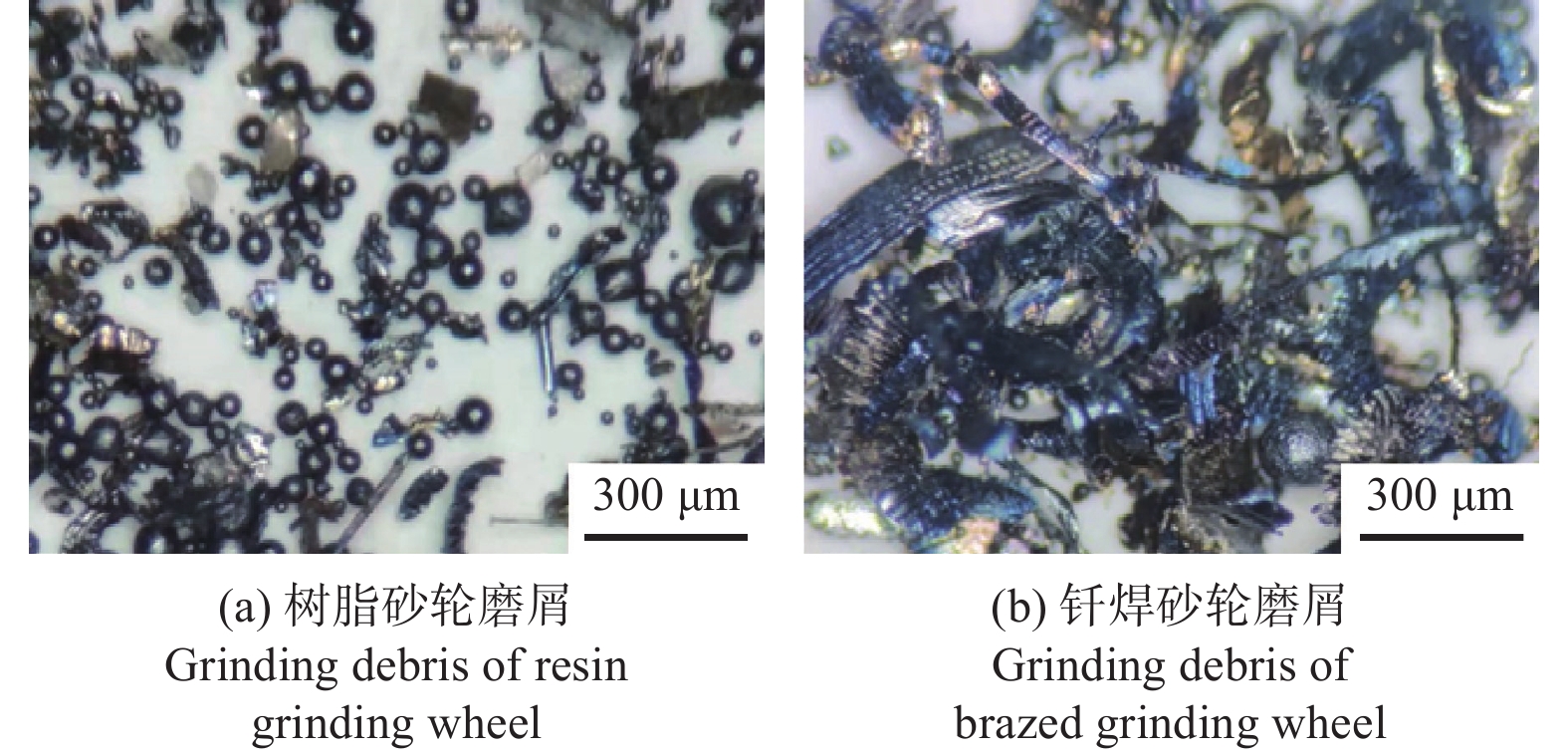
钢轨打磨用钎焊金刚石砂轮研究
浦一子
,
肖冰
,
高睿
,
王溯
,
周颢
2022, 42(3): 325-331.
doi:
10.13394/j.cnki.jgszz.2021.3004
摘要
(
885
)
HTML
(
398
)
PDF 8004KB
(
41
)
施引文献
(
)
摘要:
为解决传统树脂砂轮打磨钢轨时存在的打磨效率低、易烧伤钢轨和粉尘污染大等问题,分析利用钎焊金刚石技术的优势制备新型钢轨打磨用砂轮的可行性。结合磨粒有序排布工艺,制备具有开槽结构的新型钎焊金刚石砂轮,并对U71Mn钢轨钢进行打磨对比试验。结果表明:相较于树脂锆刚玉砂轮,新型钎焊金刚石砂轮能提高50%左右的打磨效率,并有效降低磨削温度,避免钢轨烧伤。在钢轨打磨过程中,新型钎焊砂轮排屑效果显著,基本不发生磨屑黏附现象;但砂轮开槽导致磨削振动增大,加剧金刚石磨粒破碎,并增大钢轨表面粗糙度。新型砂轮磨屑多为带状,磨屑体积大且无熔融小球。
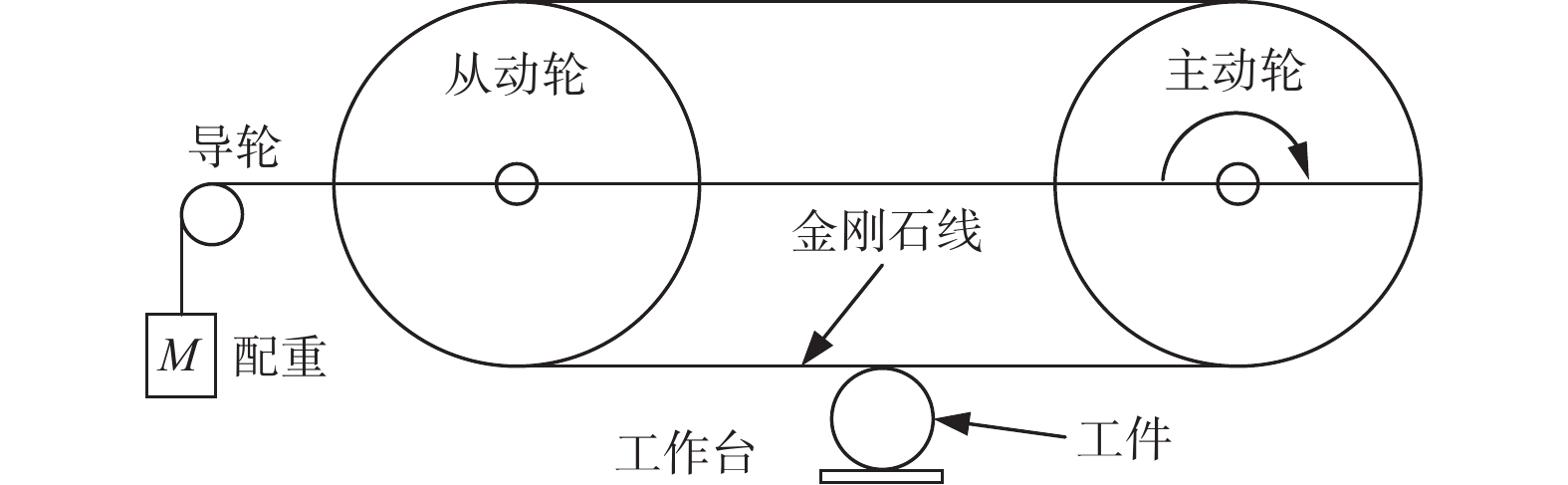
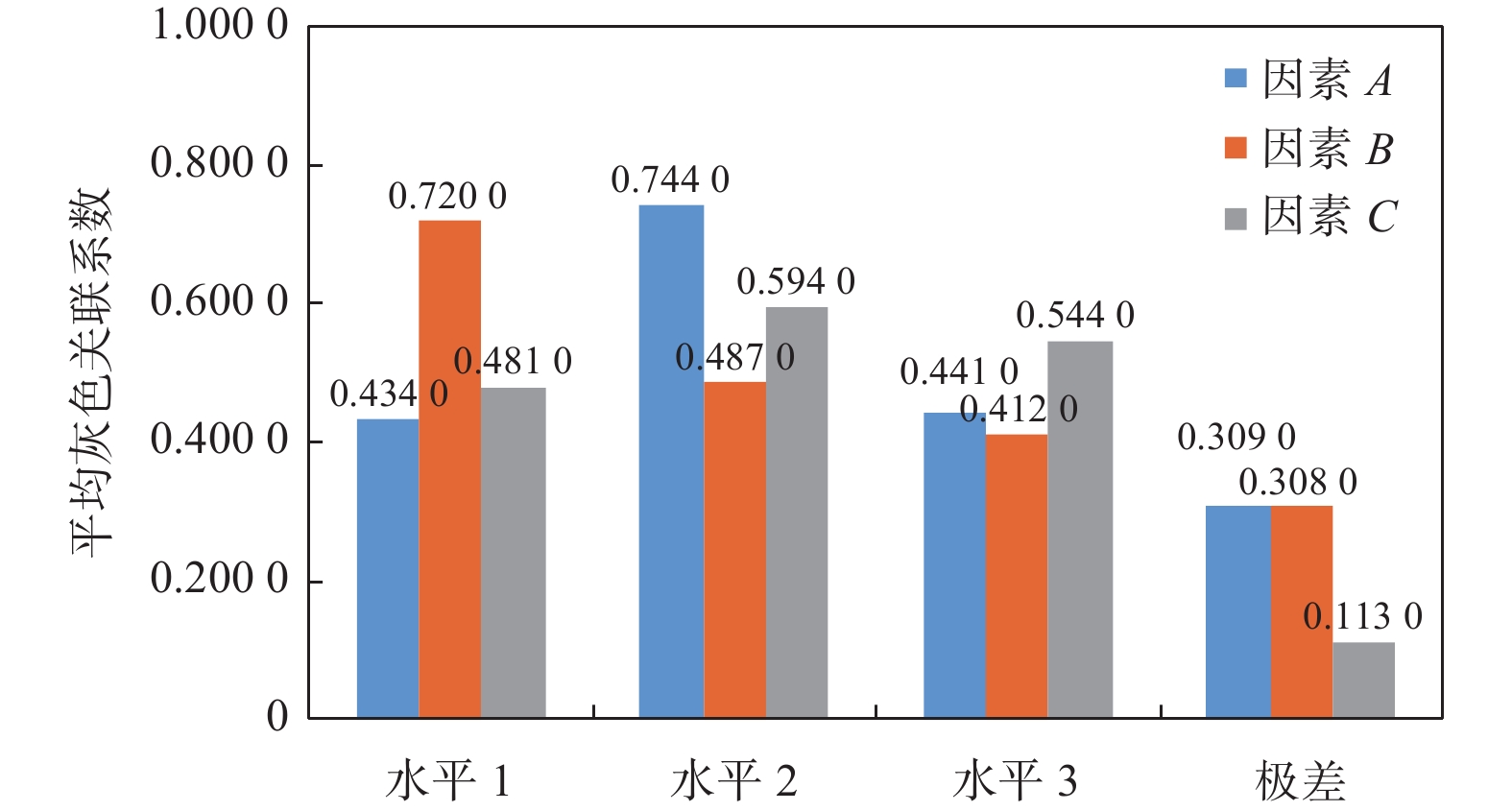
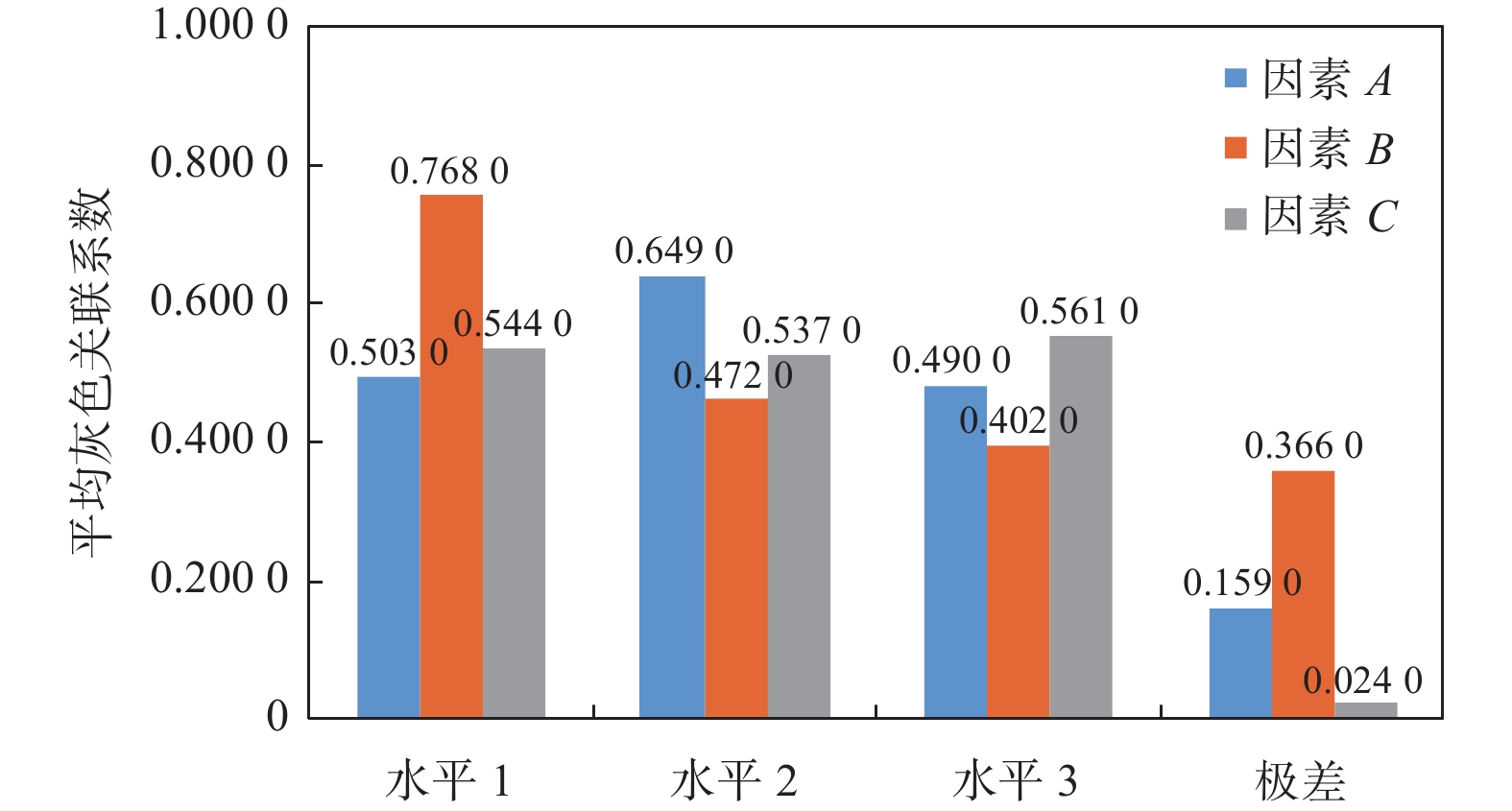
基于灰色理论的铁氧体切割工艺参数优化
班新星
,
李运鹤
,
韩少星
,
邱慧
,
王星
,
崔仲鸣
2022, 42(3): 332-337.
doi:
10.13394/j.cnki.jgszz.2021.3001
摘要
(
834
)
HTML
(
455
)
PDF 4981KB
(
36
)
施引文献
(
)
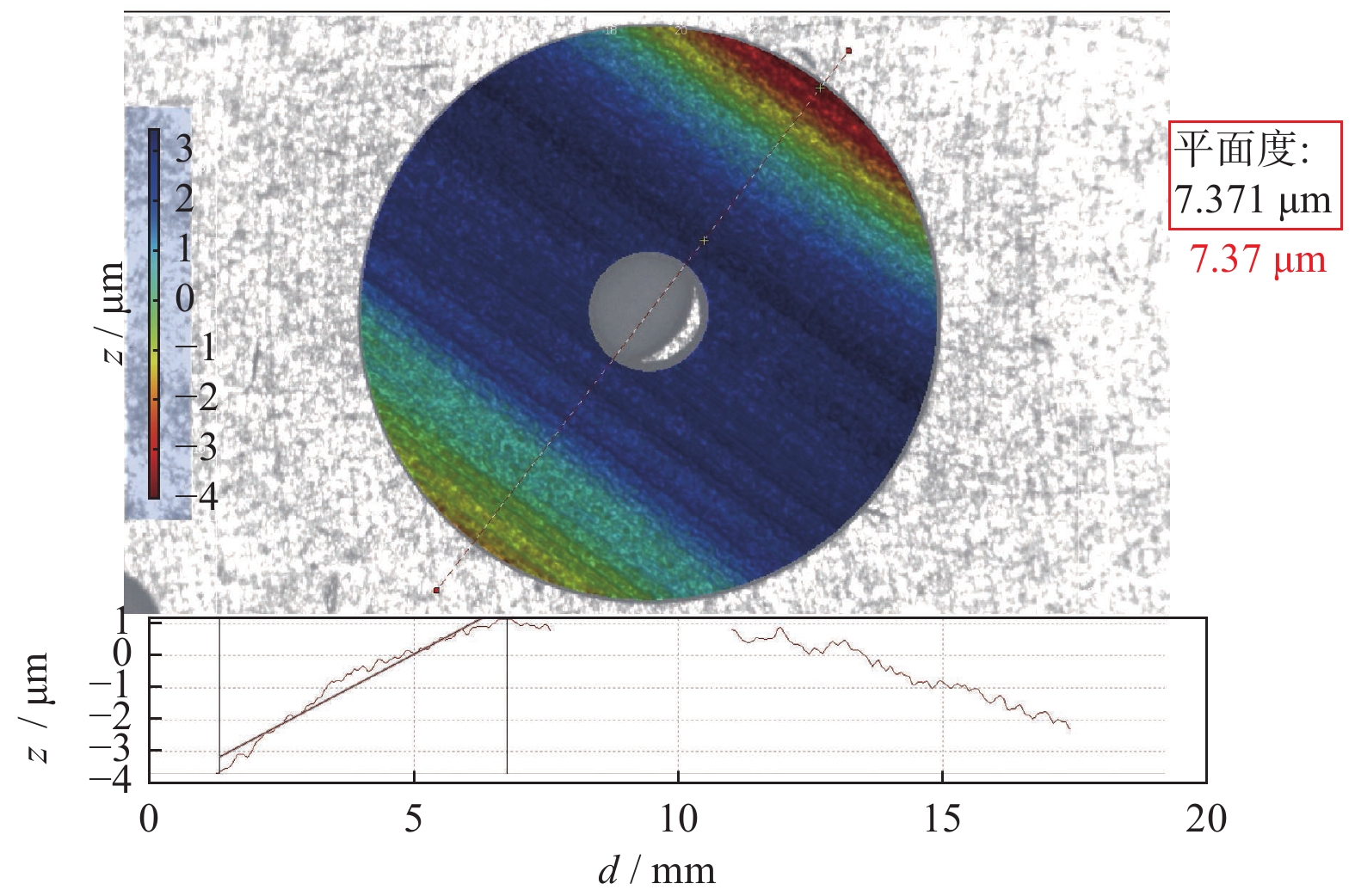
摘要:
针对铁氧体的高精度环形金刚石线锯切割工艺参数优化问题,以其切割后的面形精度和表面粗糙度作为评价指标,采用正交试验法研究主轴转速、进给速度和张紧力等工艺参数对切割表面质量的影响,并基于灰色理论对多工艺目标进行数据分析和综合评判,得到工艺参数组合优化方案为:主轴转速,1 000 r/min;进给速度,1.0 mm/min;张紧力,90 N。切割试验结果表明:用优化后的参数组合得到的面形精度PV为7.37 μm、表面粗糙度
R
a
为0.882 μm,加工表面质量提高,验证了铁氧体切割工艺参数优化的有效性和实用性。
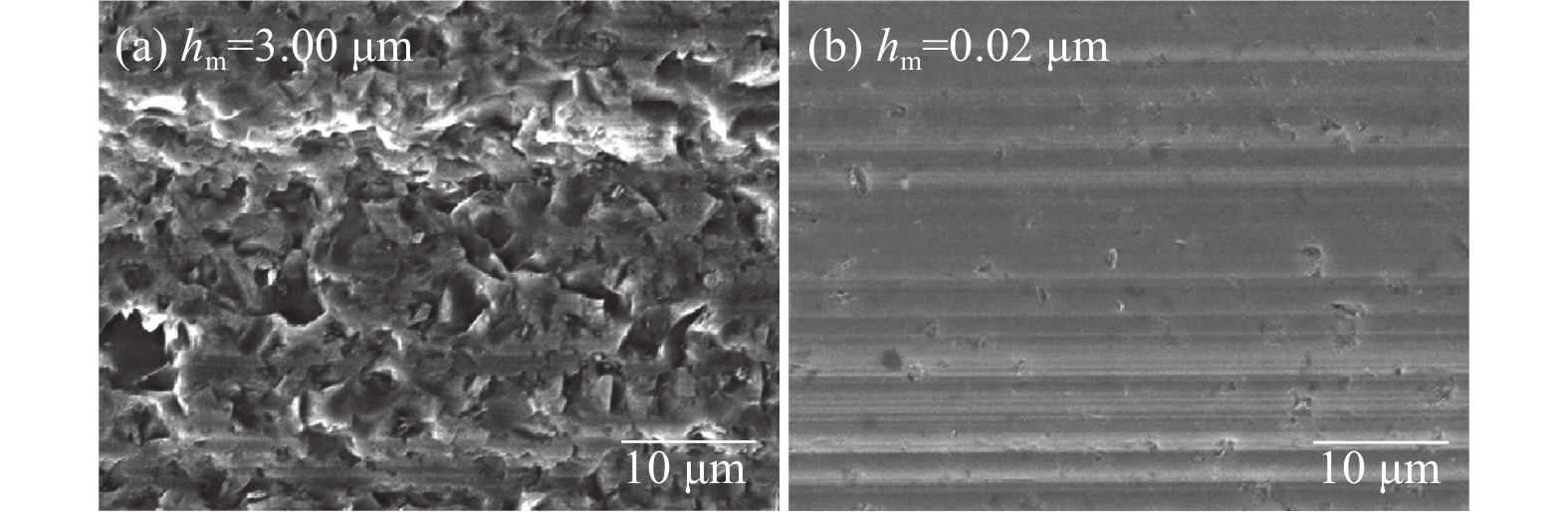
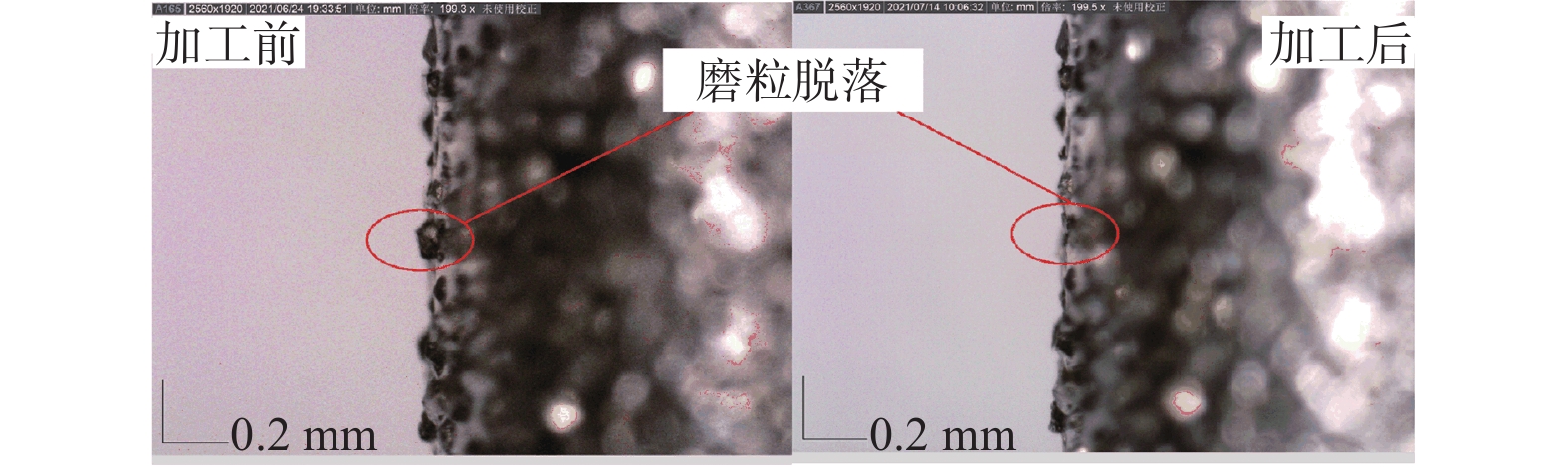
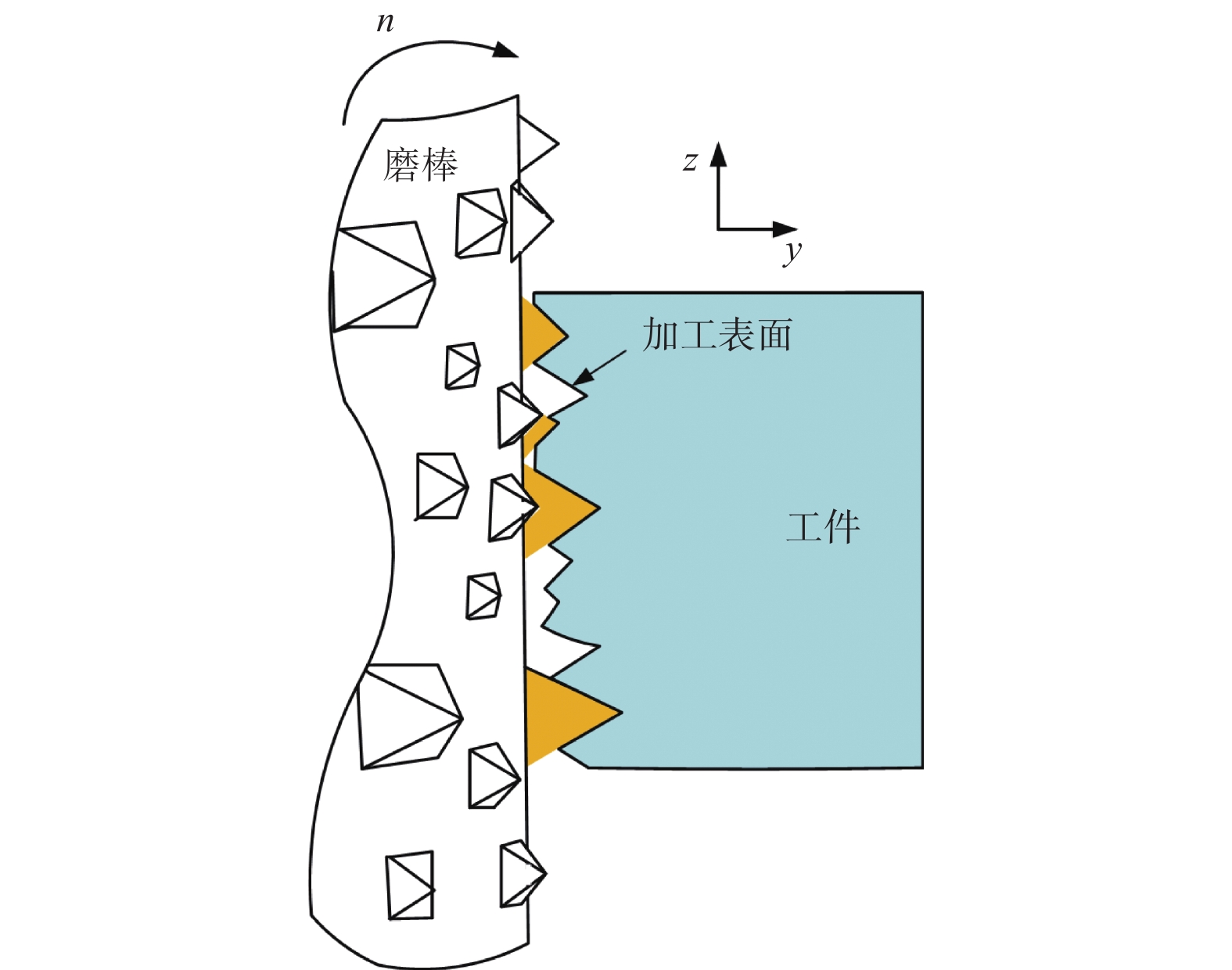
小直径磨棒磨削加工TiC颗粒增强钢基复合材料GT35
邵梦博
,
陈博川
,
高晓星
,
袁松梅
2022, 42(3): 338-347.
doi:
10.13394/j.cnki.jgszz.2021.3007
摘要
(
1103
)
HTML
(
562
)
PDF 6006KB
(
47
)
施引文献
(
)
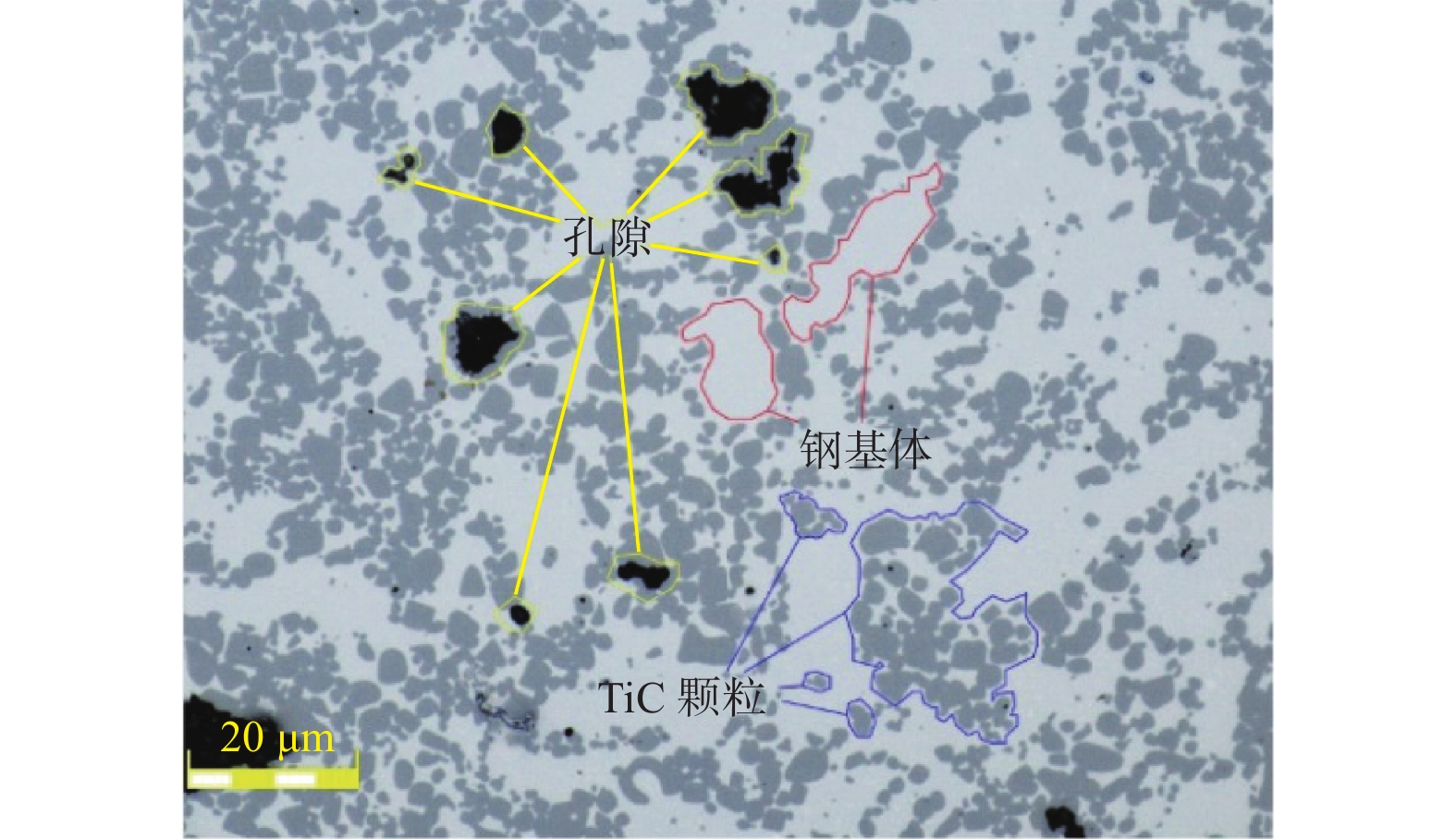
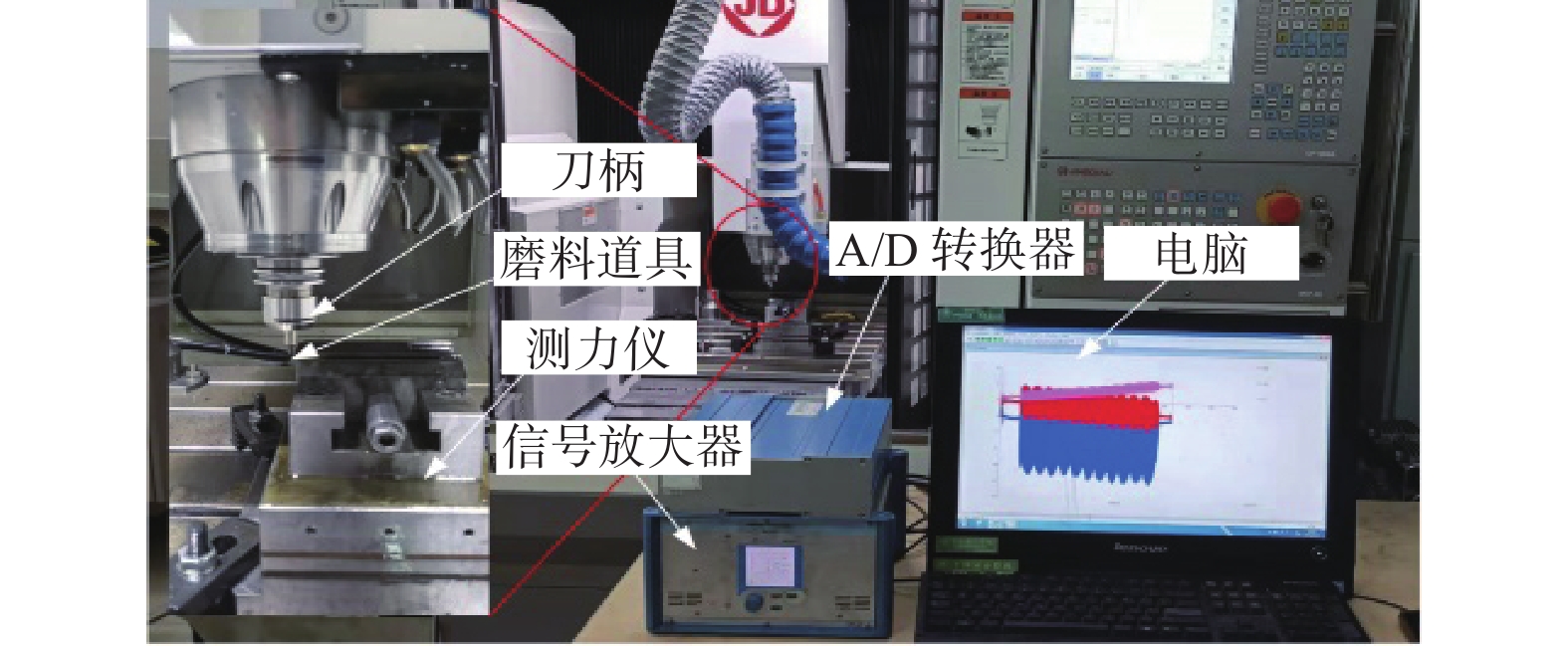
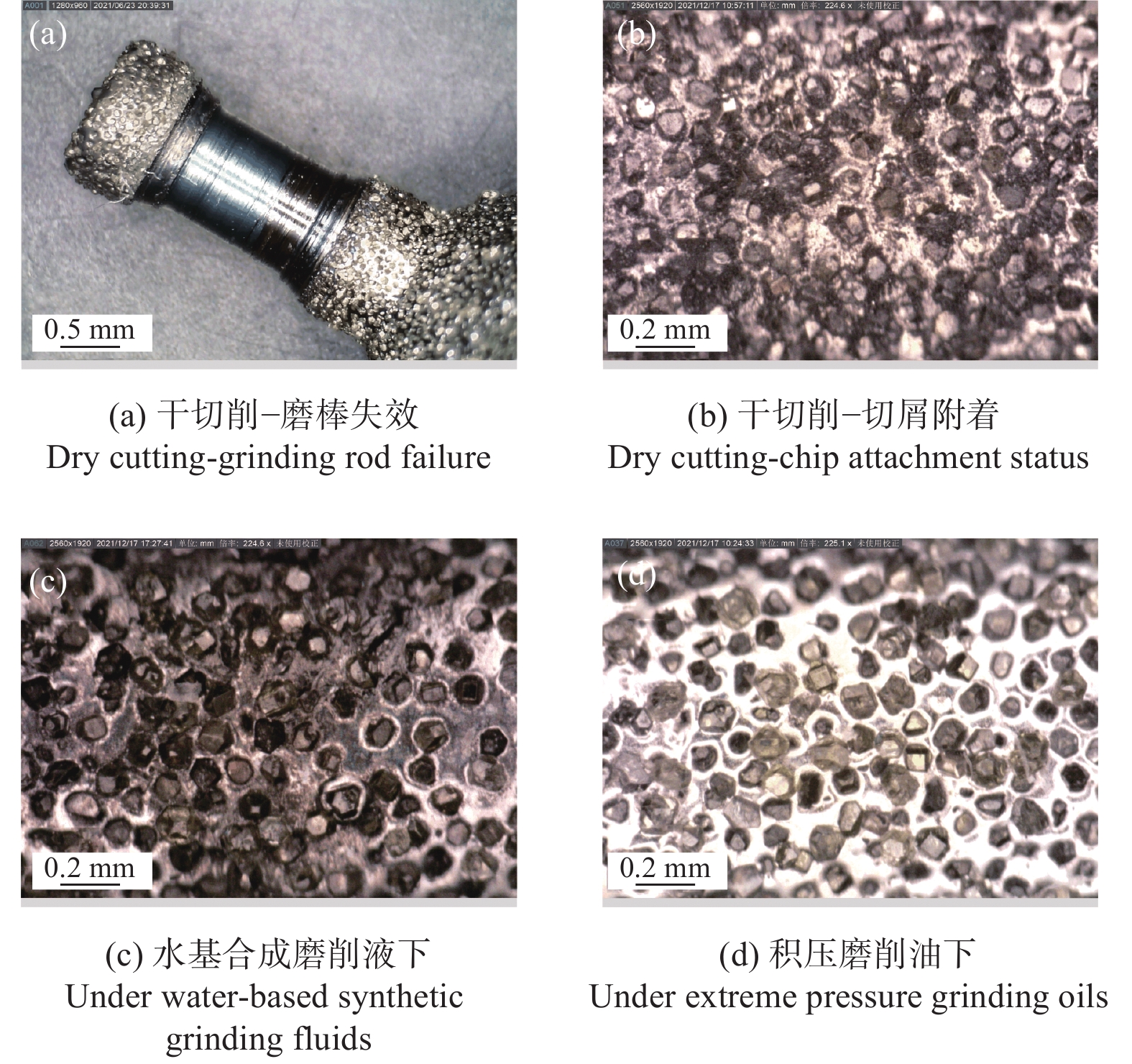
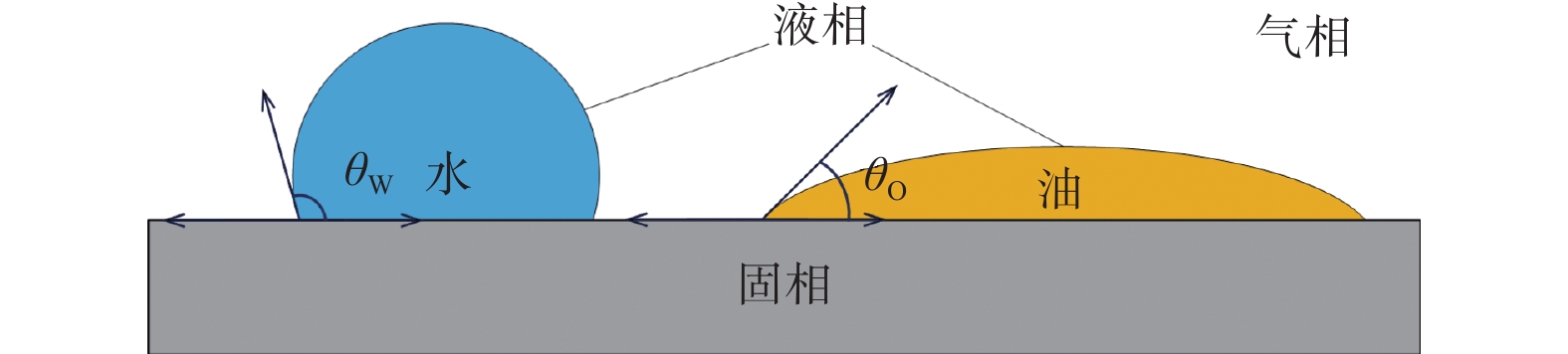
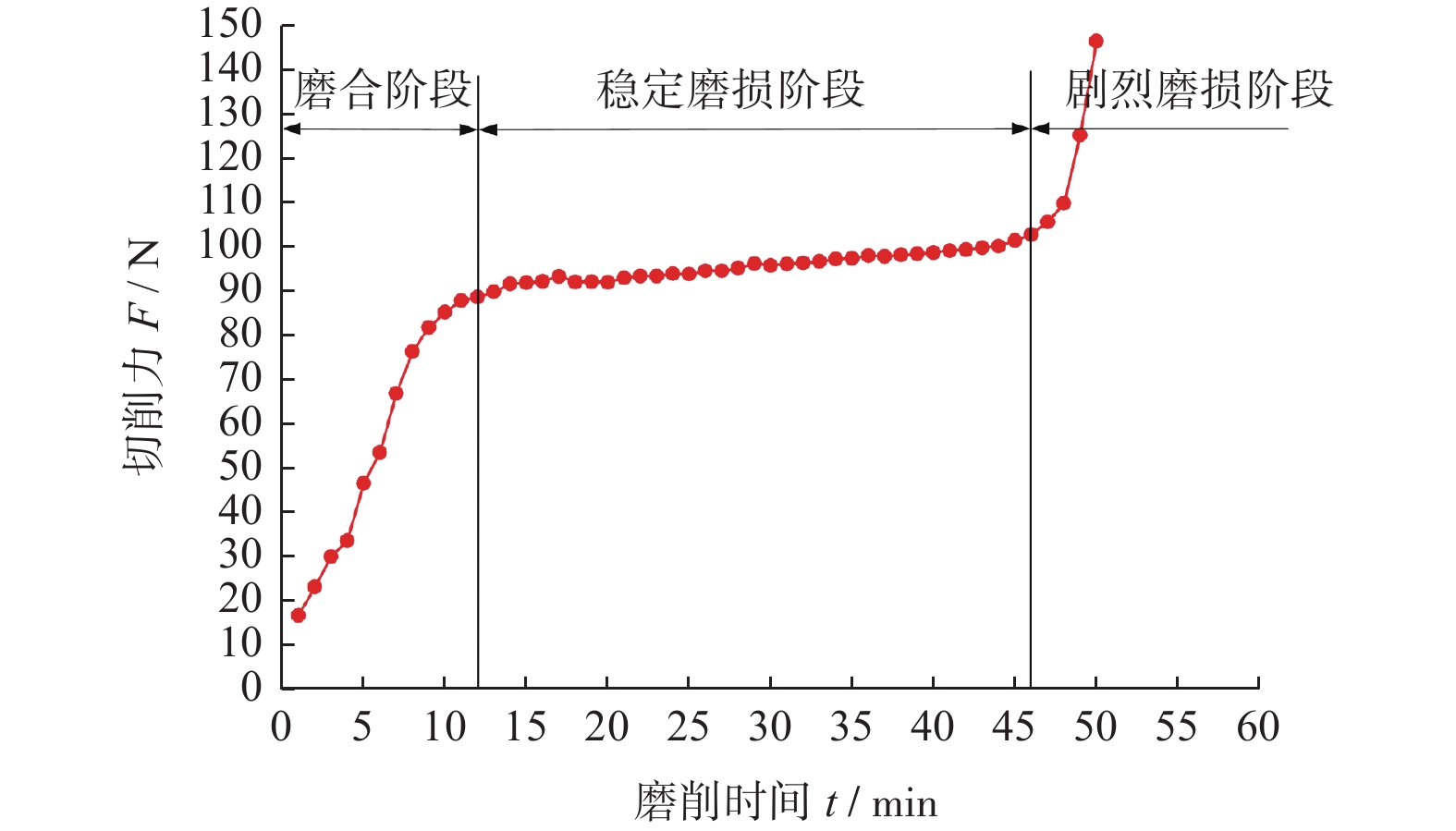
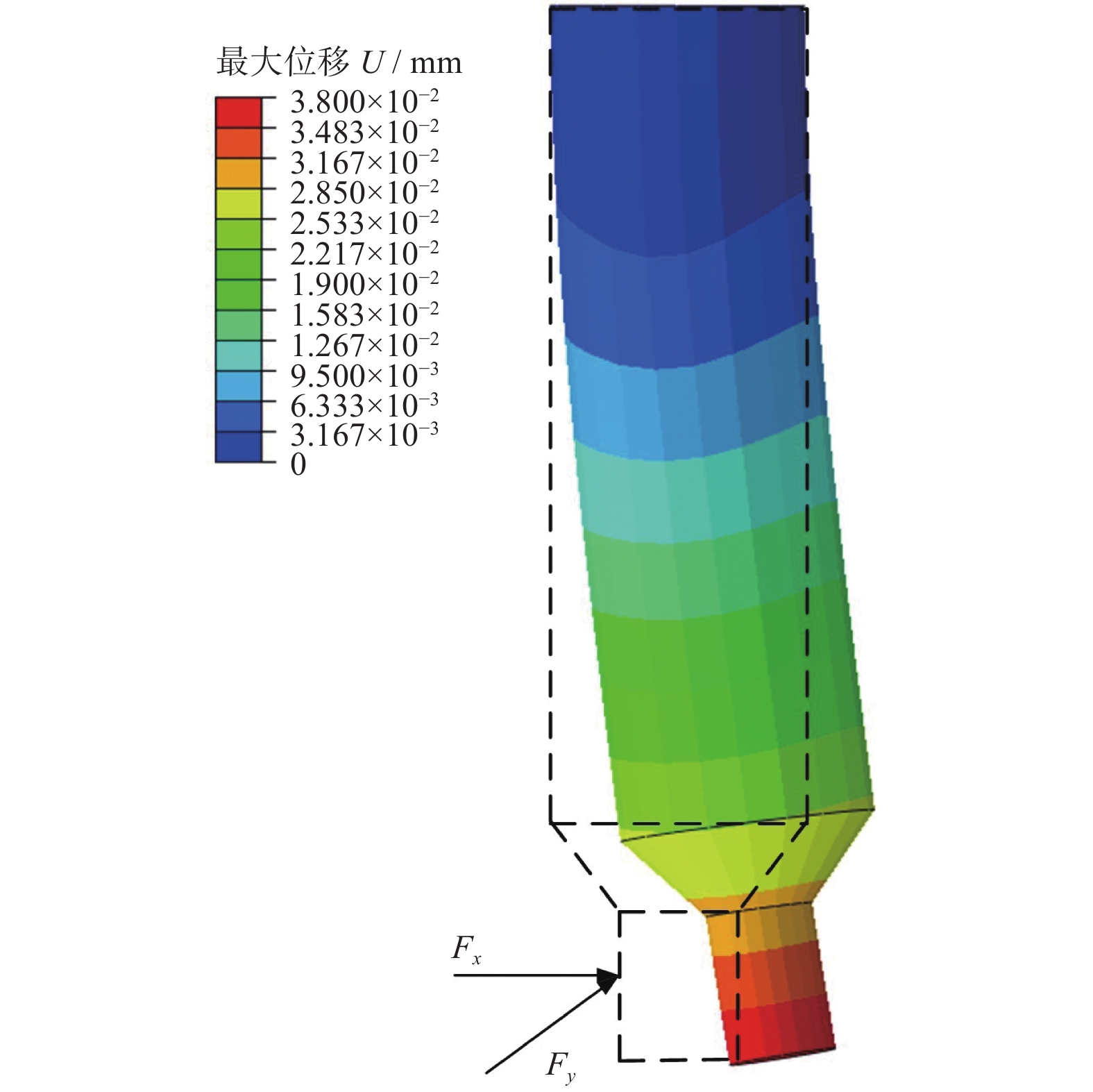
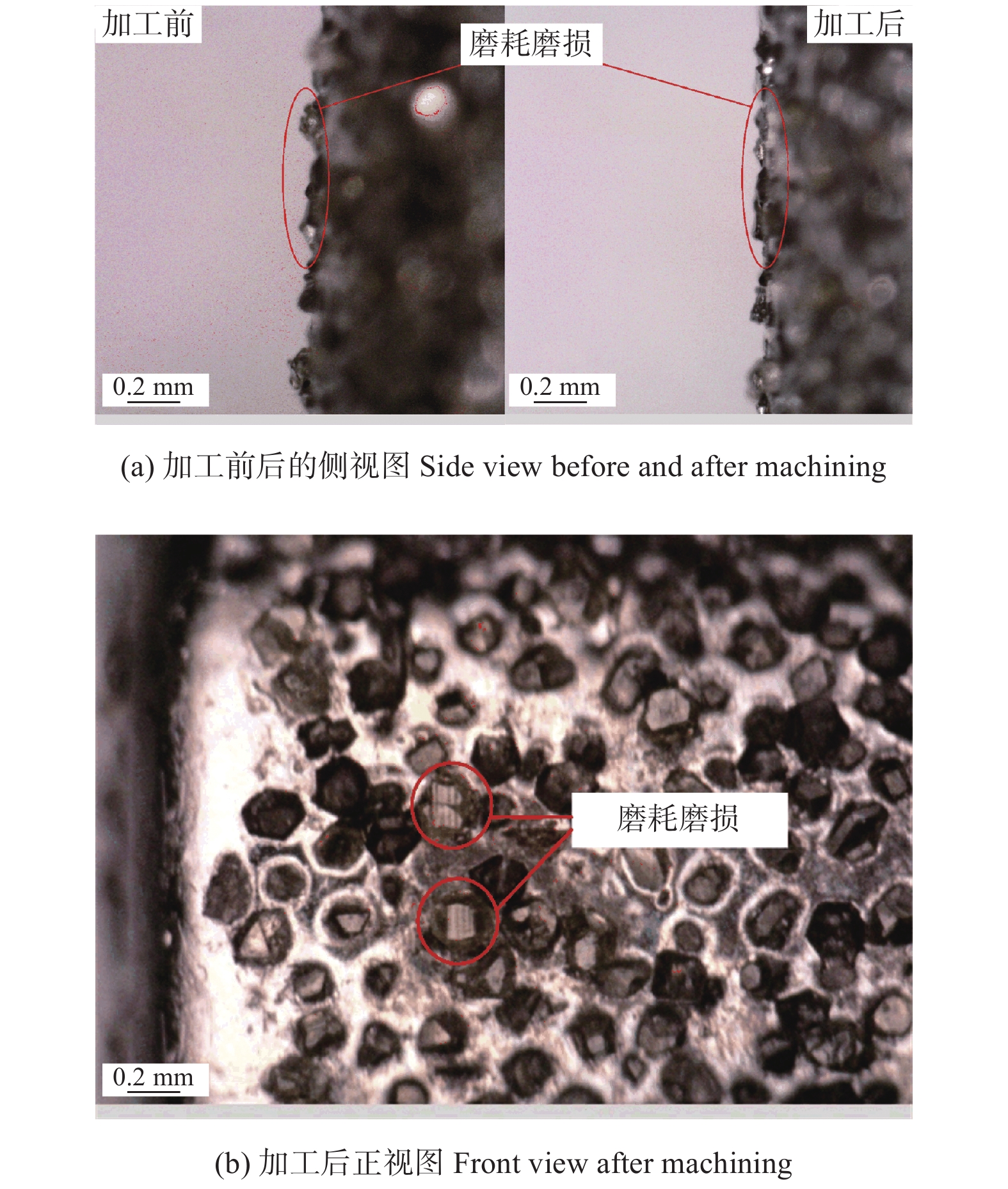
摘要:
为探究TiC颗粒增强钢基复合材料GT35合理的加工参数和冷却润滑条件,研究其对切削力、表面质量及刀具磨损的影响规律,采用小直径磨棒以侧面磨削方式开展试验。结果表明:干磨削会引起磨棒烧伤,极压磨削油的润滑效果优于水基合成磨削液的;磨棒在极压磨削油润滑下,磨削工件12 min后进入稳定磨损状态,其主要磨损形式为磨粒破碎、磨粒磨耗和磨粒脱落;主轴转速对切削力的影响大于进给速度的,且转速越高,切削力越小;工件表面粗糙度主要与磨棒磨粒出露高度的平整度有关,受加工参数的影响较小。用小直径磨棒磨削加工GT35材料时,应选择极压磨削油润滑,高主轴转速、中速进给的加工方式,以获得良好的刀具寿命、工件加工表面质量及适当的加工效率。
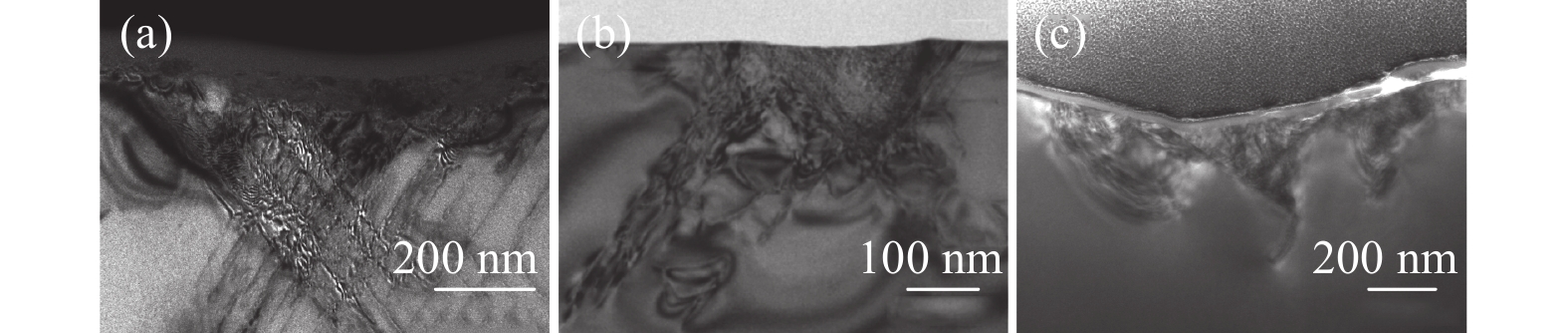
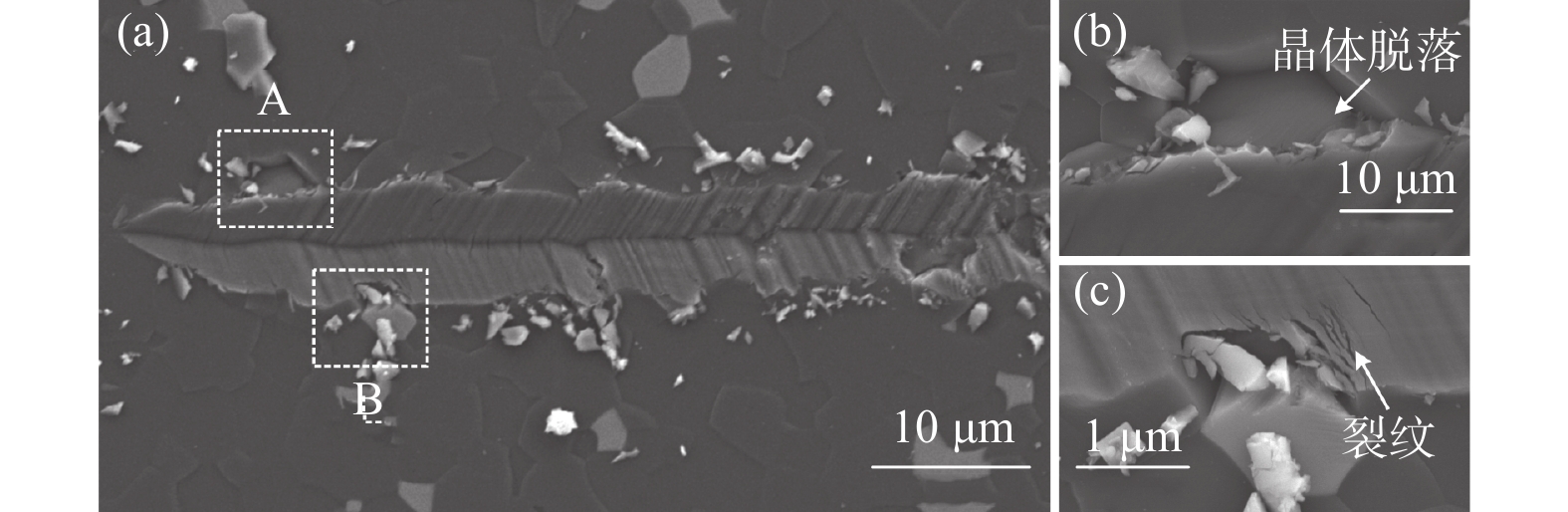
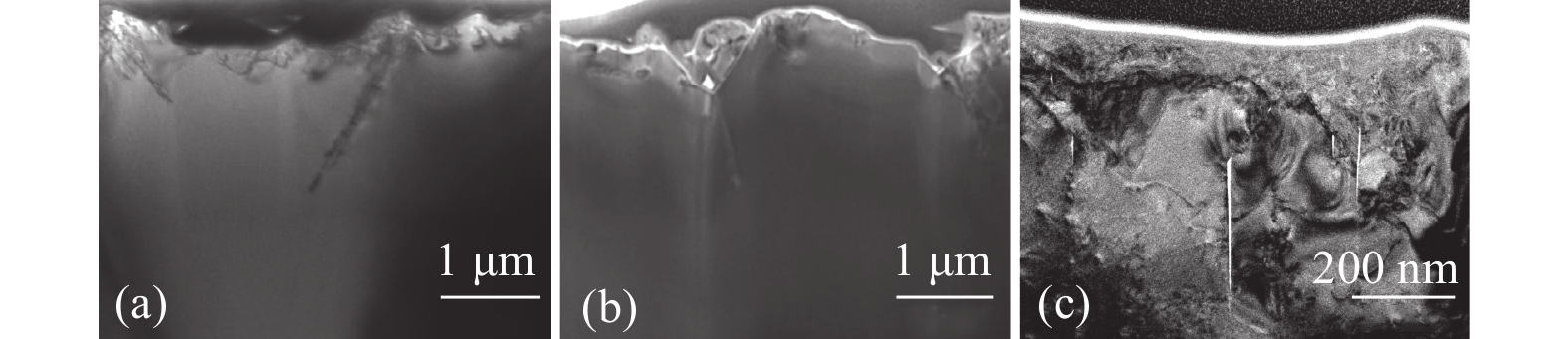
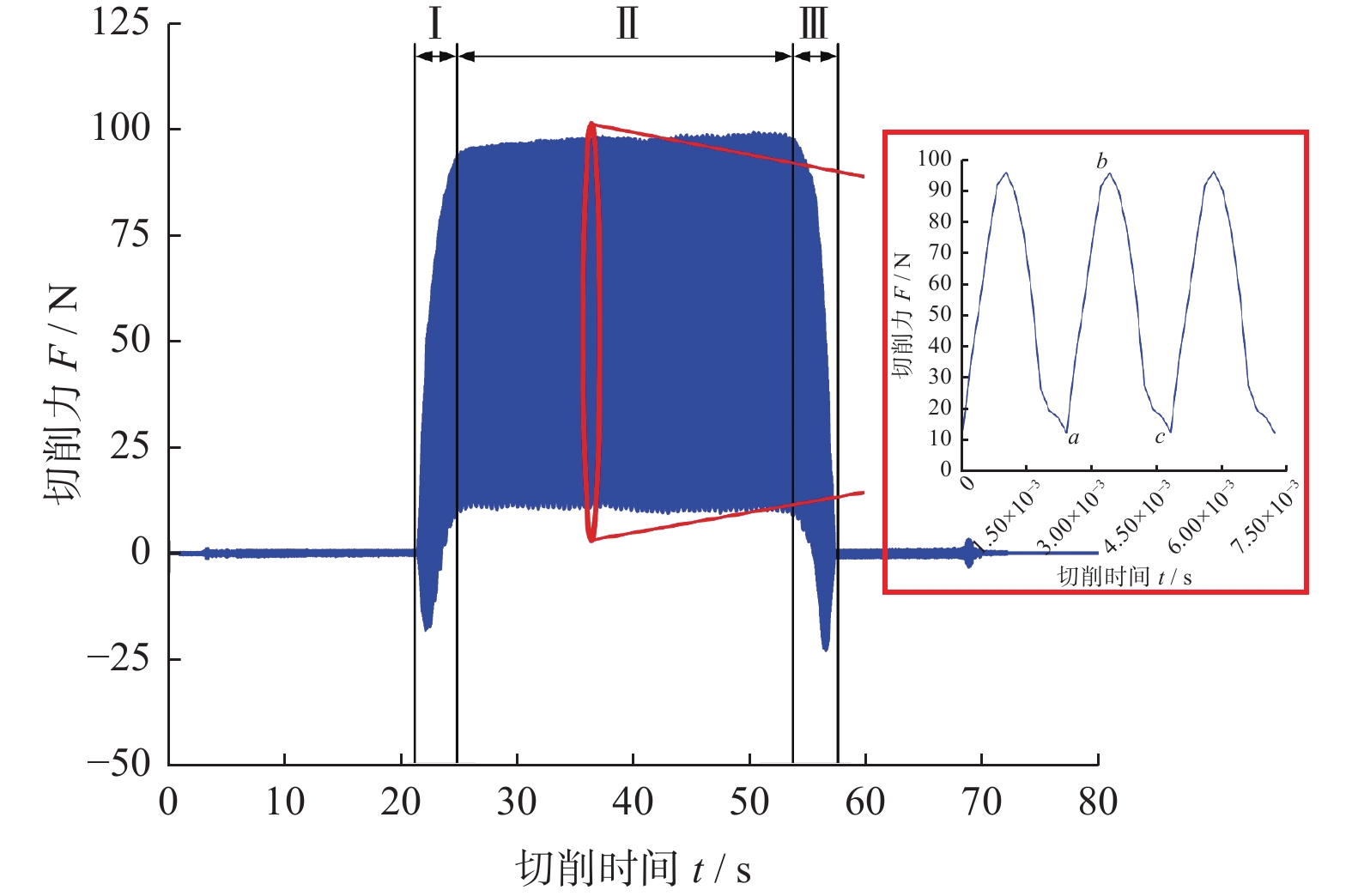
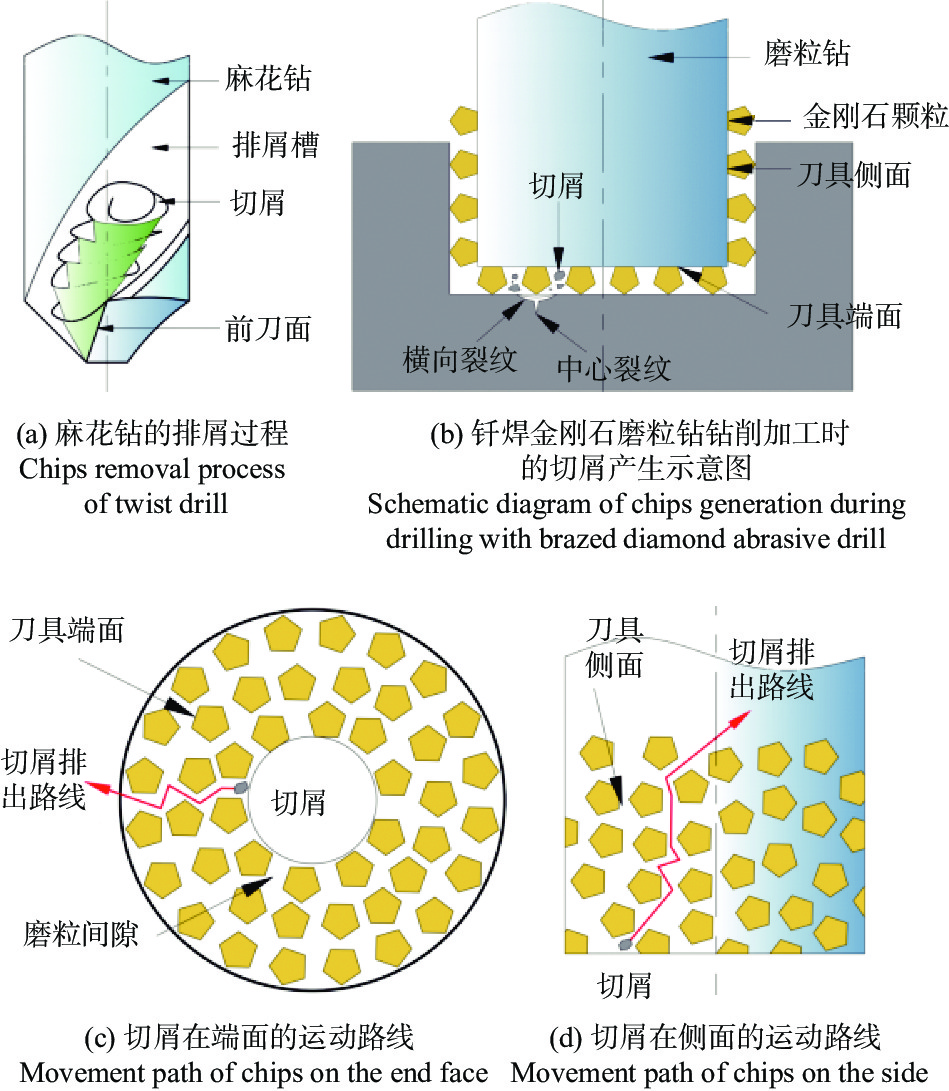
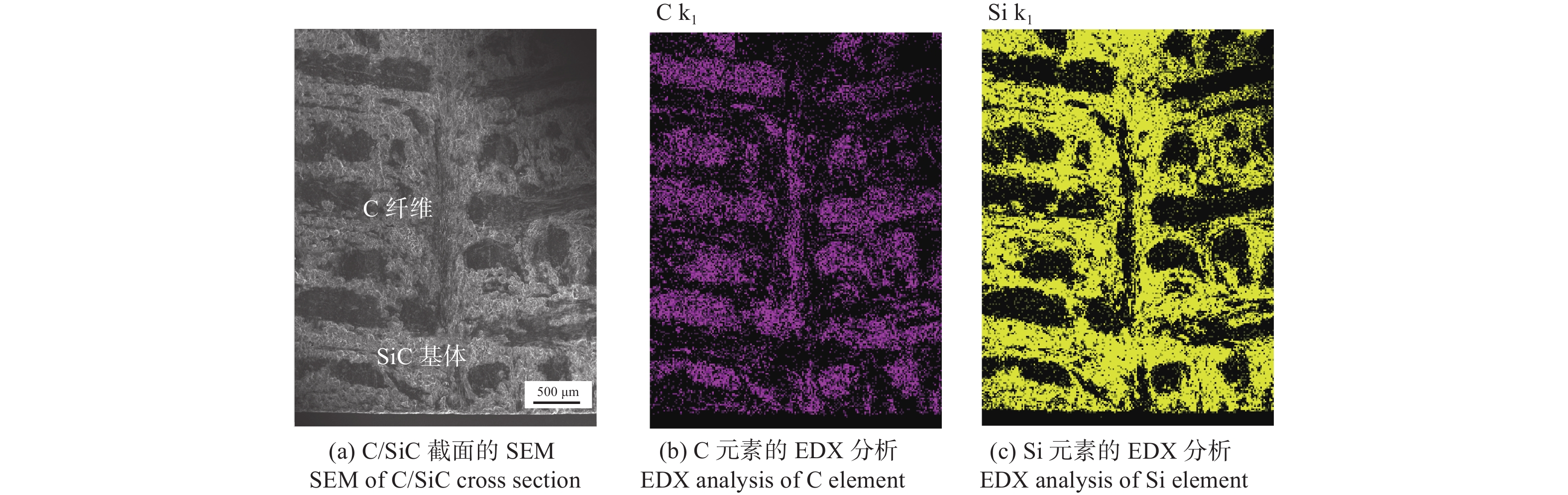
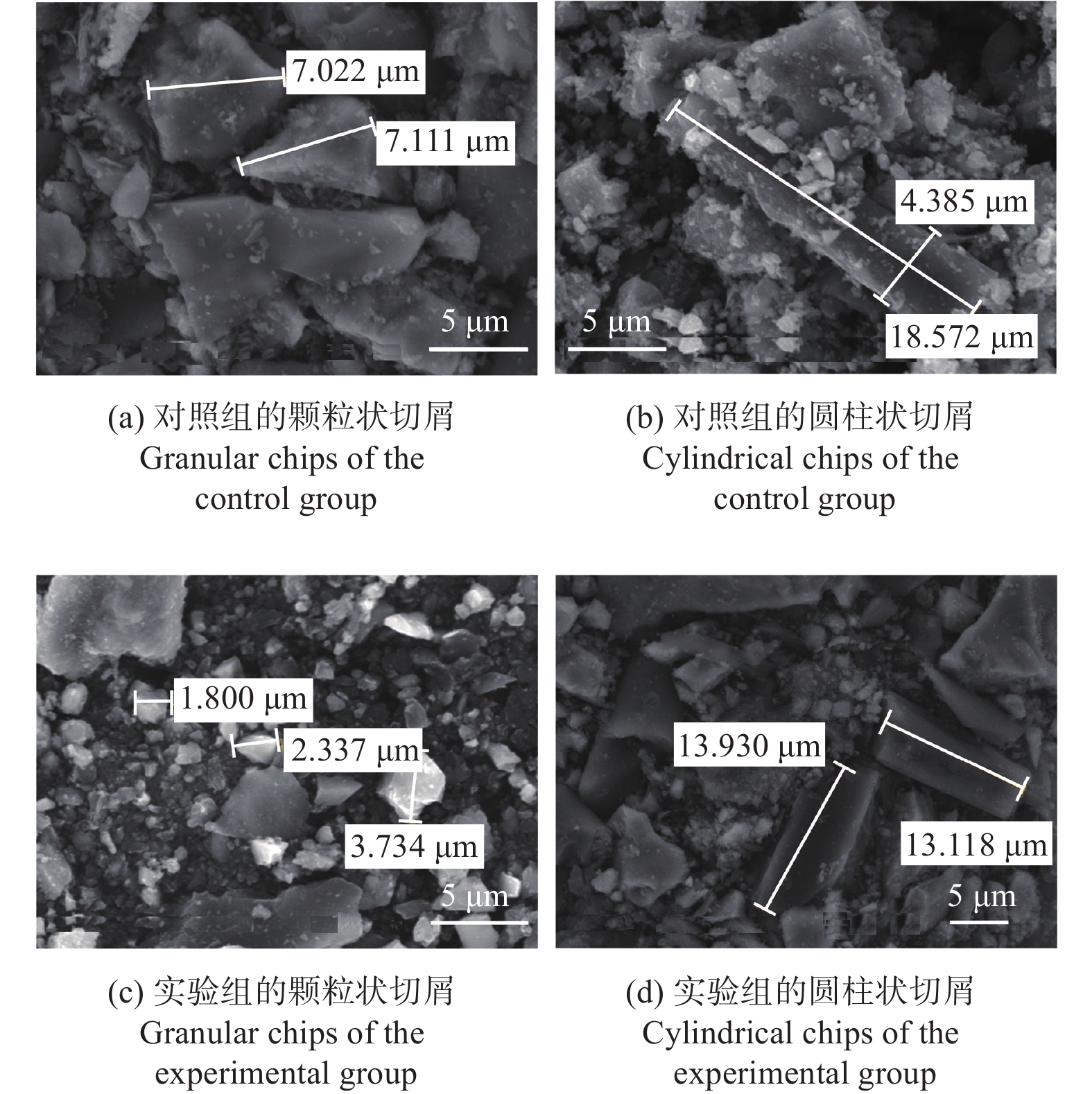
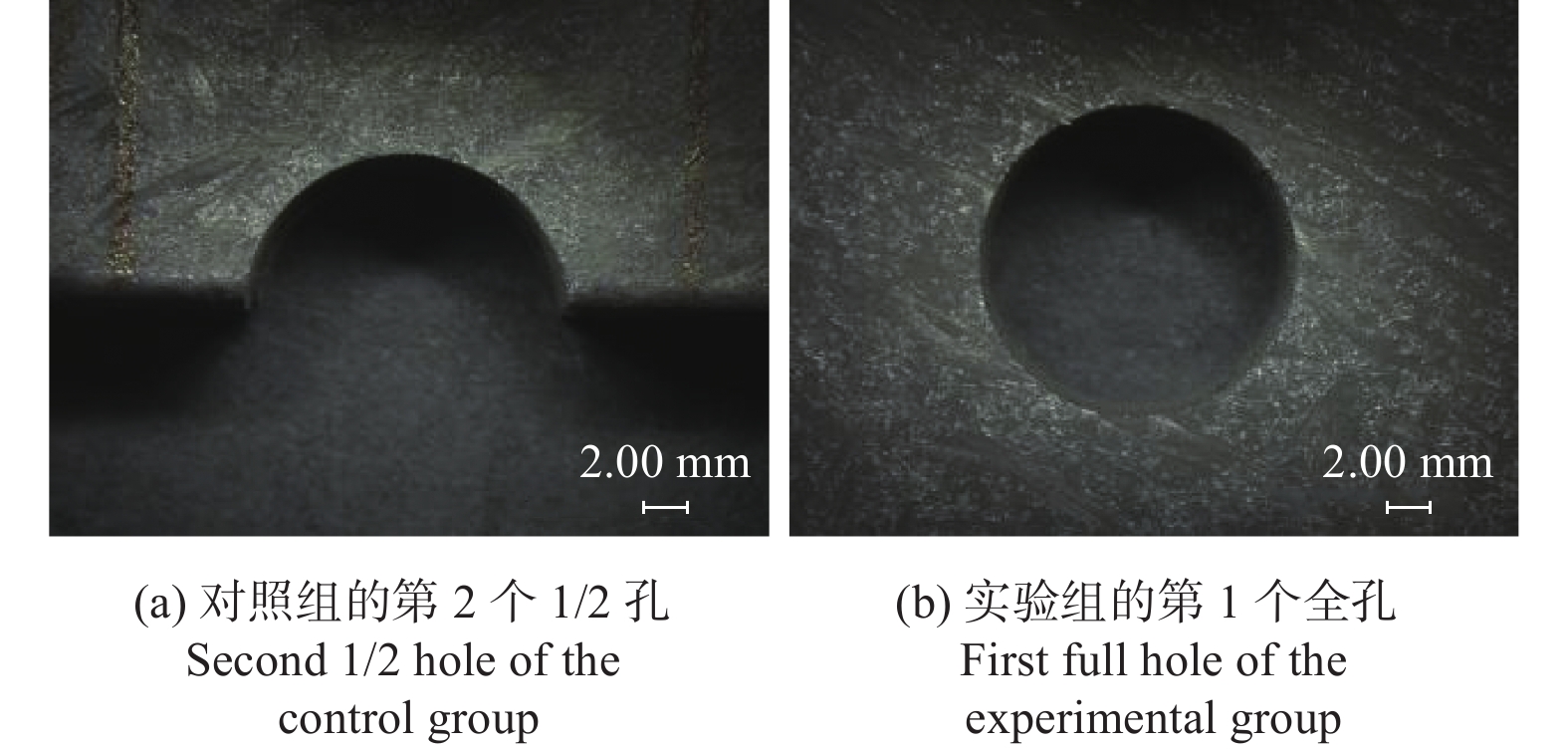
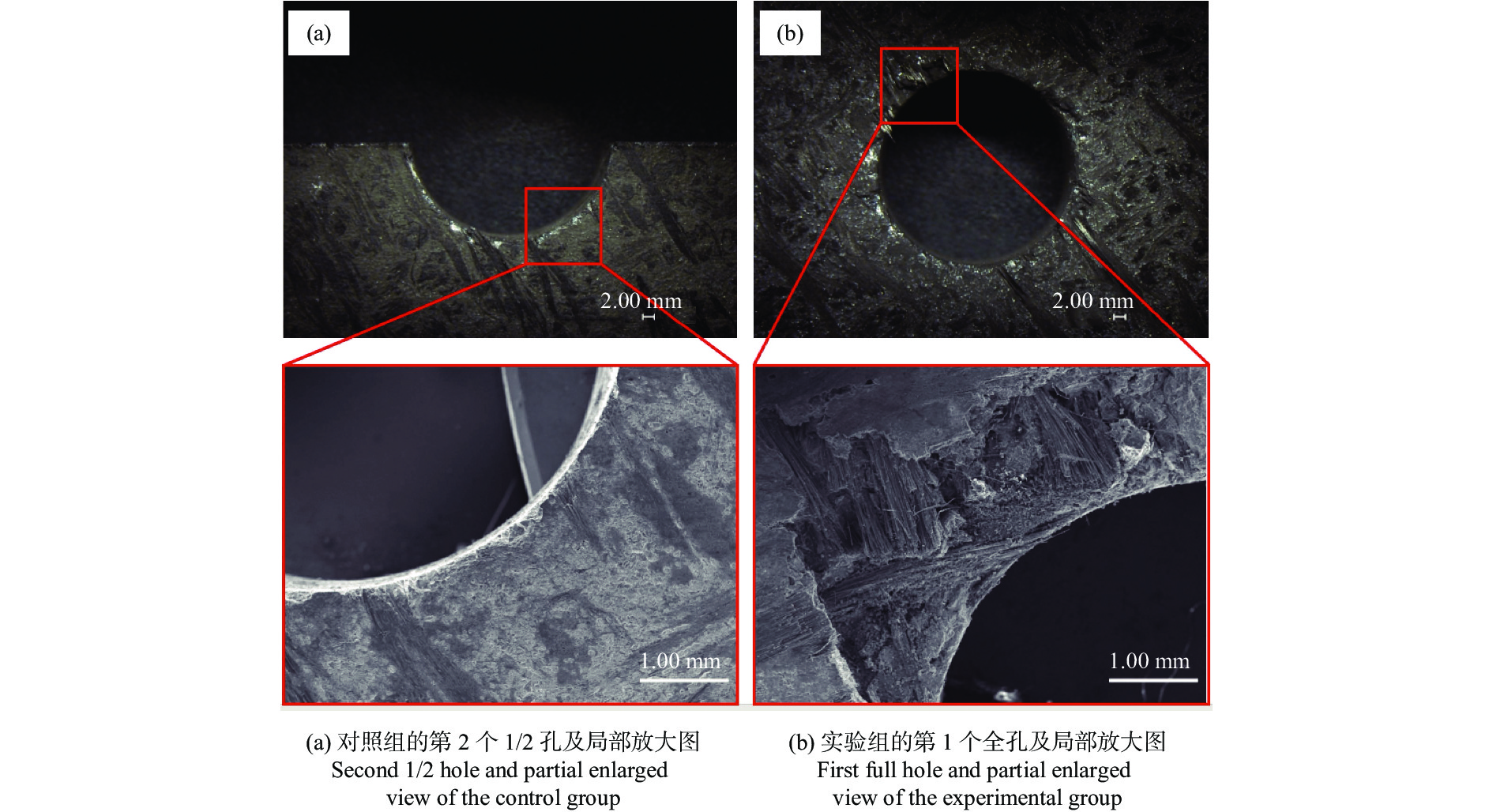
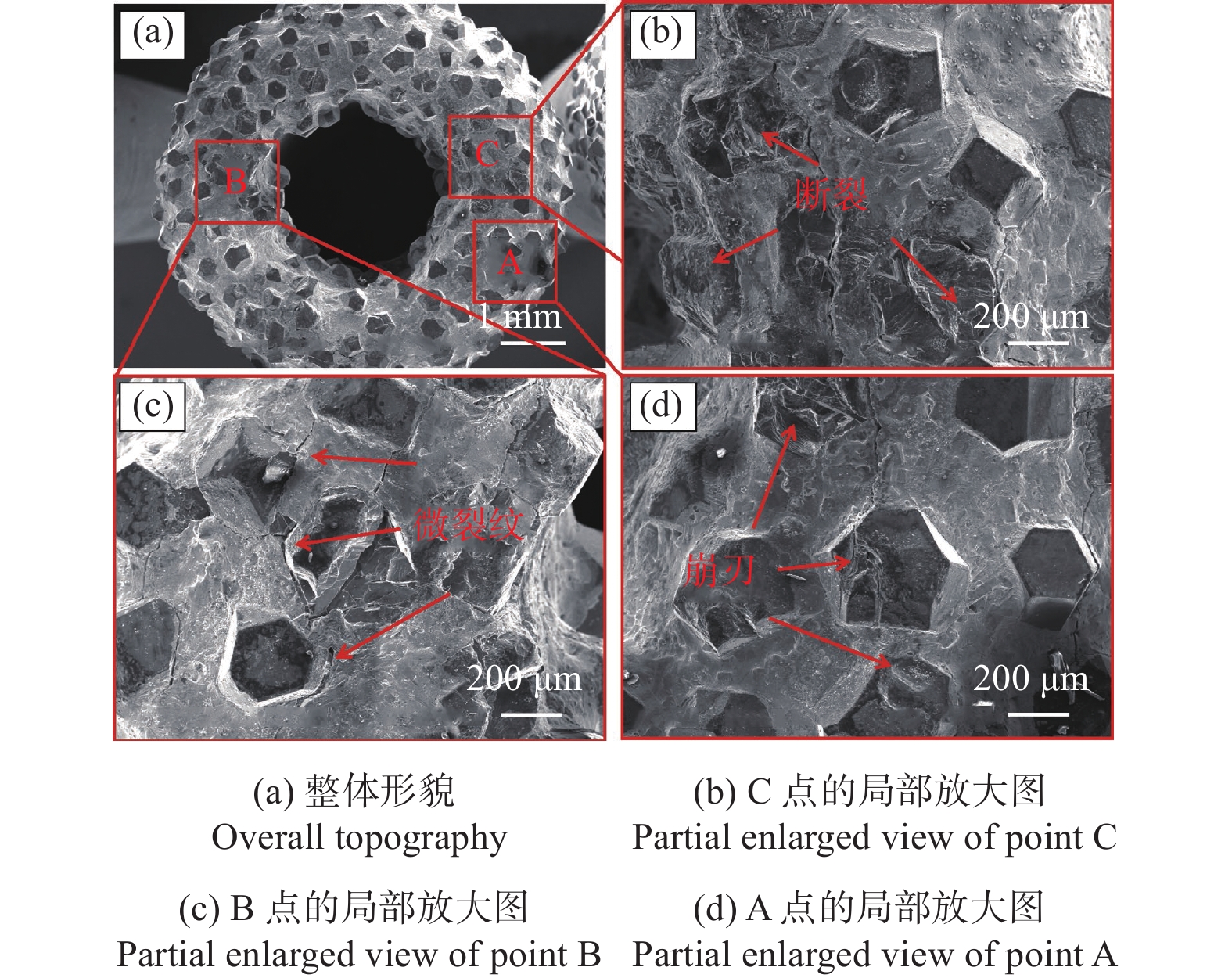
钎焊金刚石磨粒钻钻削C/SiC陶瓷基复合材料孔时切屑对钻削过程的影响
邵国栋
,
史振宇
2022, 42(3): 348-355.
doi:
10.13394/j.cnki.jgszz.2021.0212
摘要
(
1038
)
HTML
(
485
)
PDF 5414KB
(
53
)
施引文献
(
)
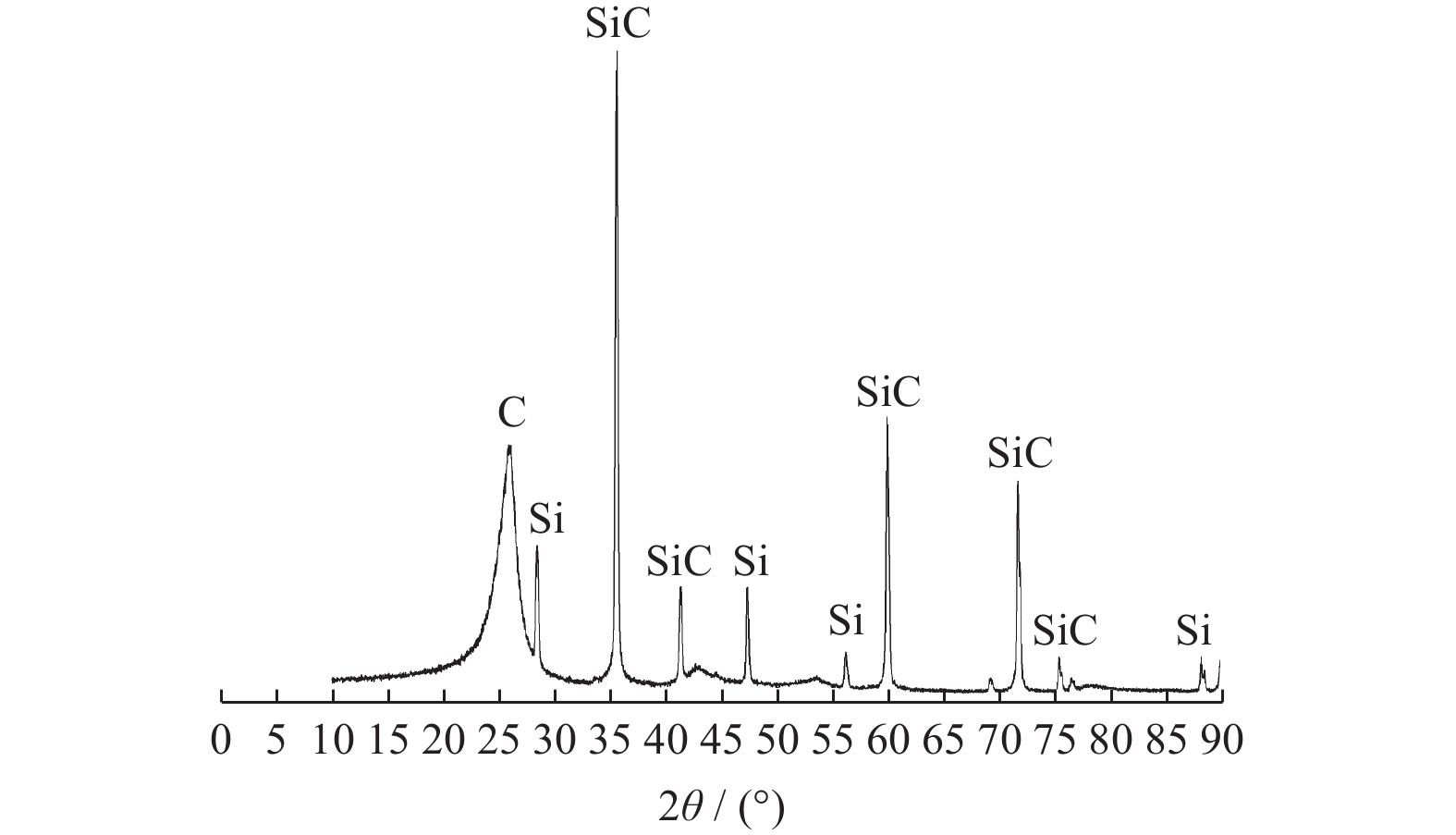
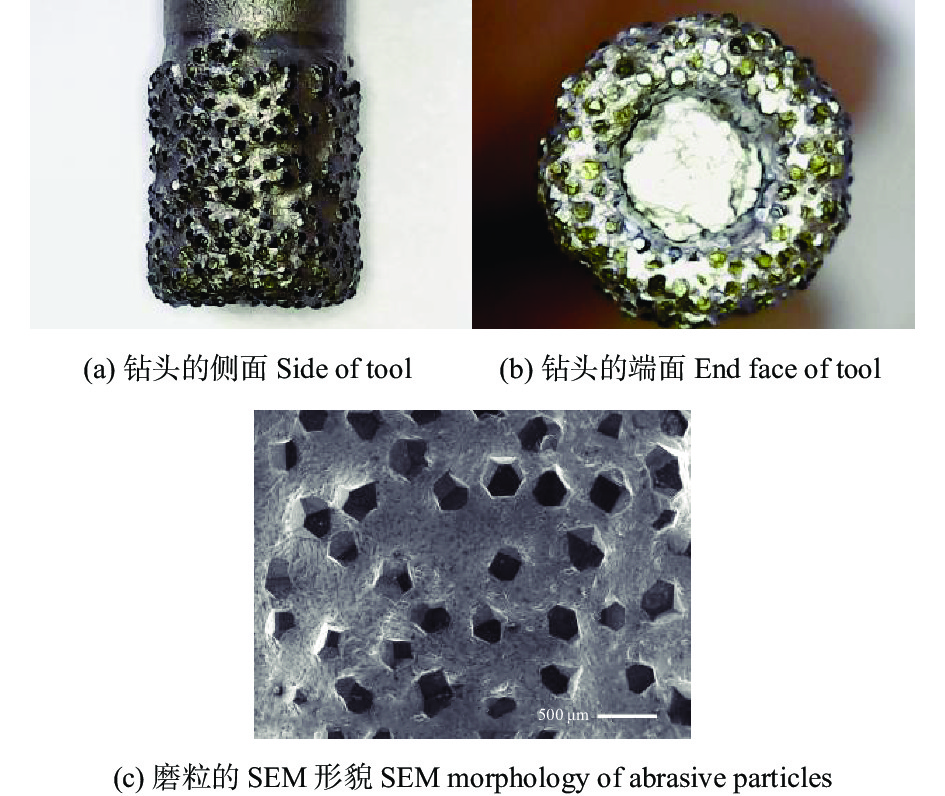
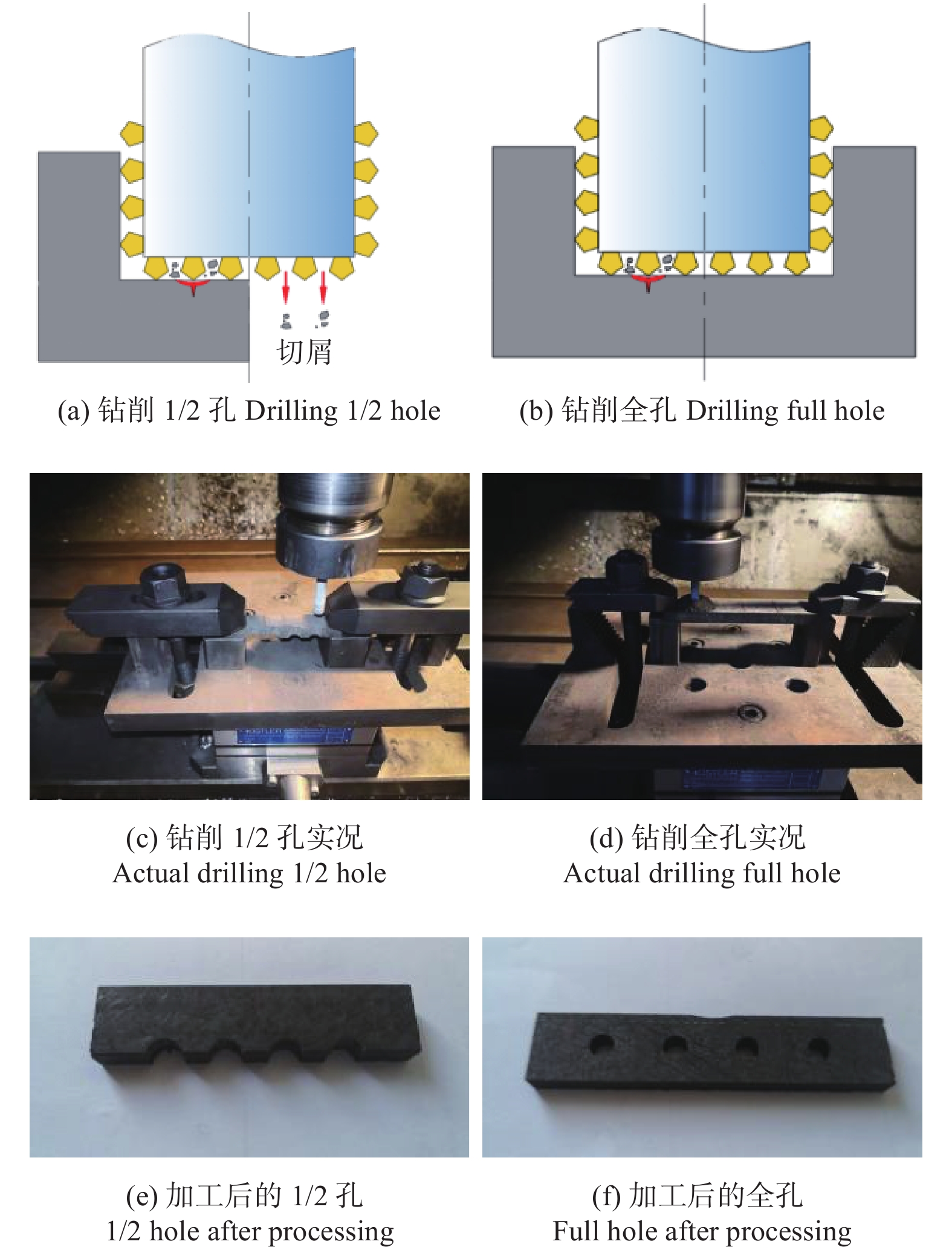
摘要:
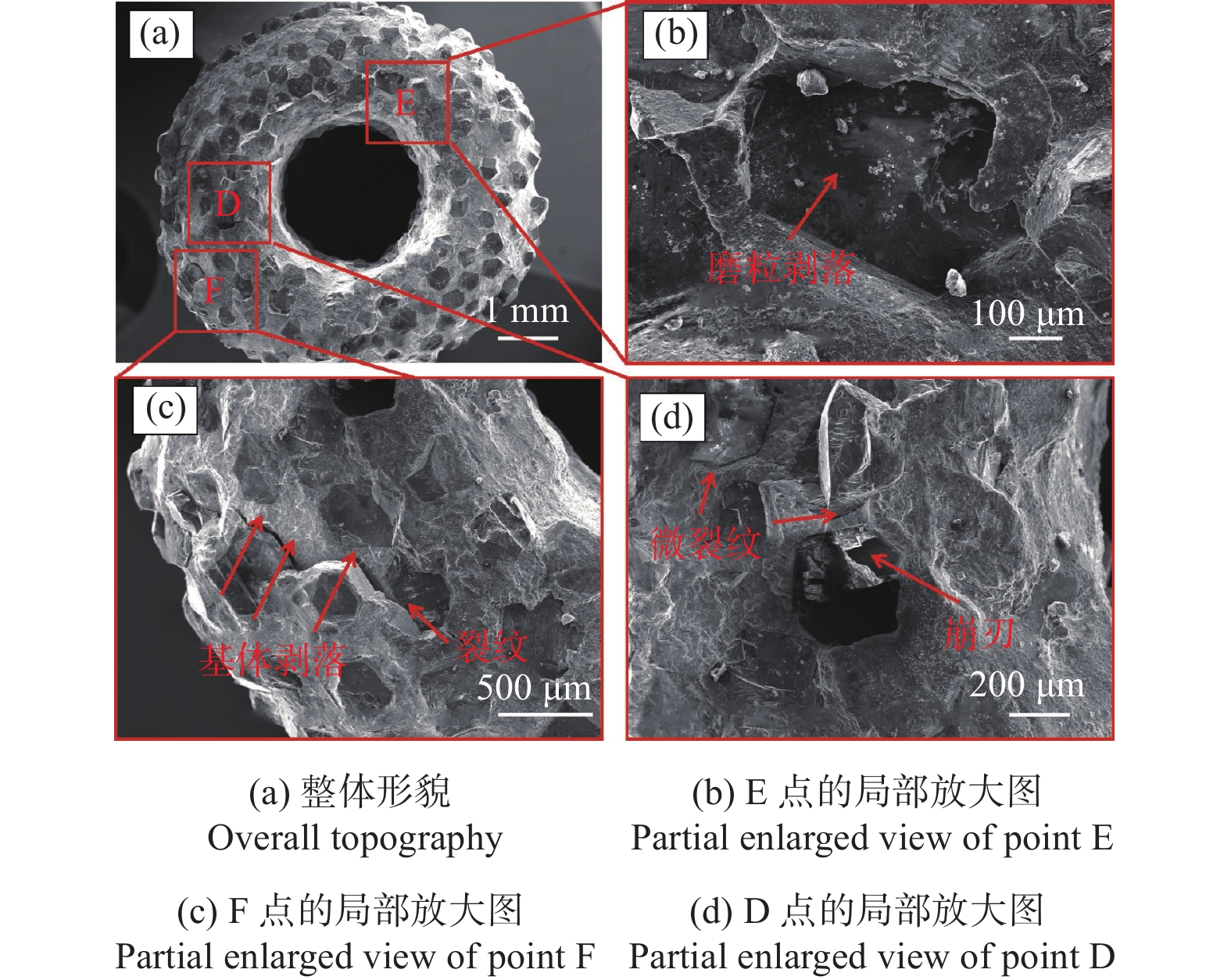
钎焊金刚石磨粒钻适合钻削碳纤维增强碳化硅陶瓷基复合材料孔,但大量切屑会对孔的钻削过程产生不利影响。为此,针对切屑排出过程,分析切屑形貌,研究钻削时切屑对轴向钻削力、孔加工质量、钻头磨损的影响。结果表明:切屑对轴向钻削力有影响,尤其钻削深孔时影响显著。切屑对孔进口的加工质量几乎没有影响,只表现为孔进口处的轻微崩边;切屑对孔出口的加工质量影响显著,可引起严重的纤维断裂、撕裂缺陷以及基体的大区域脱落。同时,切屑加剧钻头磨损,使钻头不仅出现崩刃、微裂纹等轻微磨损,而且还产生基体剥落、金刚石剥落等严重磨损行为。
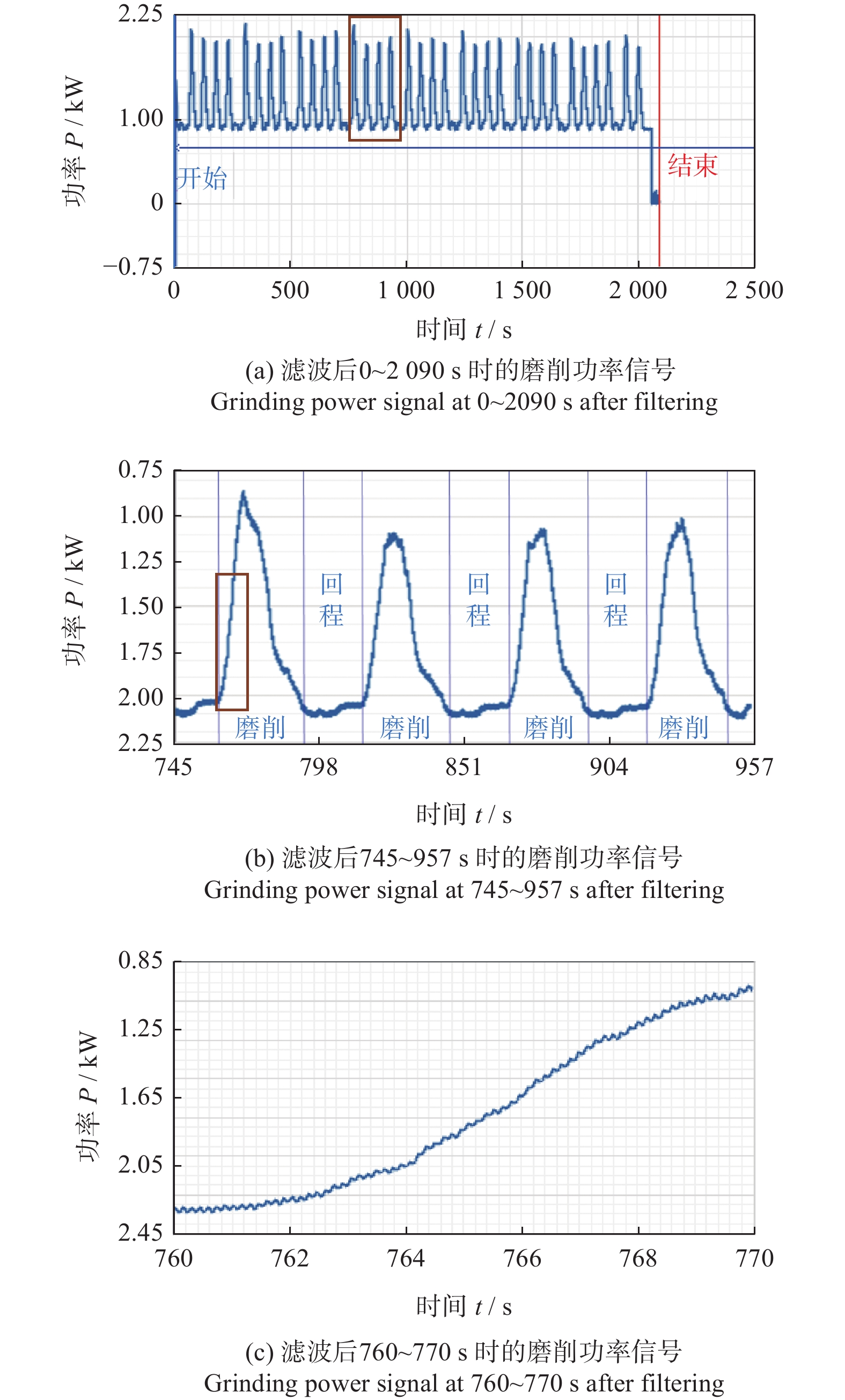
磨削功率信号采集与动态功率监测数据库建立方法
王进玲
,
李建伟
,
田业冰
,
刘俨后
,
张昆
2022, 42(3): 356-363.
doi:
10.13394/j.cnki.jgszz.2021.0608
摘要
(
781
)
HTML
(
408
)
PDF 4331KB
(
57
)
施引文献
(
)
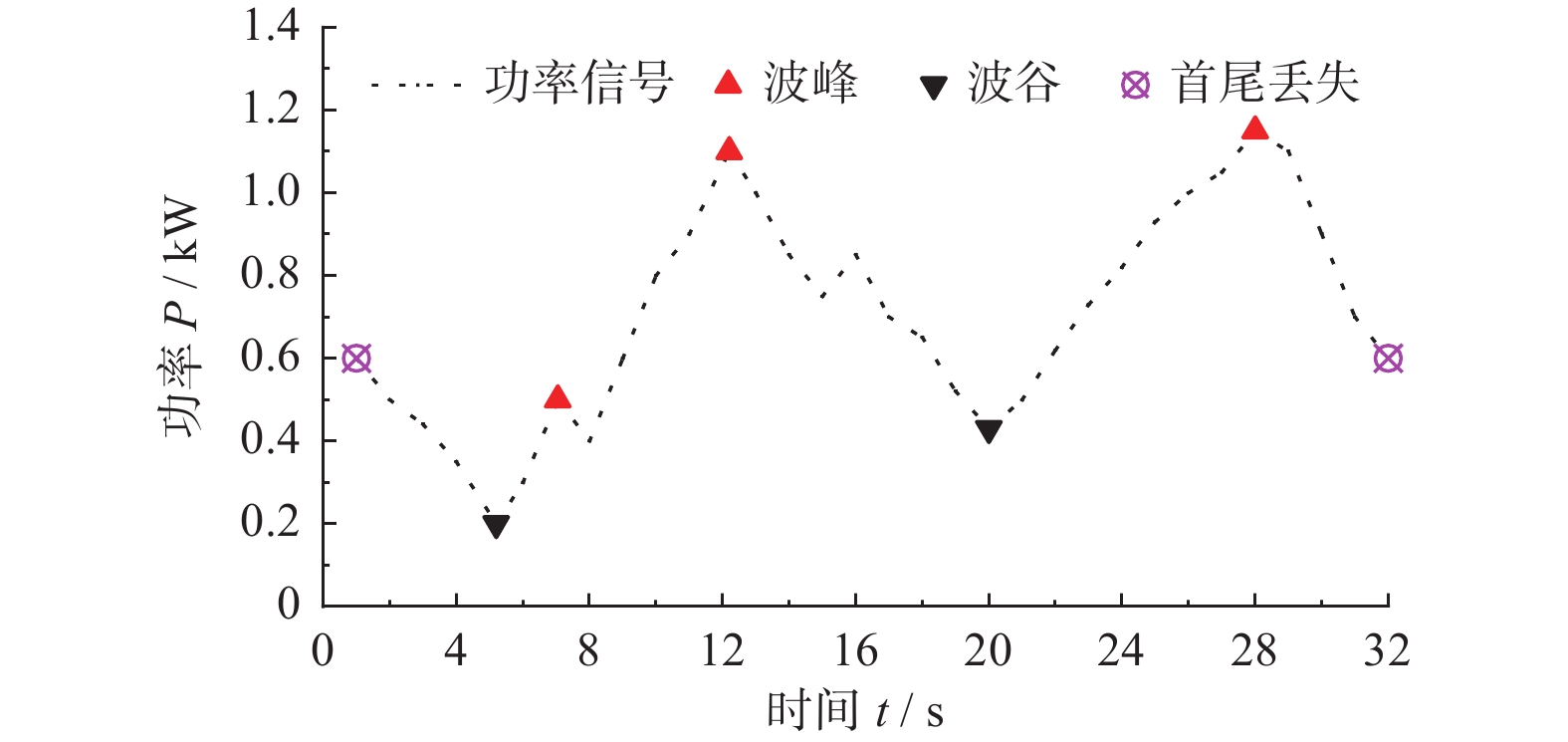
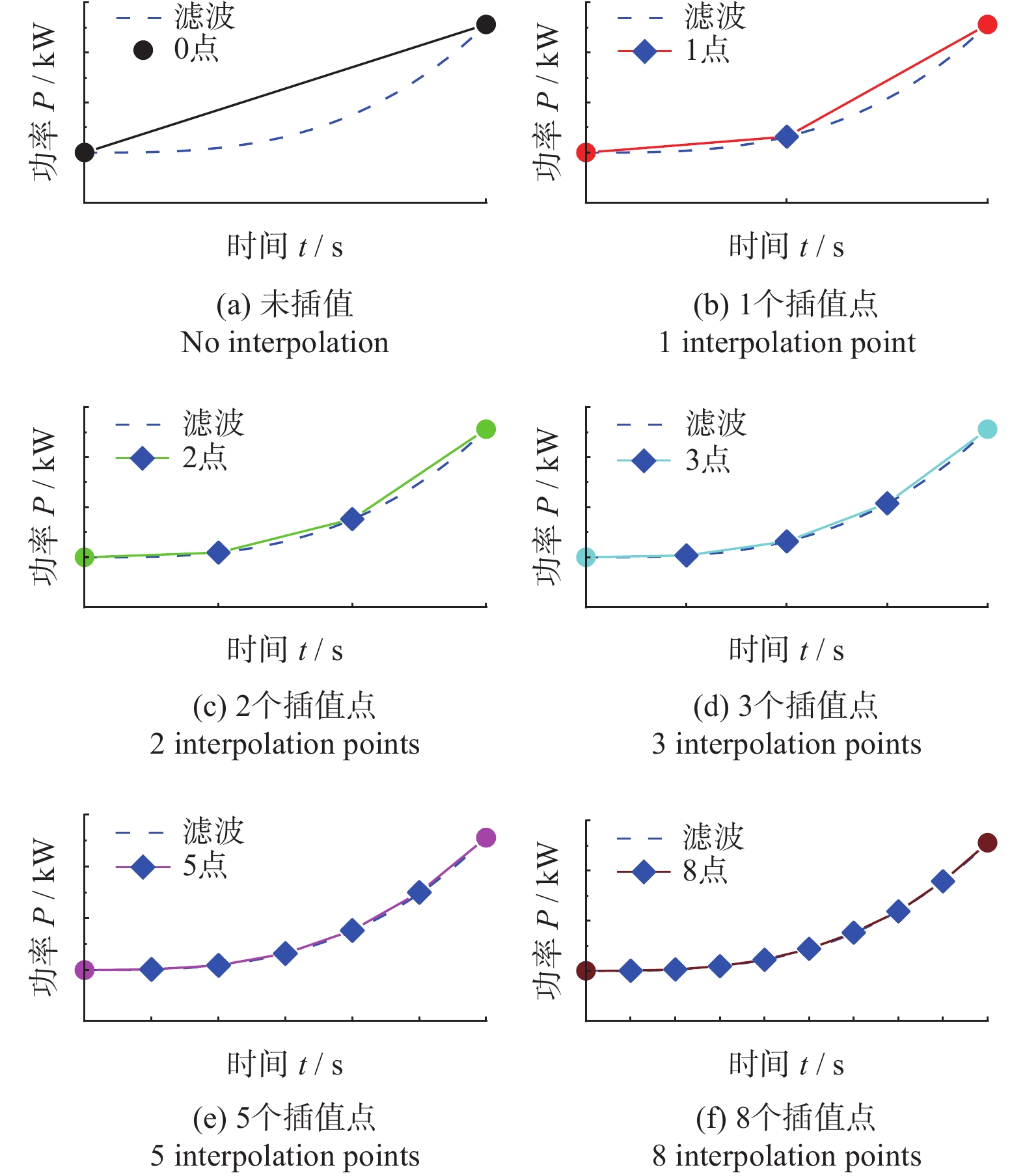
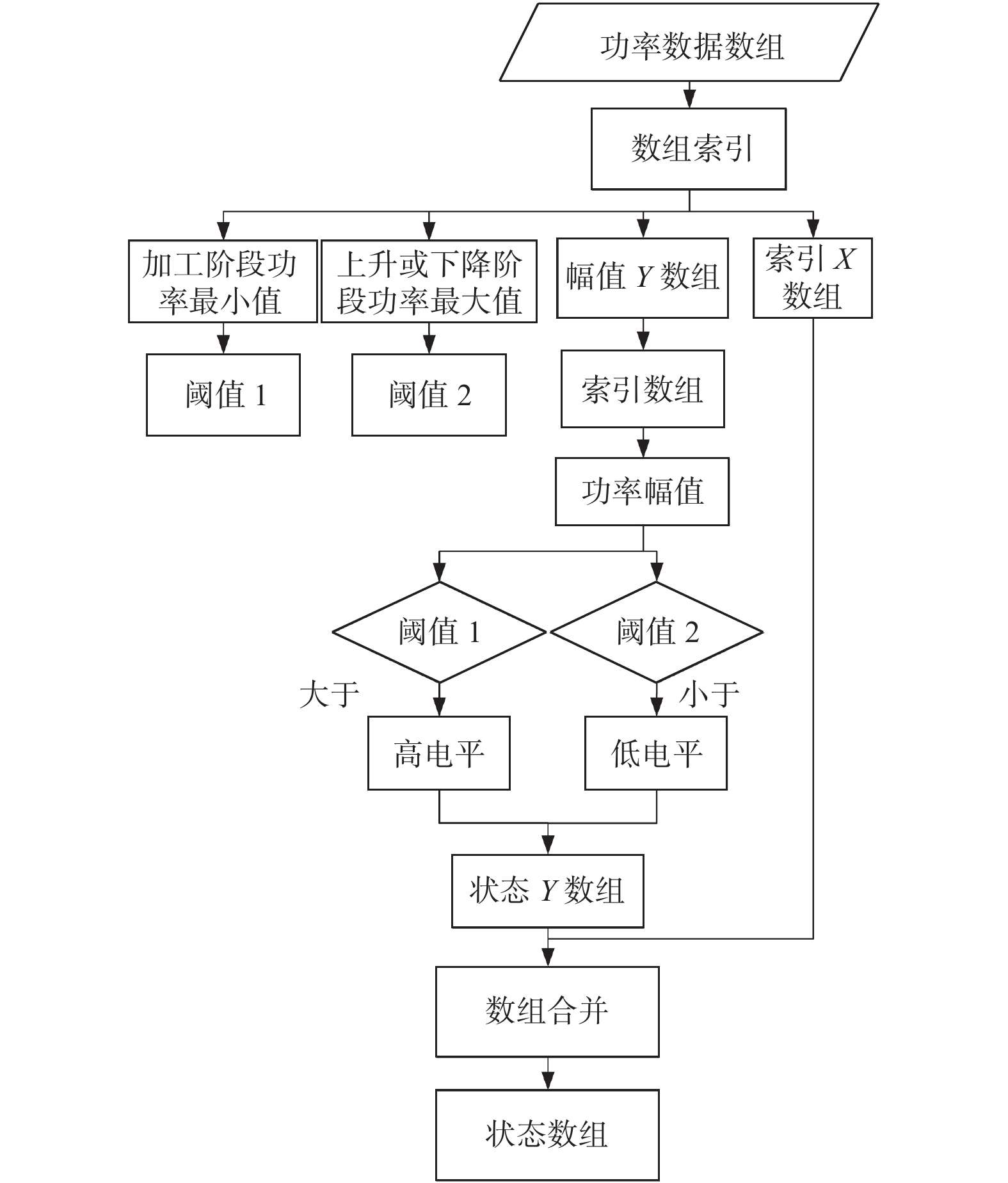
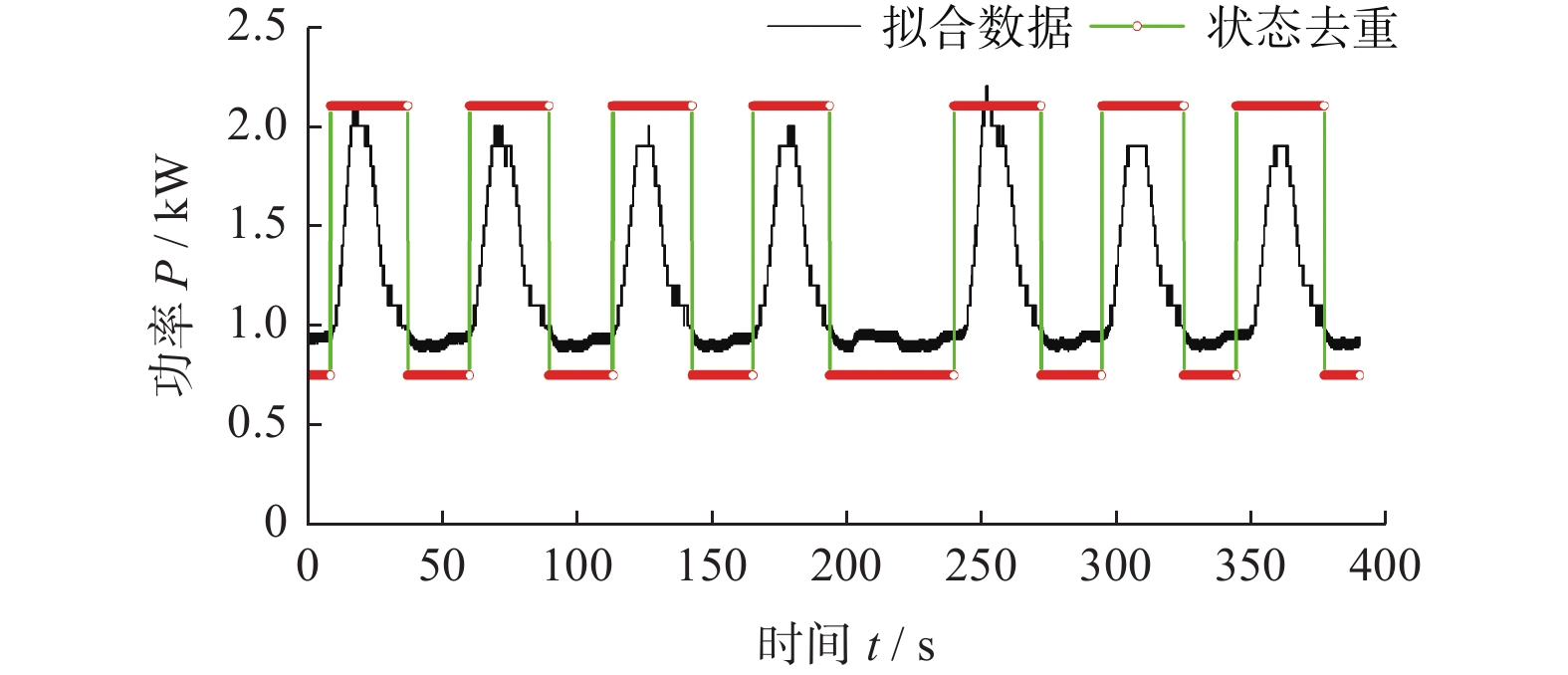
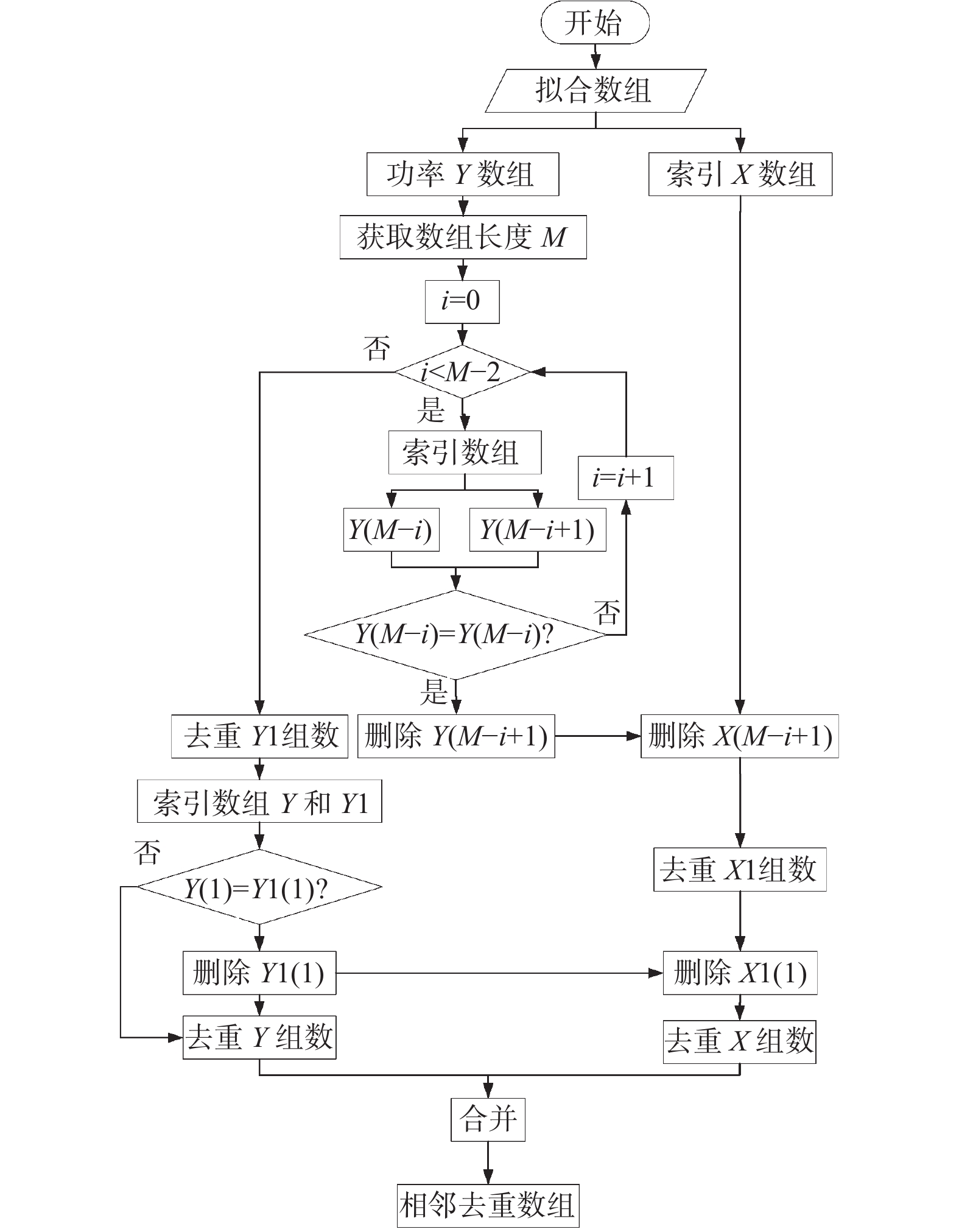
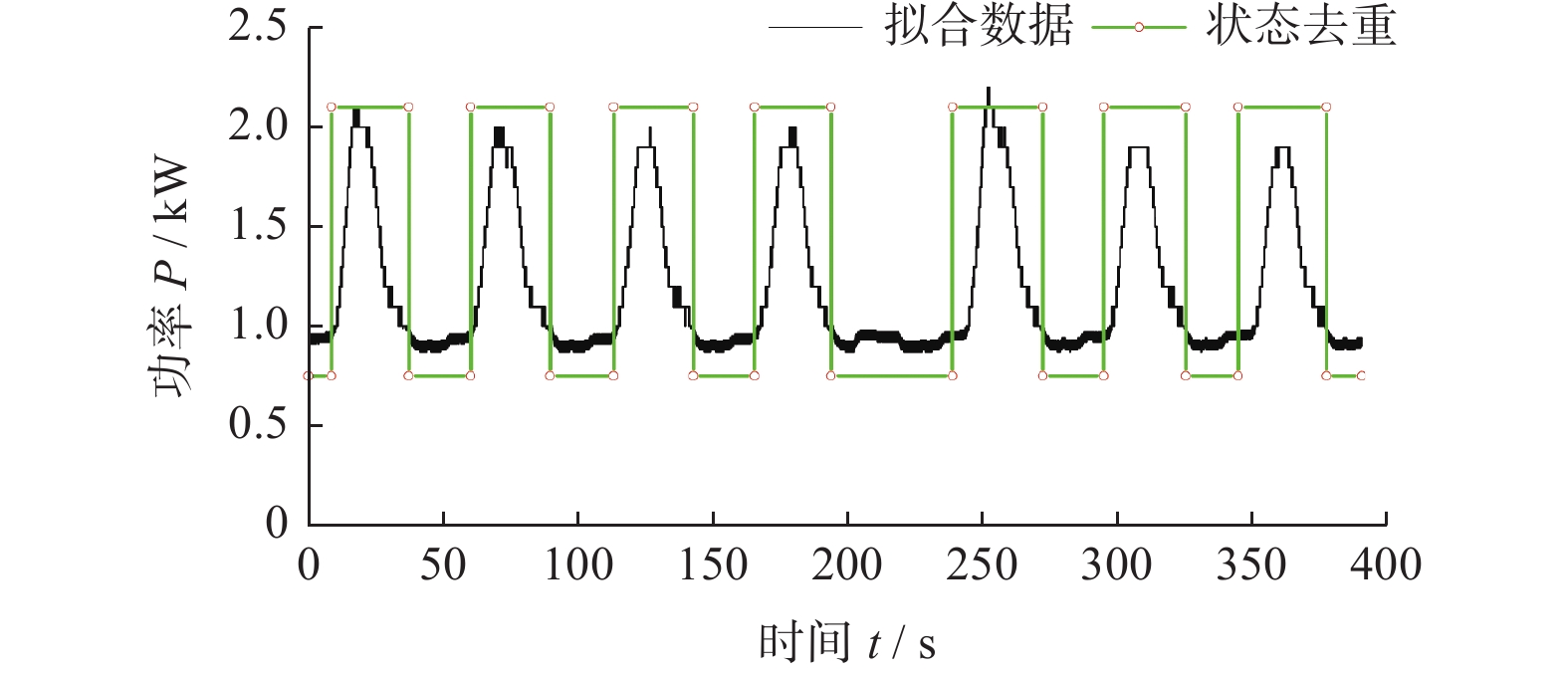
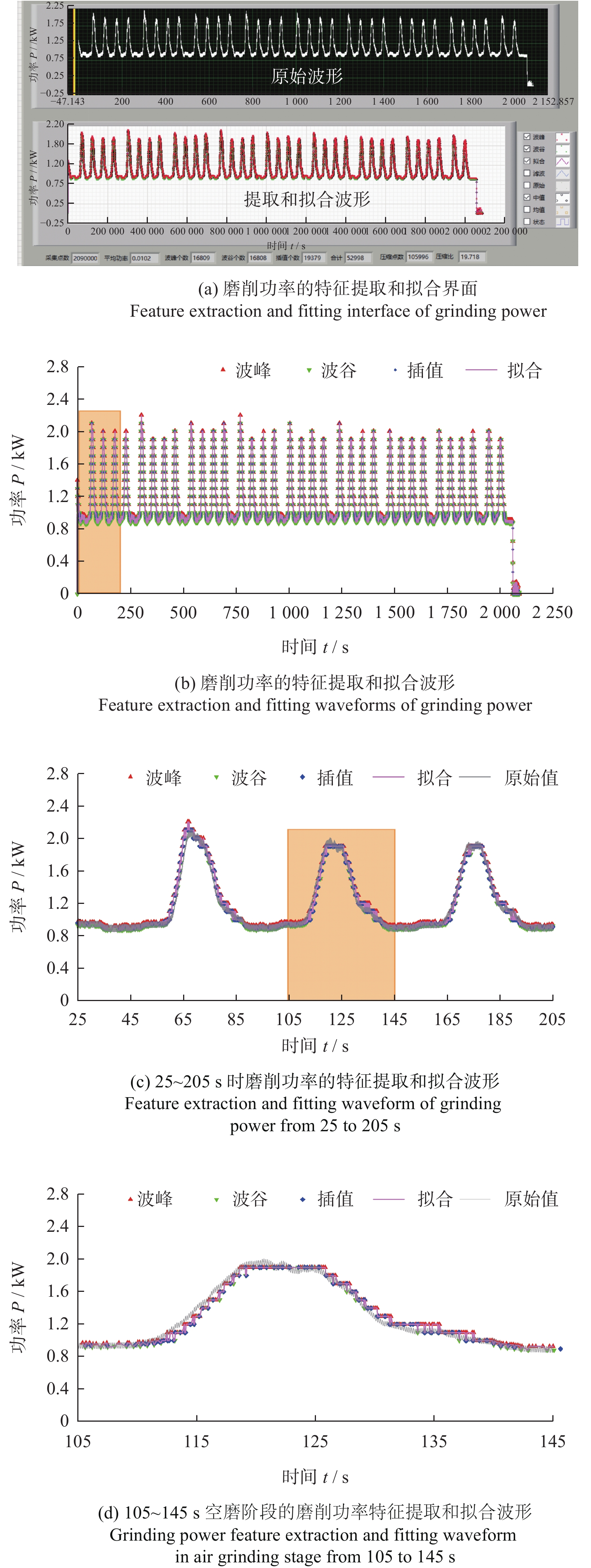
摘要:
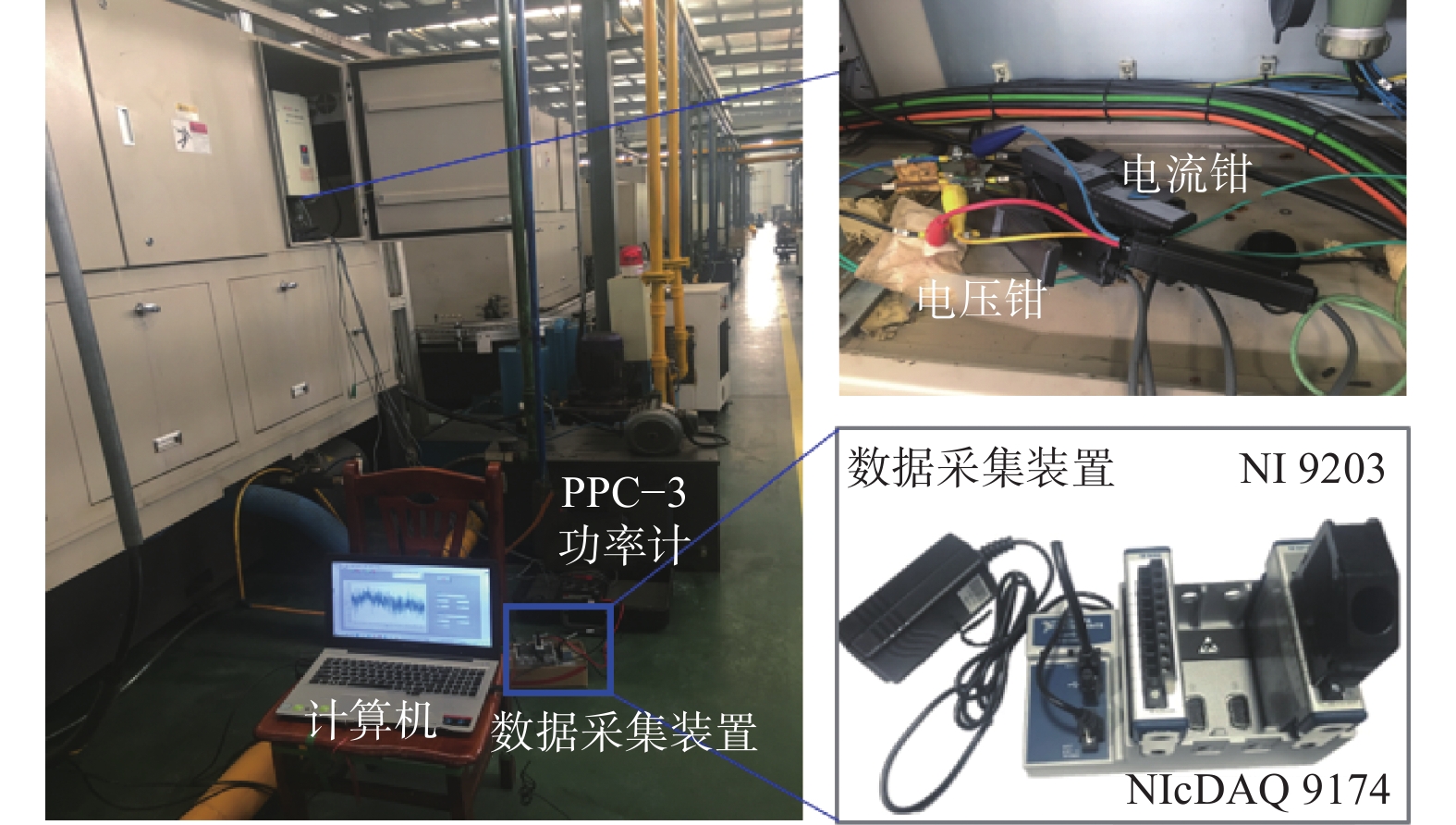
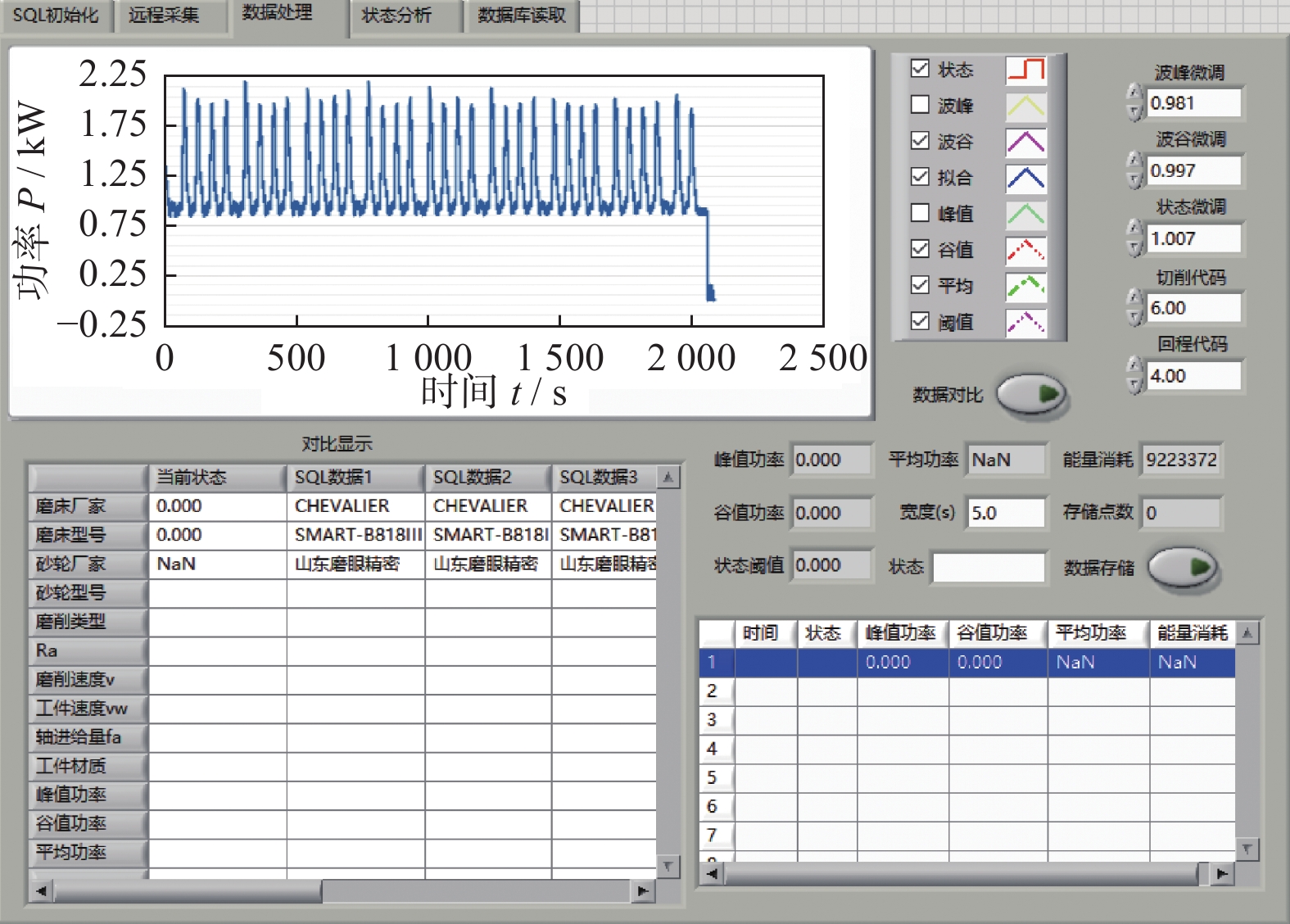
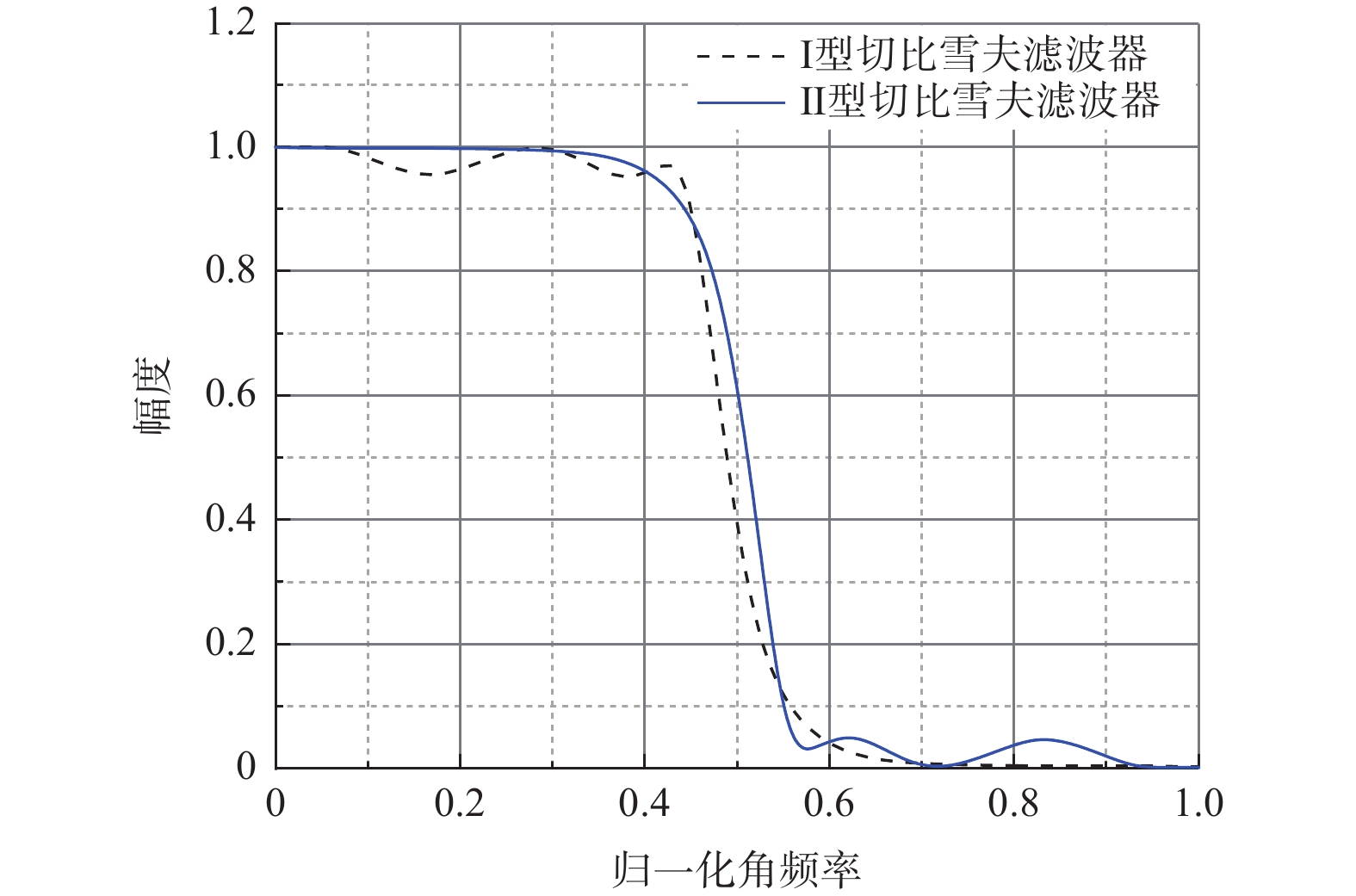
以PPC−3功率传感器和NI 9203数据采集卡搭建磨削功率监控实验平台,基于LabVIEW软件开发过程监测功率数据驱动的智能磨削工艺决策系统,促进磨削加工的绿色高效智能化。为克服决策系统底层过程监测数据(即在线采集的磨削动态功率信号)的数据量巨大且混入有噪声、典型特征不明显等问题,提出一种磨削功率信号特征提取和关系型数据库建立方法。采用Ⅱ型切比雪夫低通滤波器滤波,提高磨削功率信号的信噪比,基于寻峰寻谷法提取功率信号峰谷特征点并进行时域标记,且为保证磨削功率数据的完整性及精度进行首尾修正及插值修正。同时,基于二值化对磨削加工过程进行工作状态标记,并将动态流数据转换为字符串存储在关系型数据库单元格中。轴承钢磨削实验结果表明:数据库建立方法能够精确提取磨削功率特征,并将2090000个动态数据点转变为2×52998个单元格数据,其数据量降至原数据的5.07%,数据的存储规模显著降低,磨削功率数据库的访问速度加快。
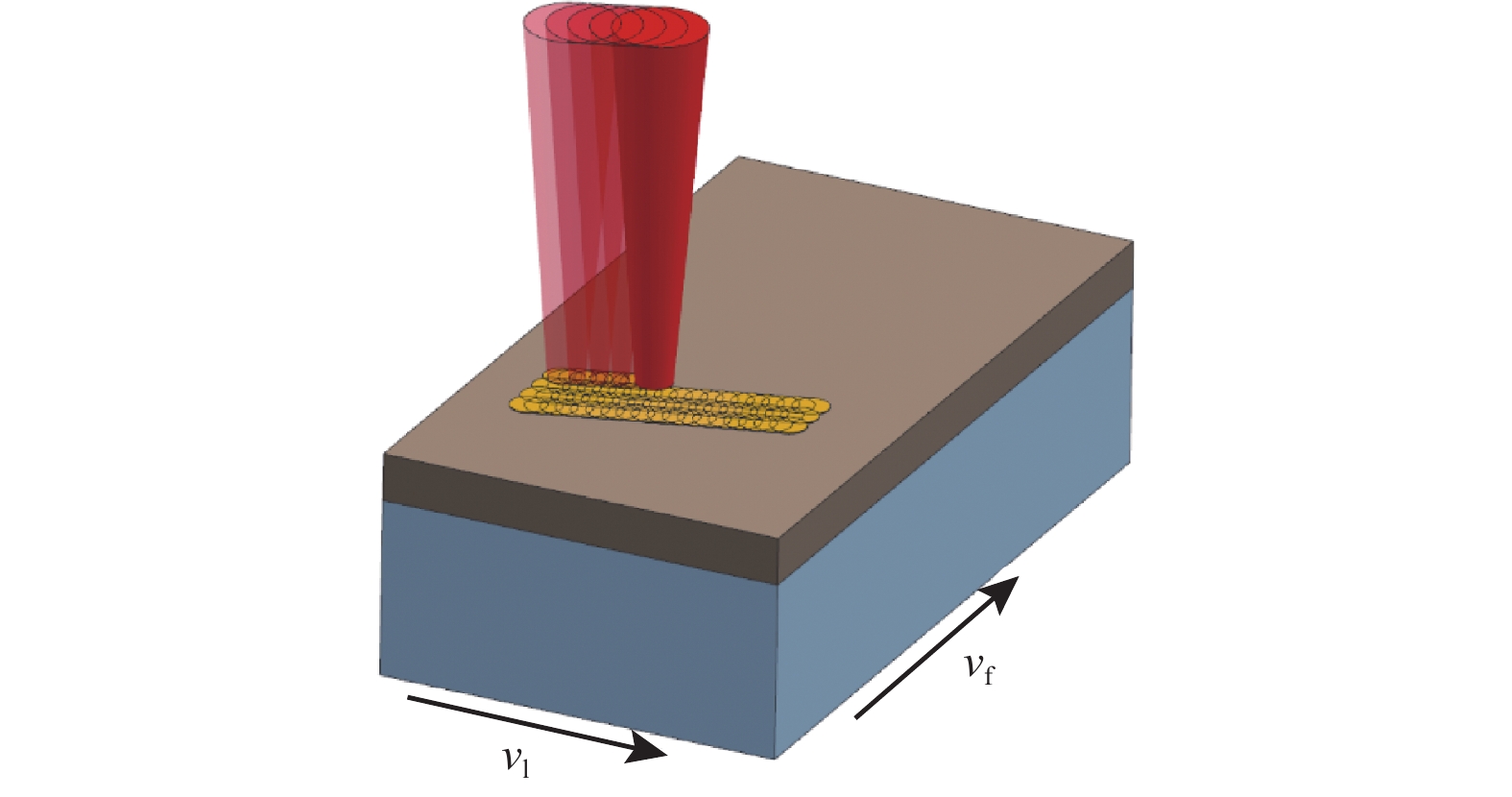
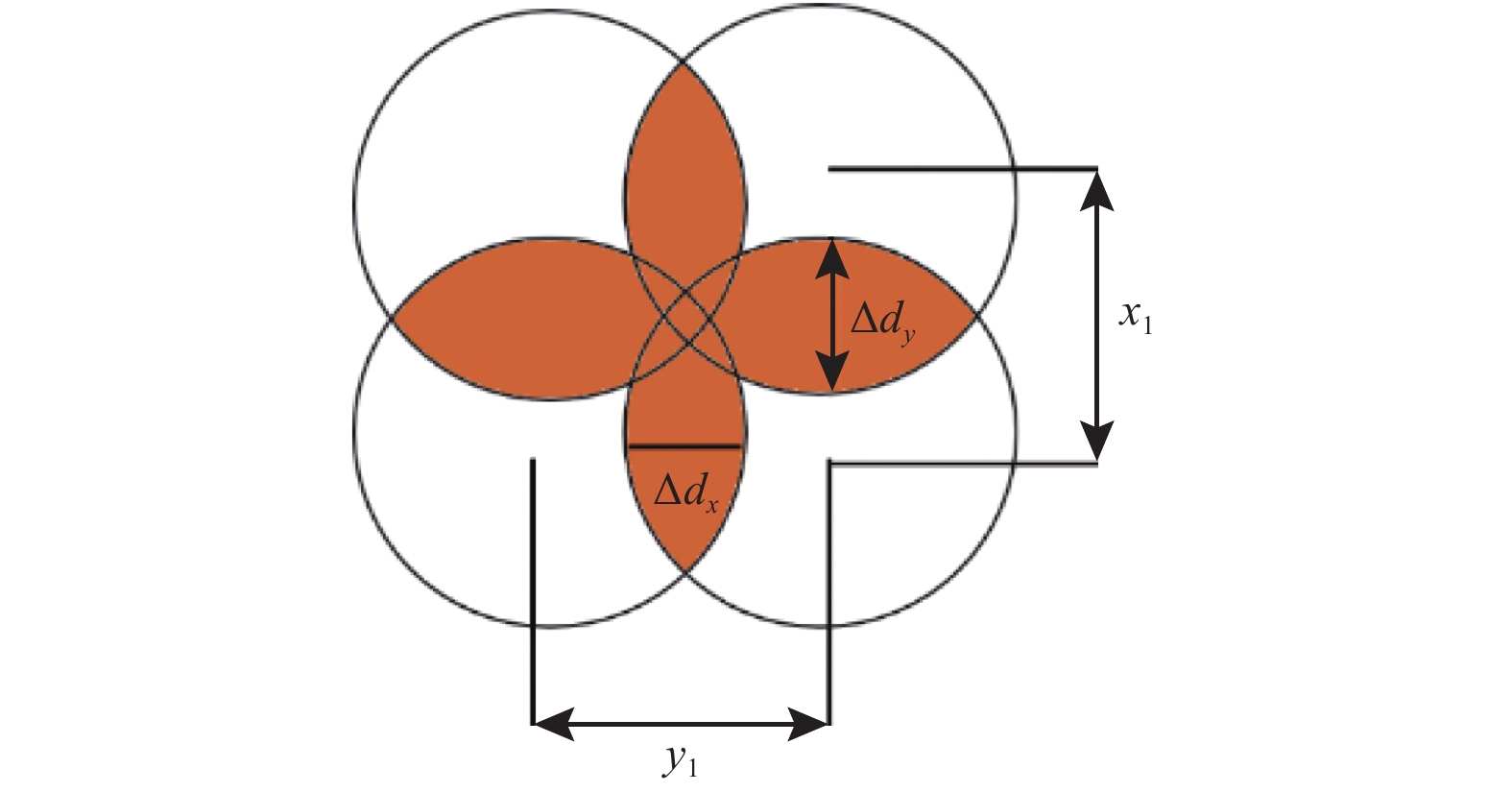
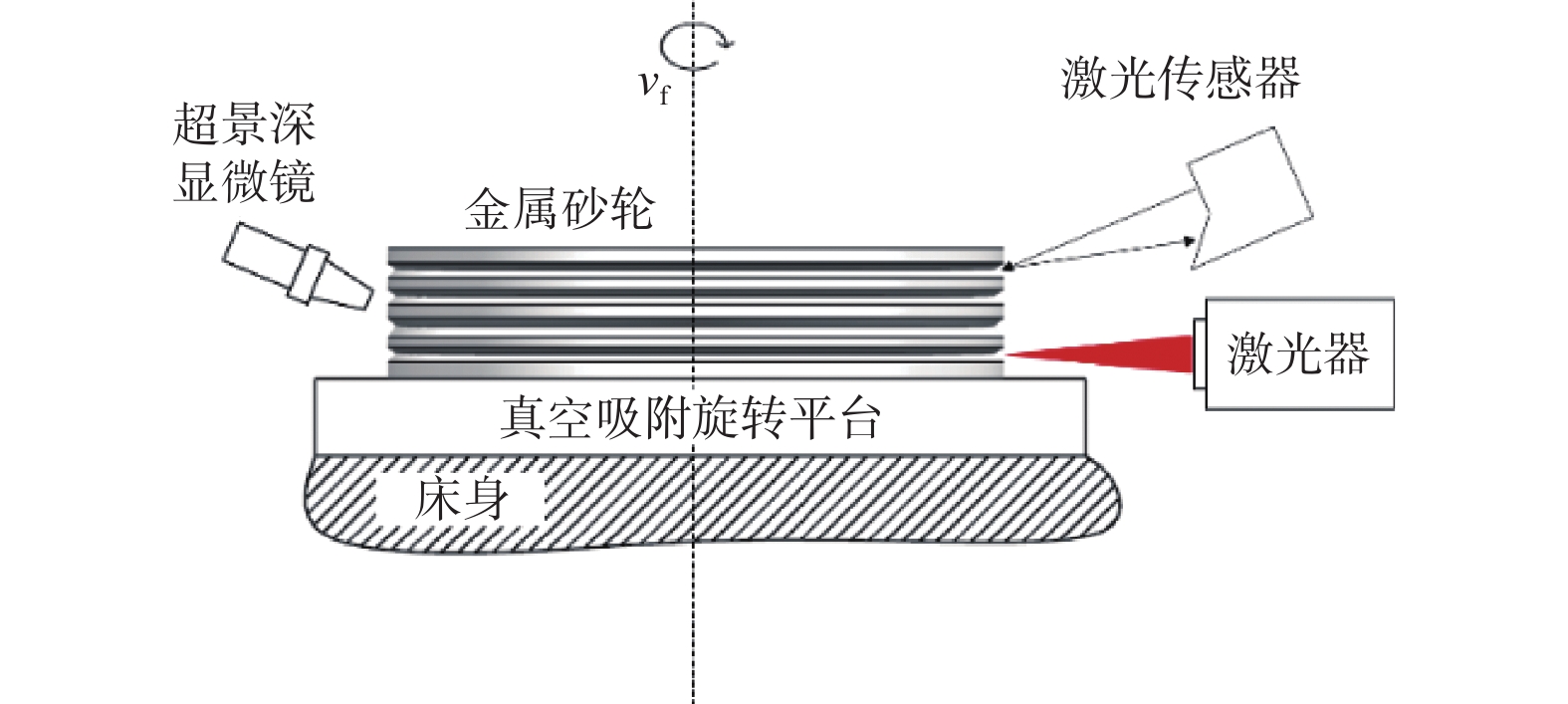
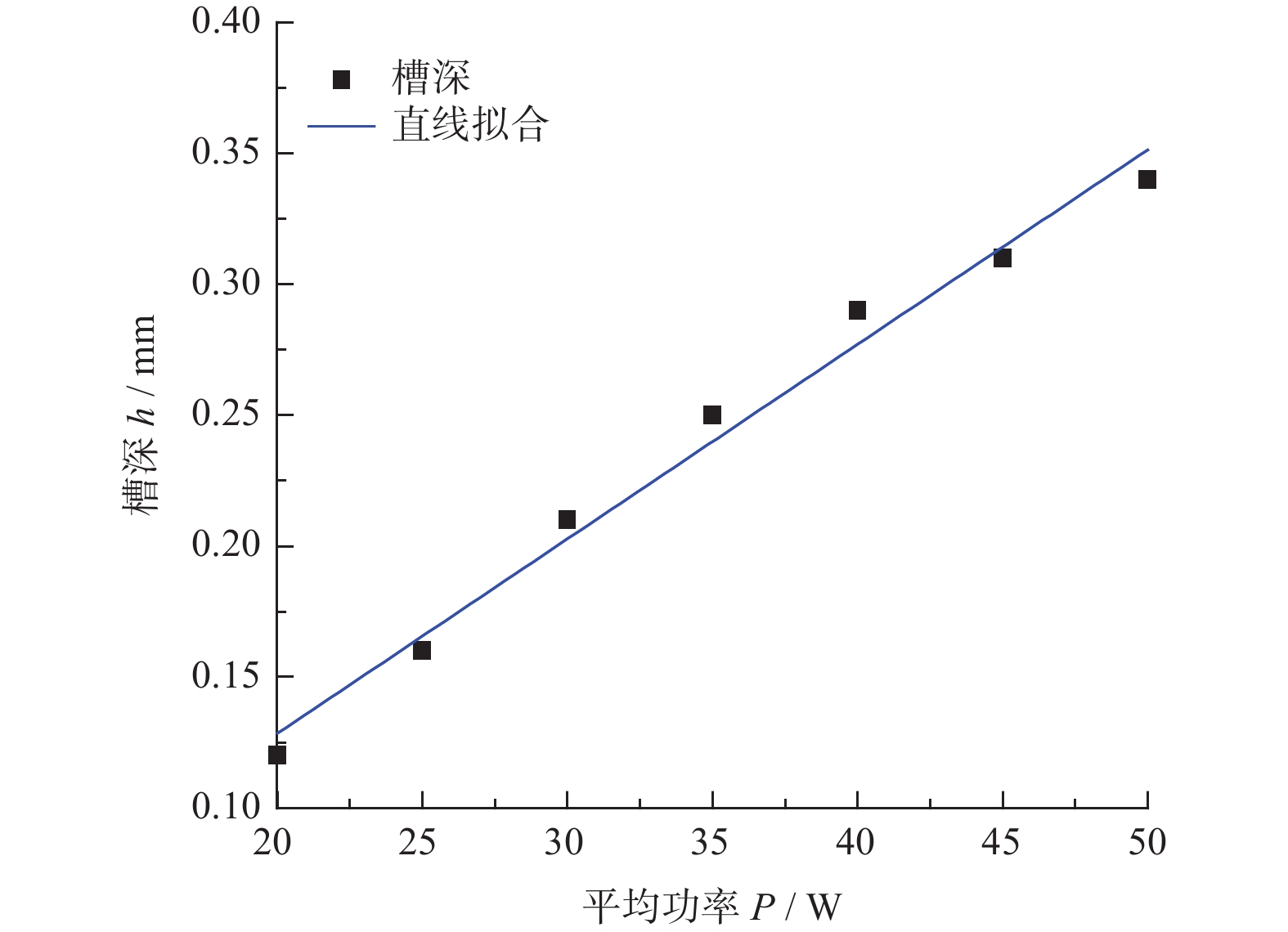
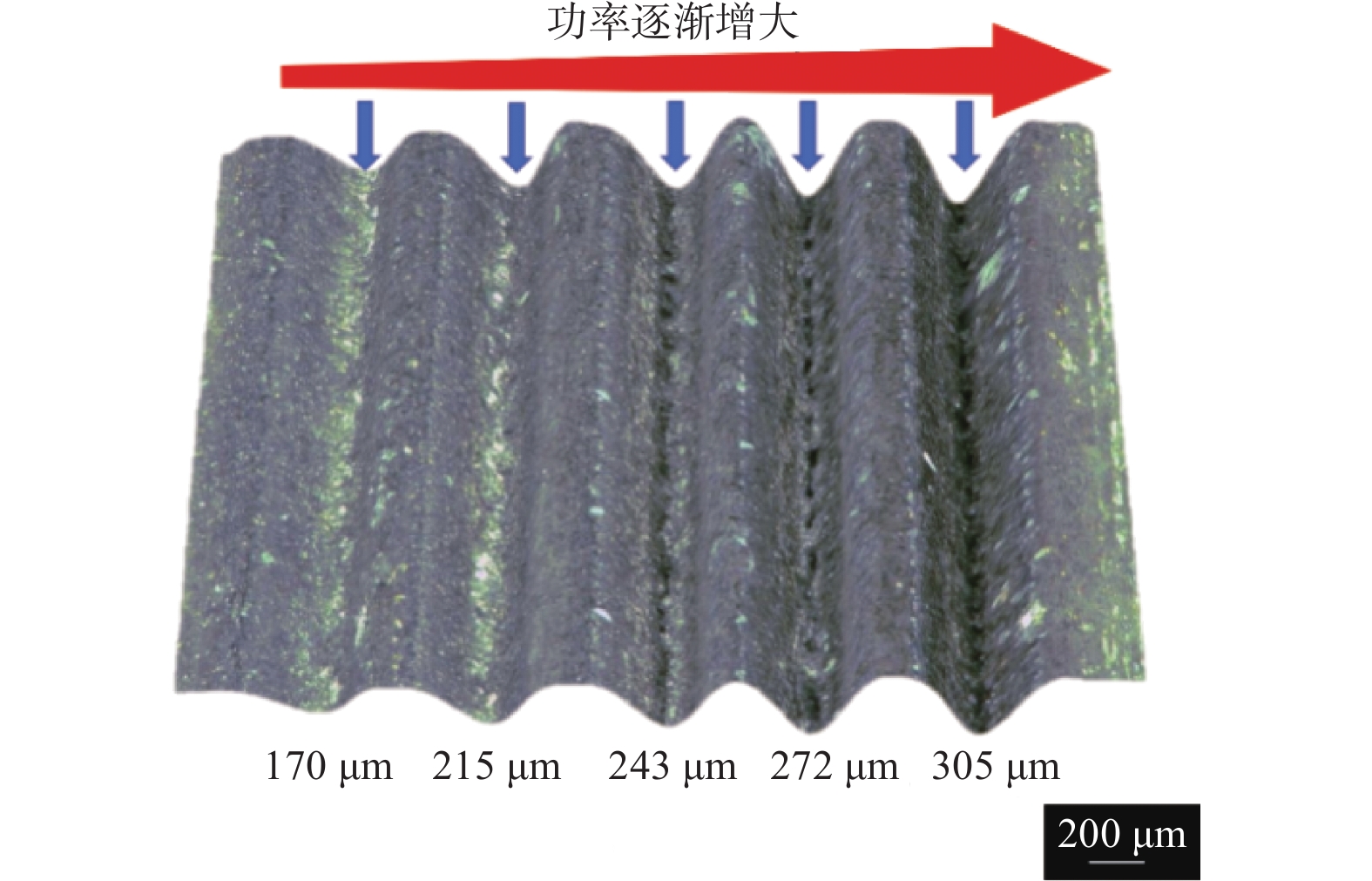
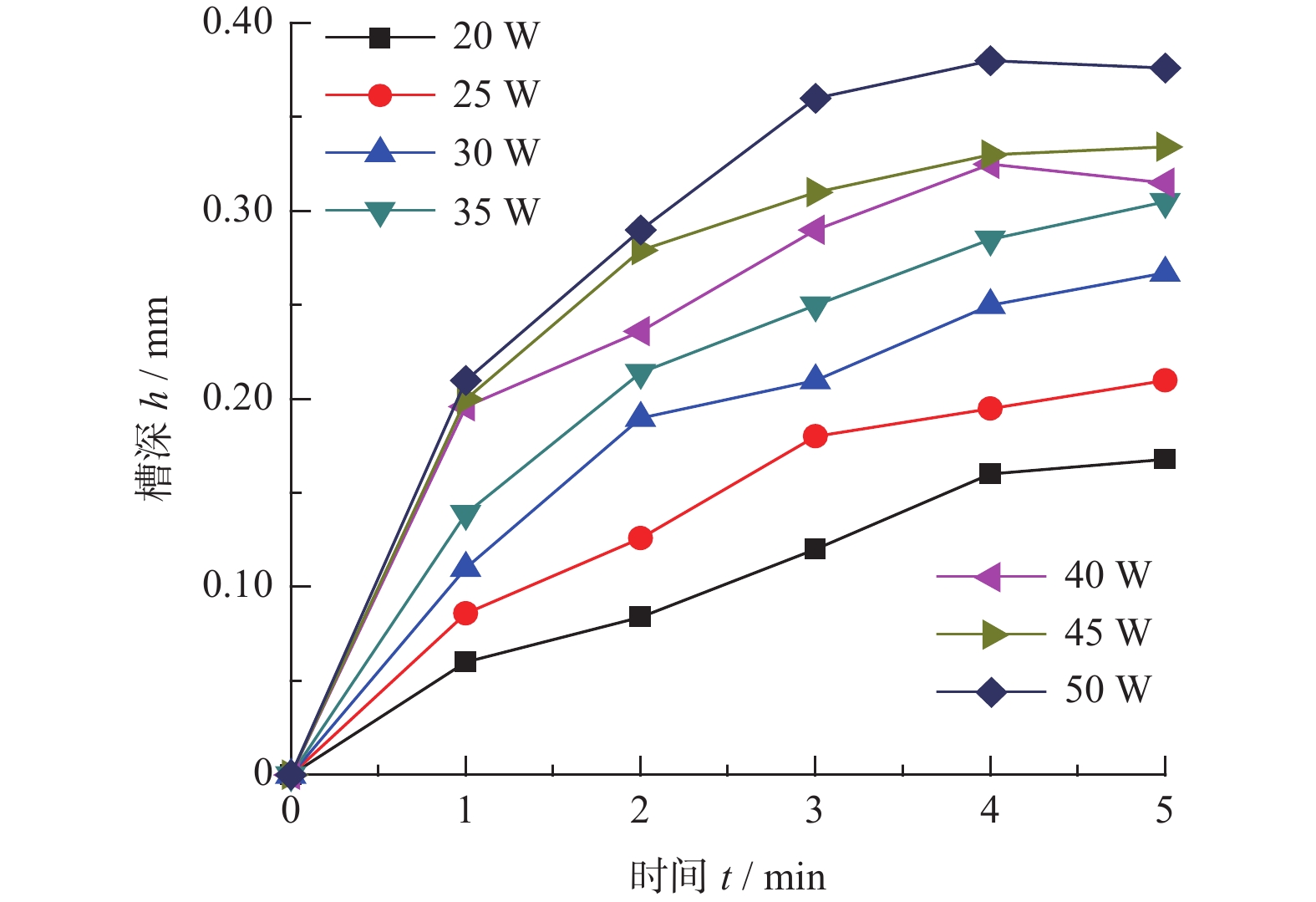
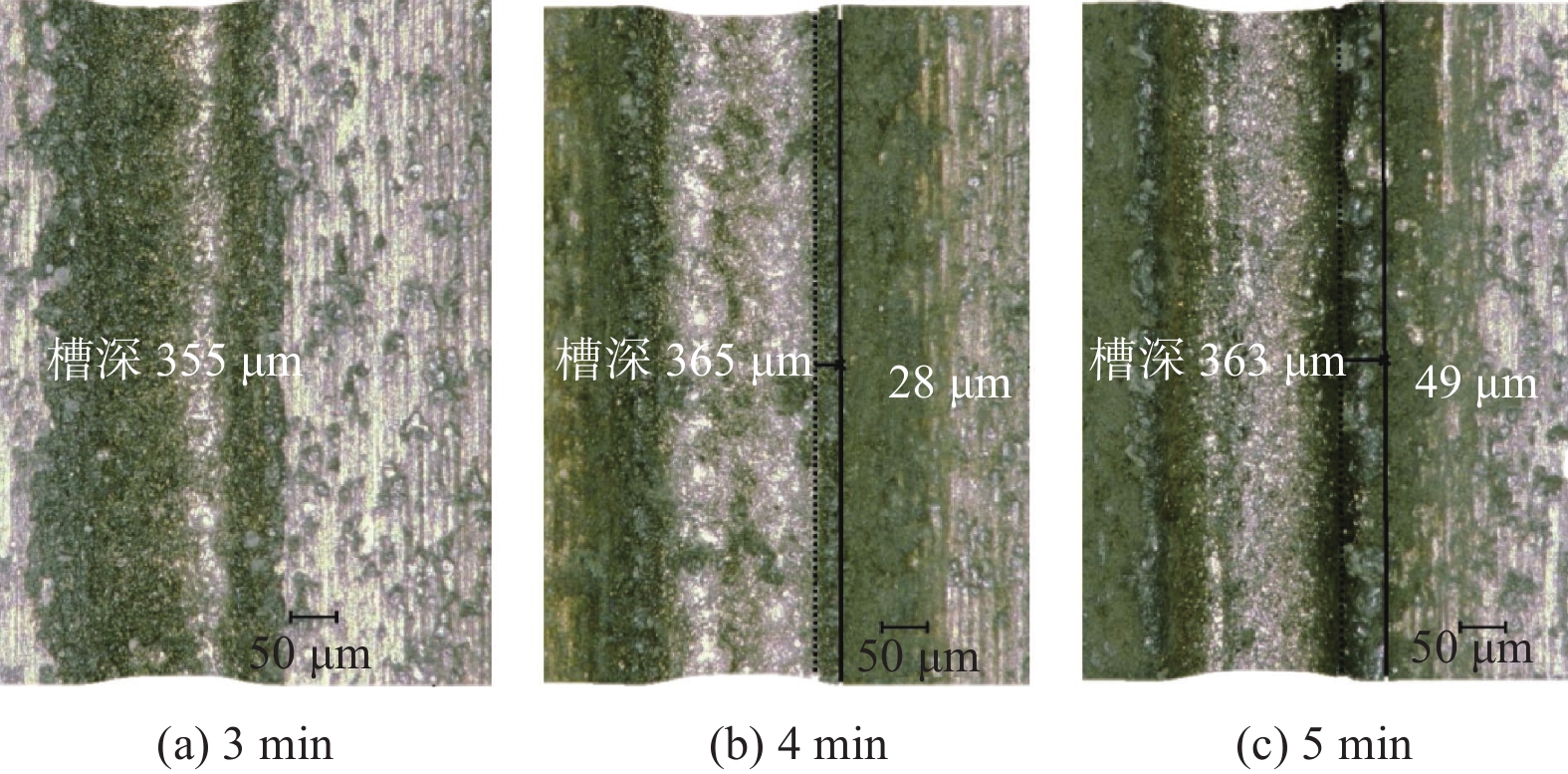
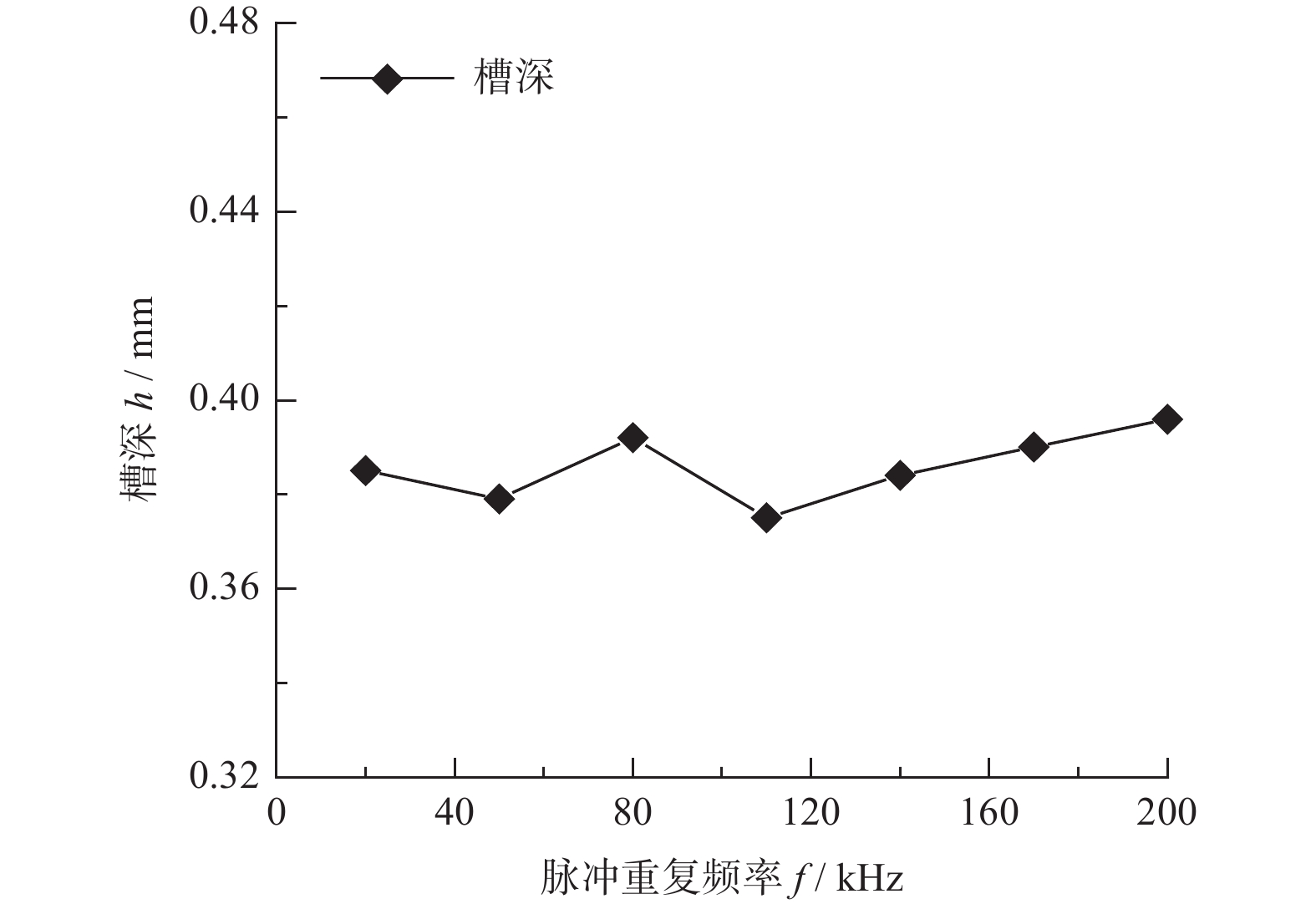
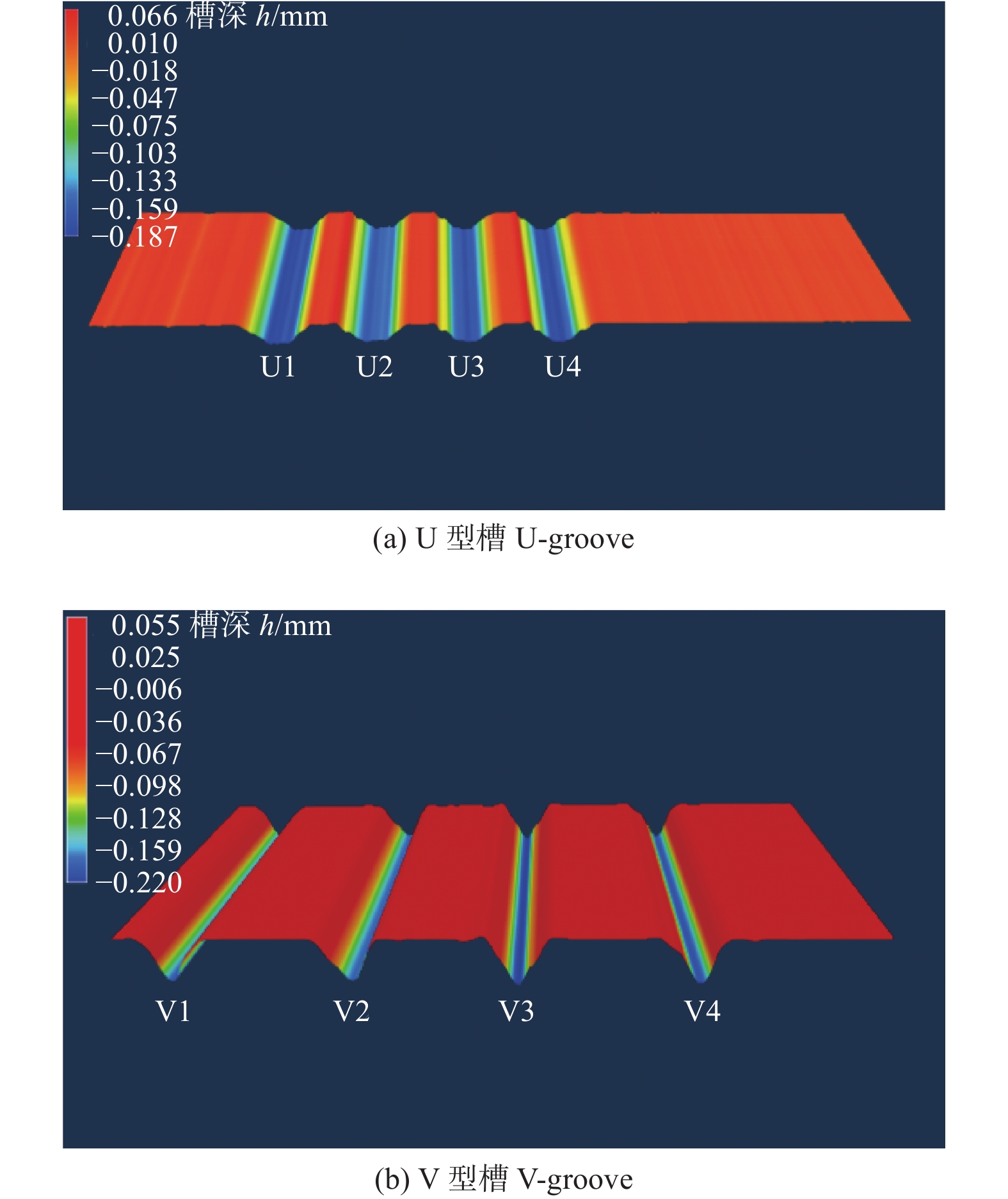
金属结合剂金刚石砂轮表面微槽的激光修整技术
郭泫洋
,
徐钰淳
,
曹剑锋
,
朱建辉
,
赵延军
,
赵金伟
,
师超钰
2022, 42(3): 364-372.
doi:
10.13394/j.cnki.jgszz.2021.3006
摘要
(
948
)
HTML
(
521
)
PDF 4874KB
(
97
)
施引文献
(
)
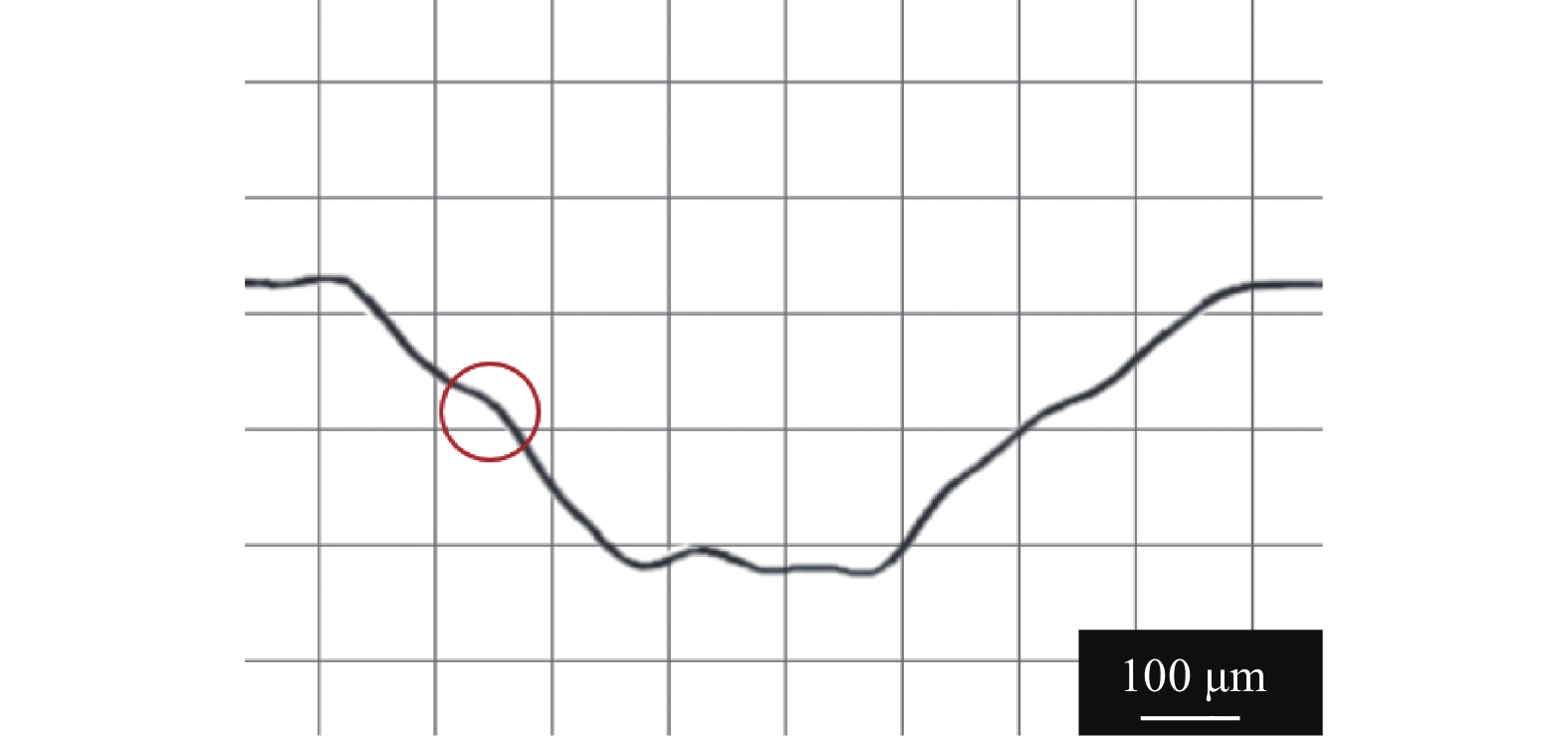
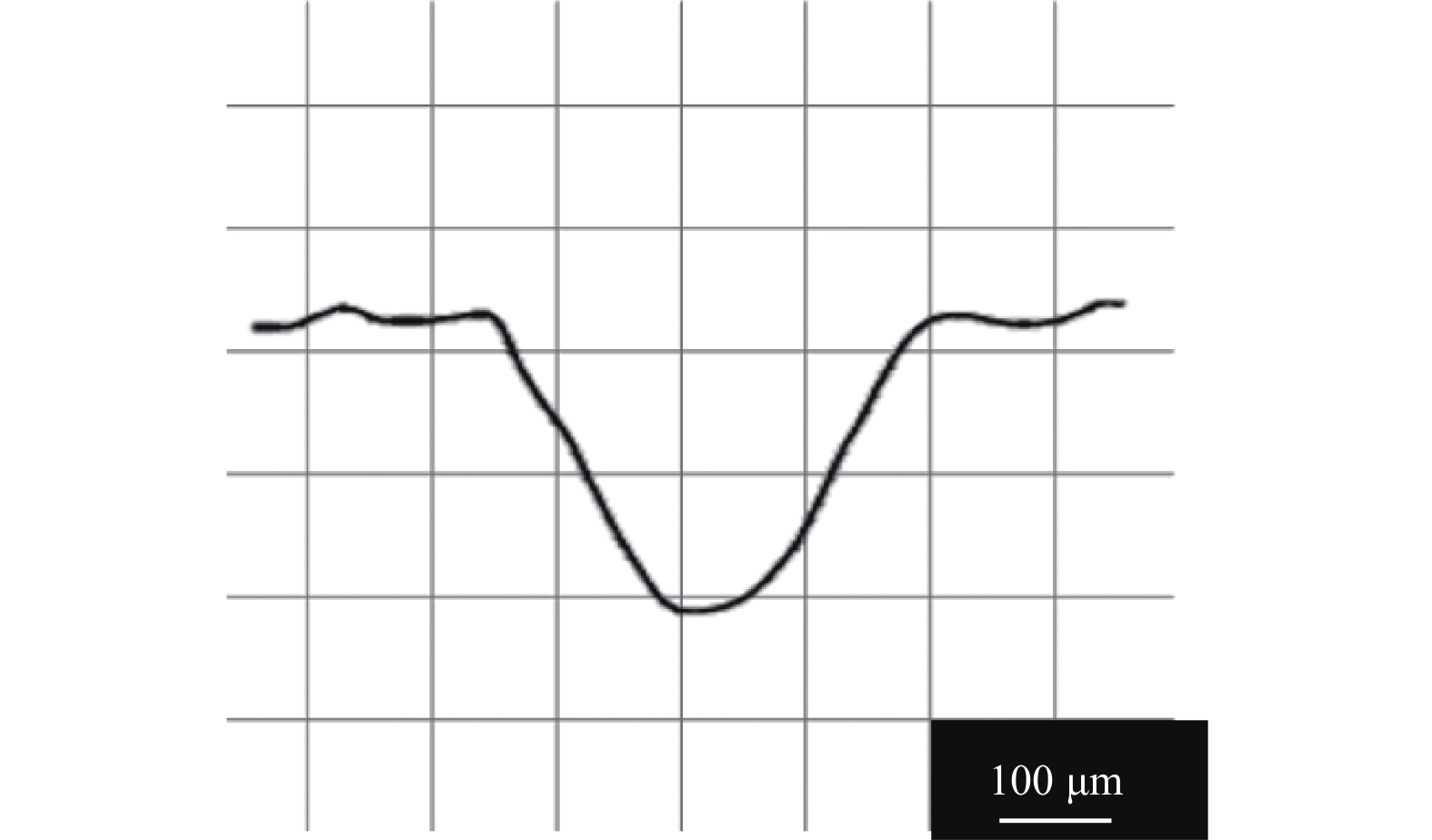
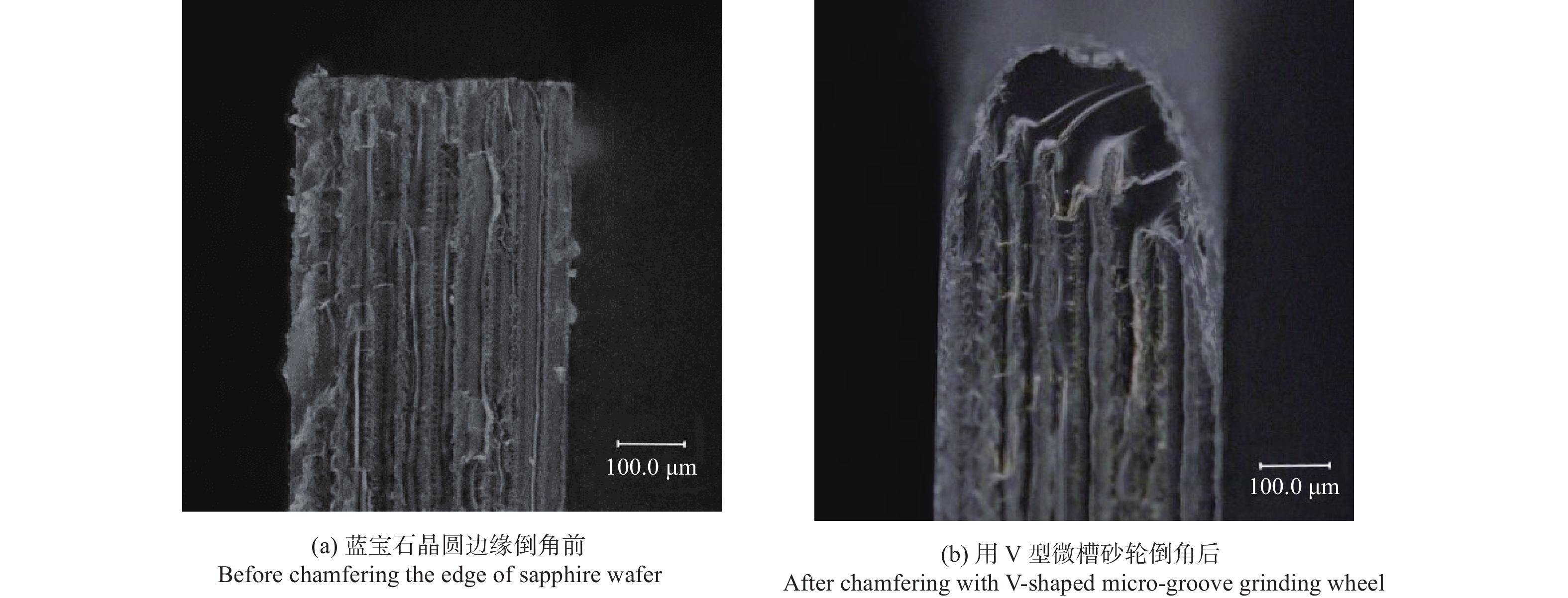
摘要:
针对金属结合剂金刚石砂轮表面微槽修整困难的问题,采用红外纳秒激光器开展修整试验,探究激光功率、脉冲重复频率、激光烧蚀时间等因素对其材料去除的影响规律,并对U型和V型2种砂轮微槽提出梯度步进激光修整工艺。结果表明:修整后的砂轮微槽实际轮廓与设计轮廓对比,其顶部和底部实际宽度相对误差的绝对值最大为4.4%,实际深度相对误差的绝对值最大为9.6%。用修整后的砂轮V型微槽对直径为4英寸(10.16 cm)的蓝宝石晶圆边缘进行倒角,晶圆锐利的边缘被修整成规则形状,边缘轮廓对称度良好,且与激光修整后砂轮表面的微槽轮廓一致,验证了金属结合剂金刚石砂轮表面微槽激光成型修整的可行性。
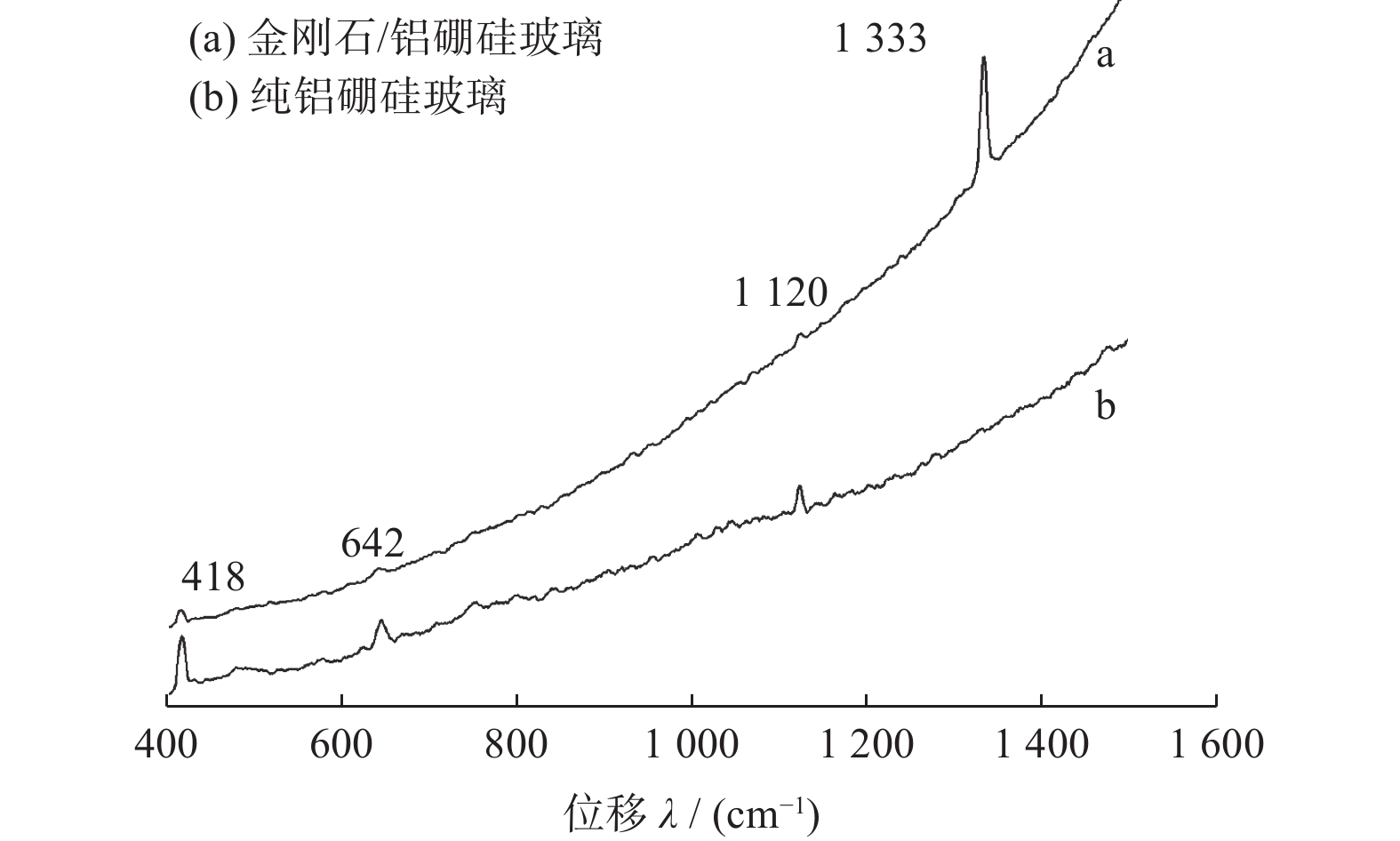
铝硼硅玻璃基体中金刚石氧化机理
张向红
,
王艳辉
,
臧建兵
,
张金辉
2022, 42(3): 373-378.
doi:
10.13394/j.cnki.jgszz.2021.3010
摘要
(
877
)
HTML
(
397
)
PDF 3415KB
(
36
)
施引文献
(
)
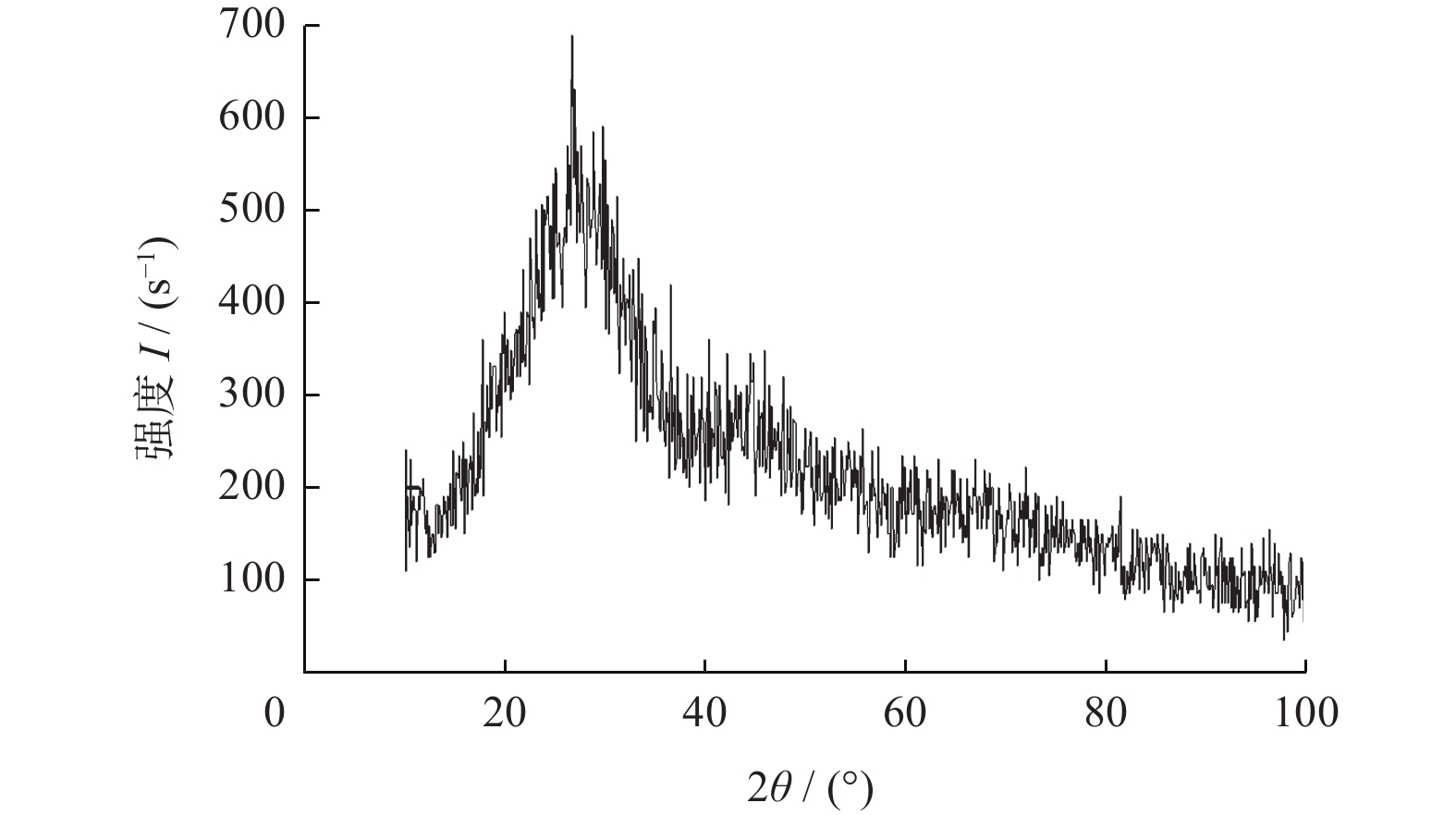
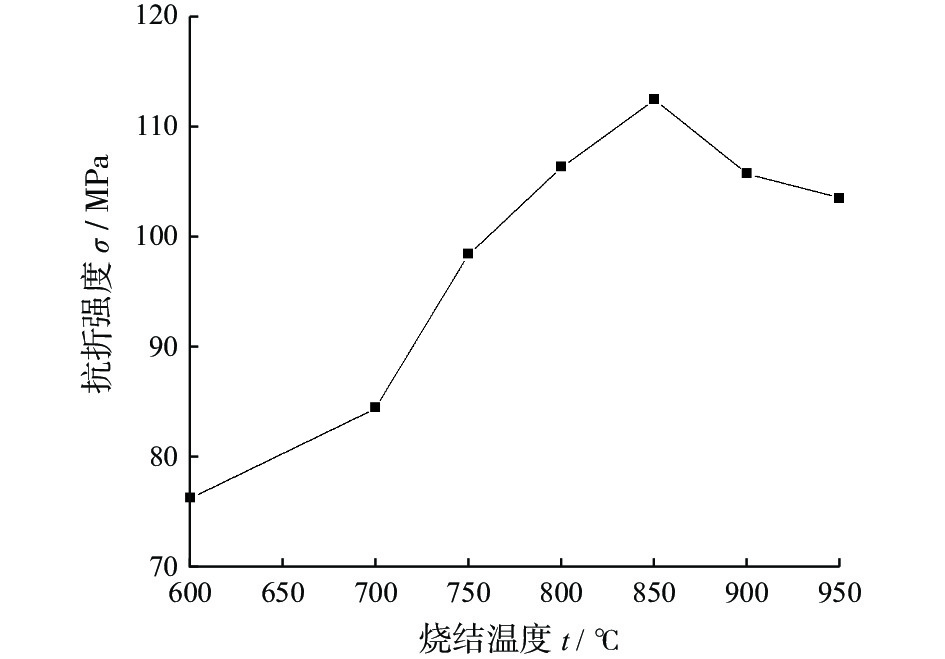
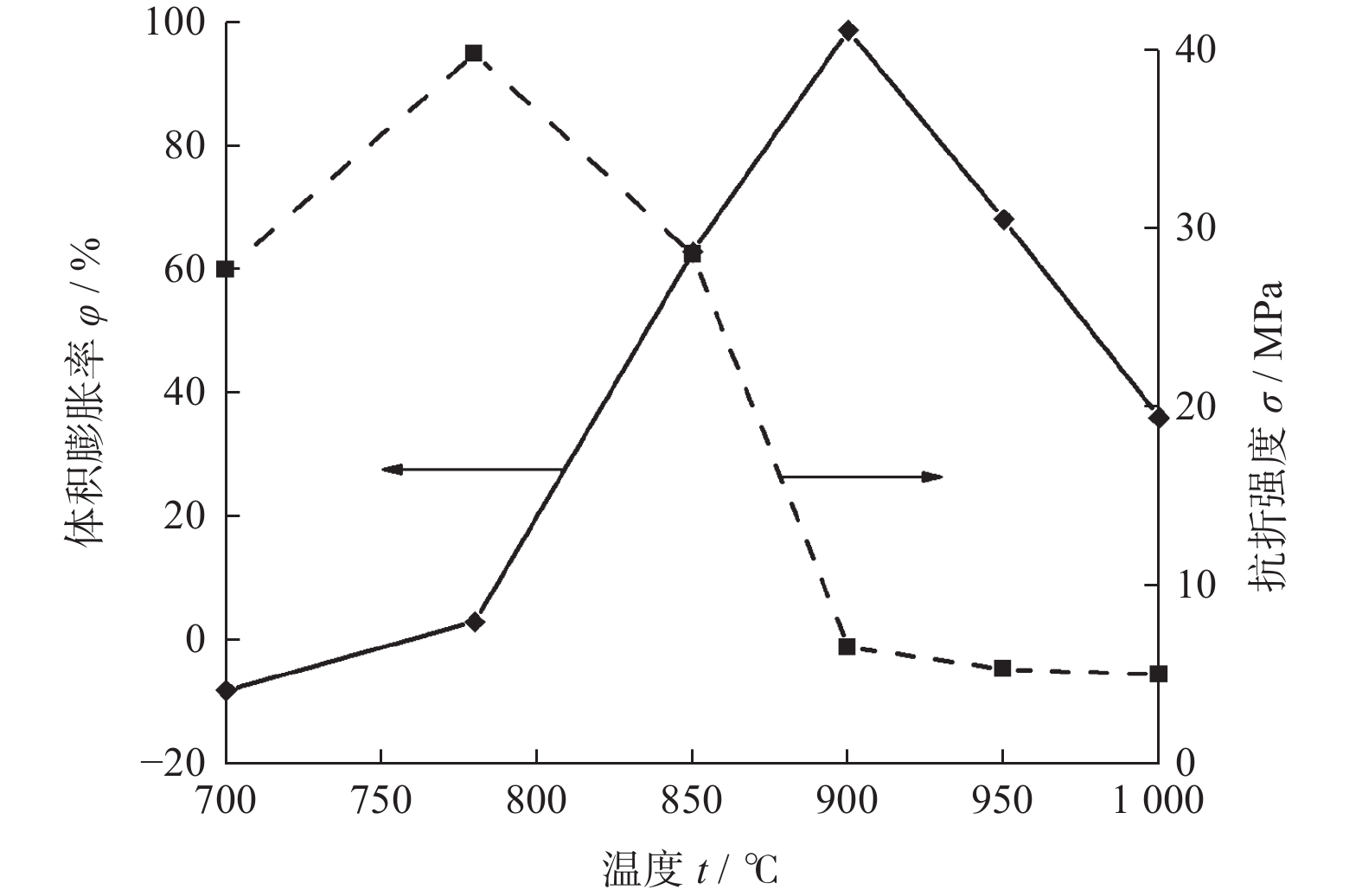
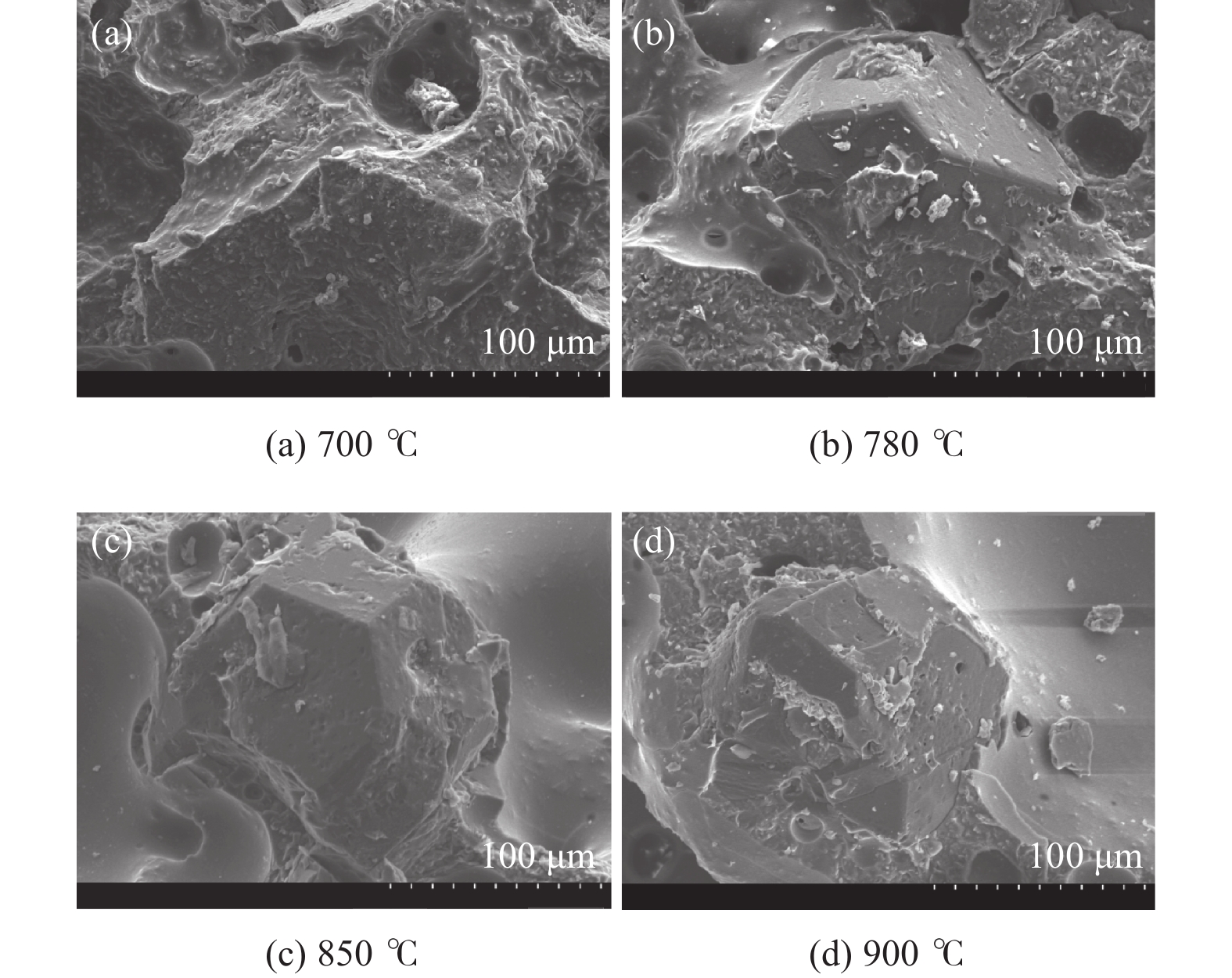
摘要:
开展金刚石/铝硼硅玻璃复合材料的烧结试验,通过TG-DSC分析、XRD分析和Raman分析,研究铝硼硅玻璃熔体中金刚石的氧化反应机理。试验结果表明:烧结纯铝硼硅玻璃时,在1000 ℃以下,没有任何化学反应发生;烧结金刚石/铝硼硅玻璃复合材料时,温度高于814 °C后会发生体积膨胀、强度降低的现象;烧结温度780 ℃为最理想烧结温度,复合材料膨胀率约10%,抗折强度约39.0 MPa。在烧结温度不超过908.4 ℃时,金刚石和游离氧而非铝硼硅玻璃中的氧化物之间发生了氧化反应。
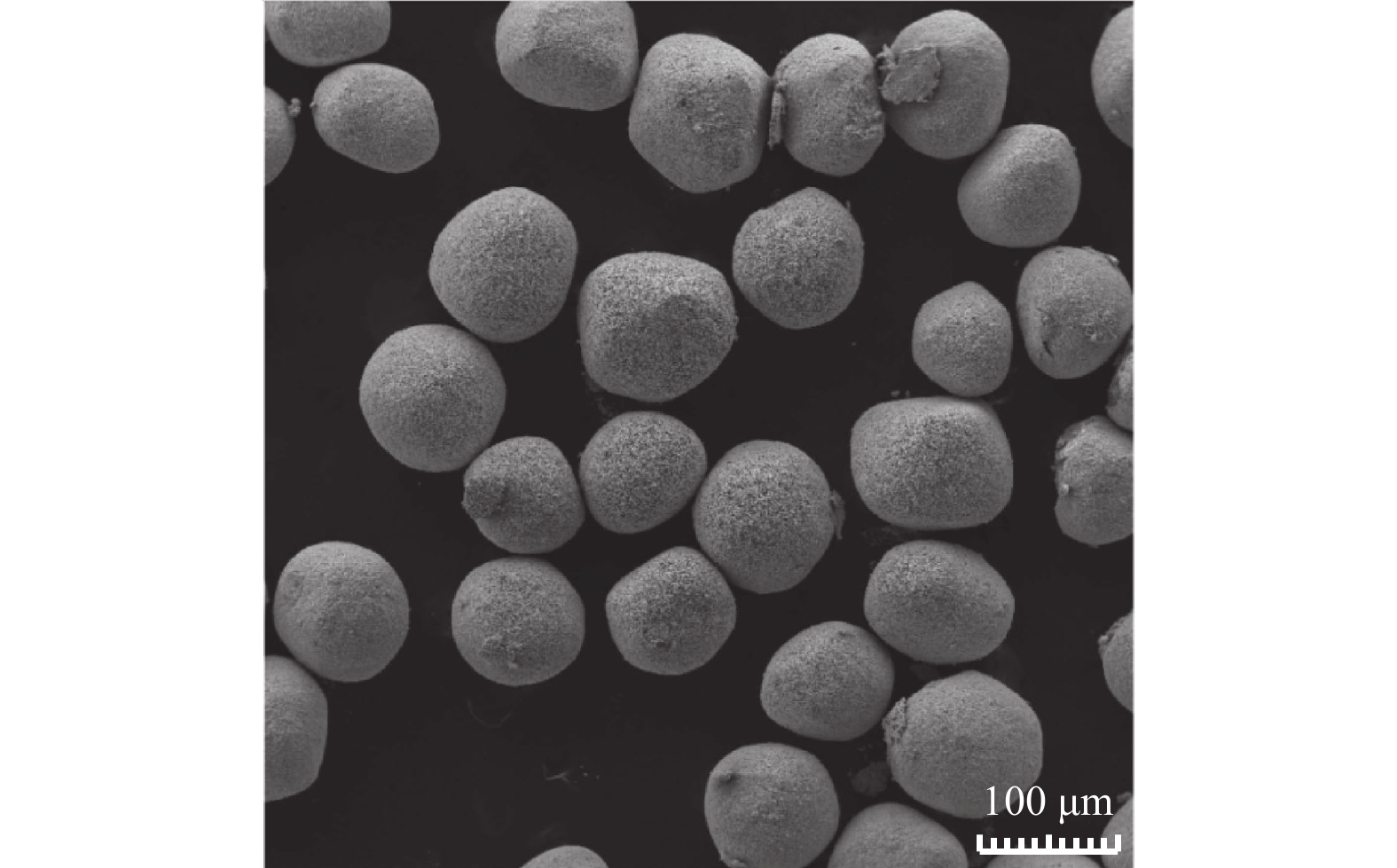
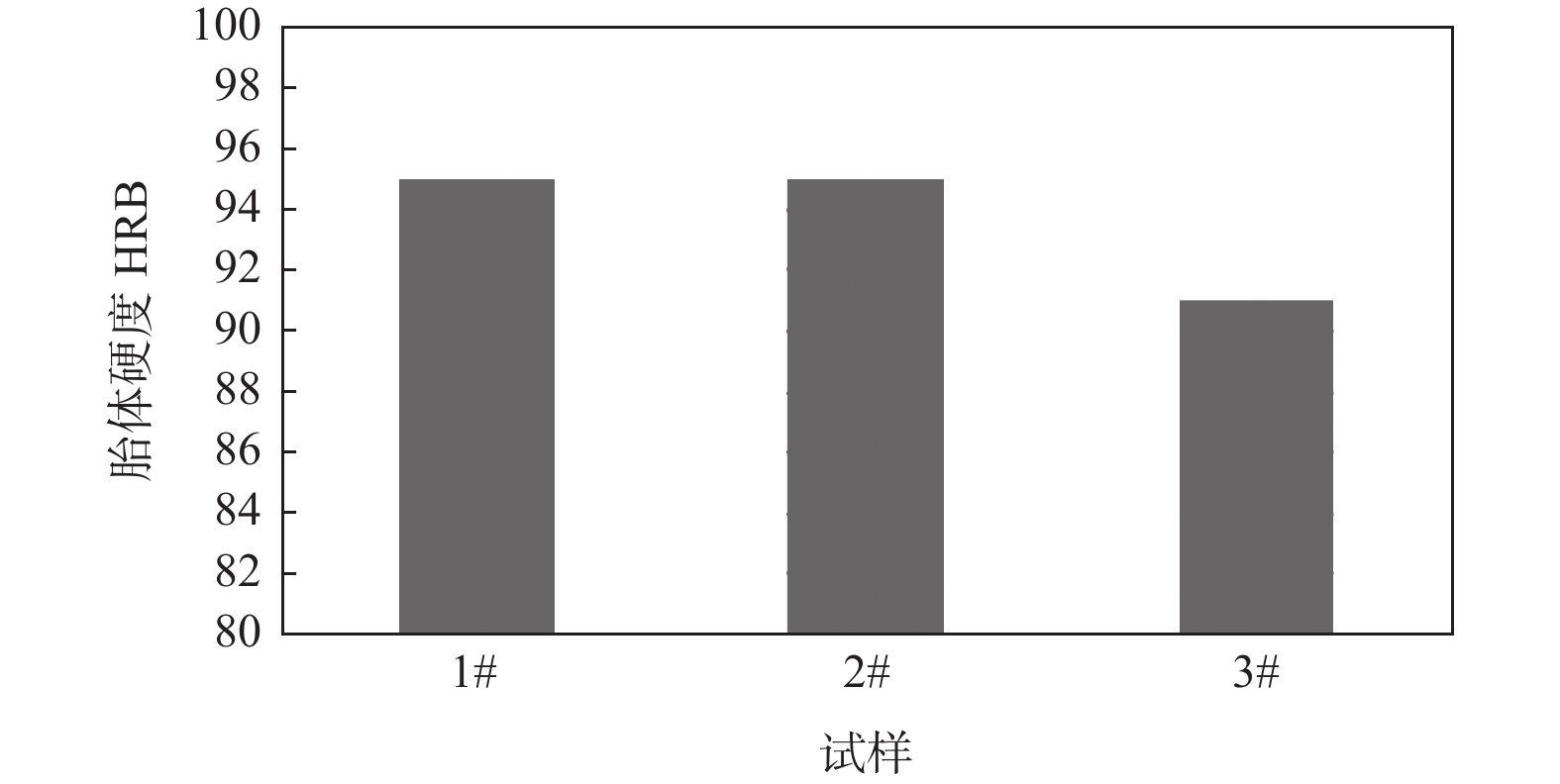
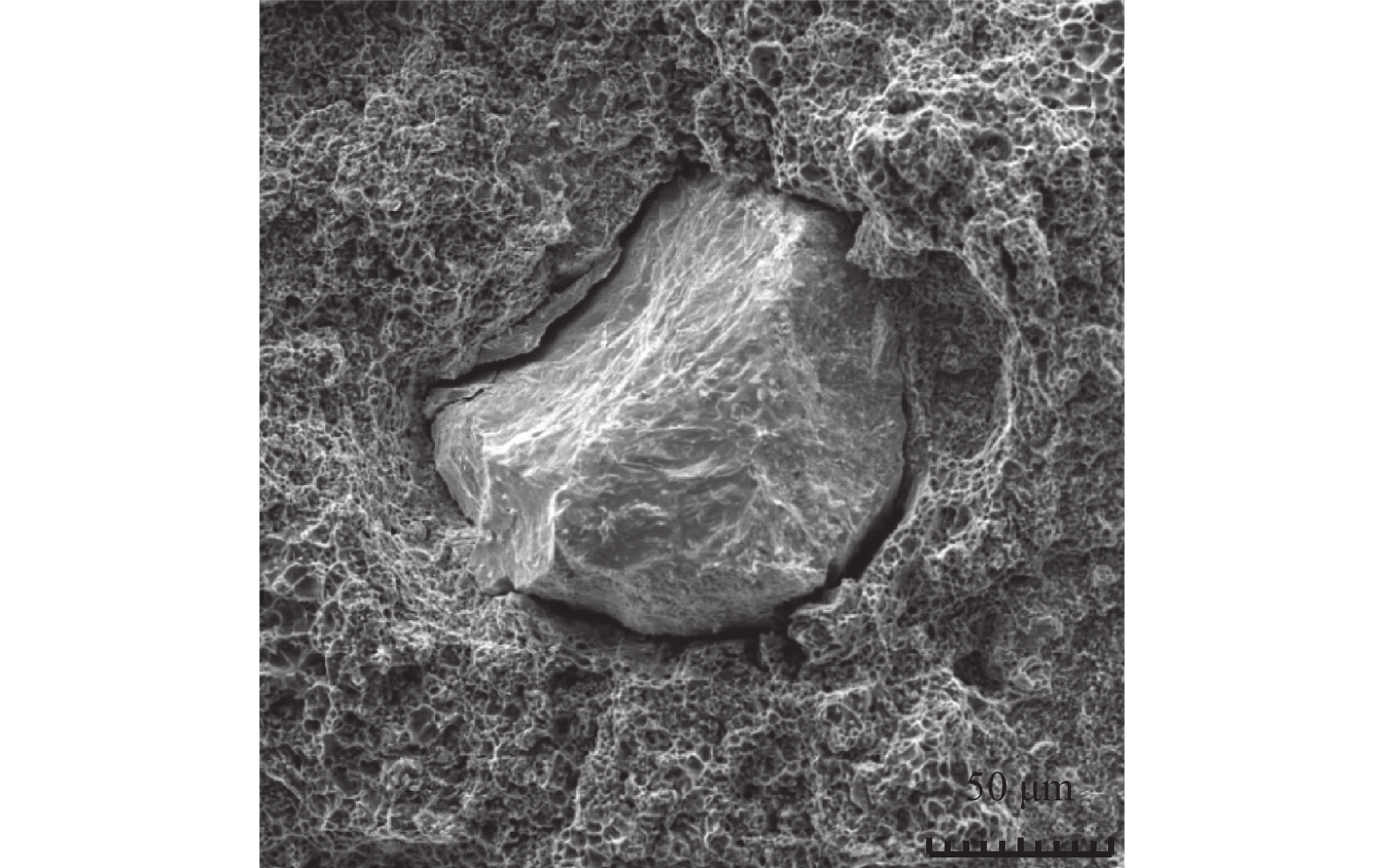
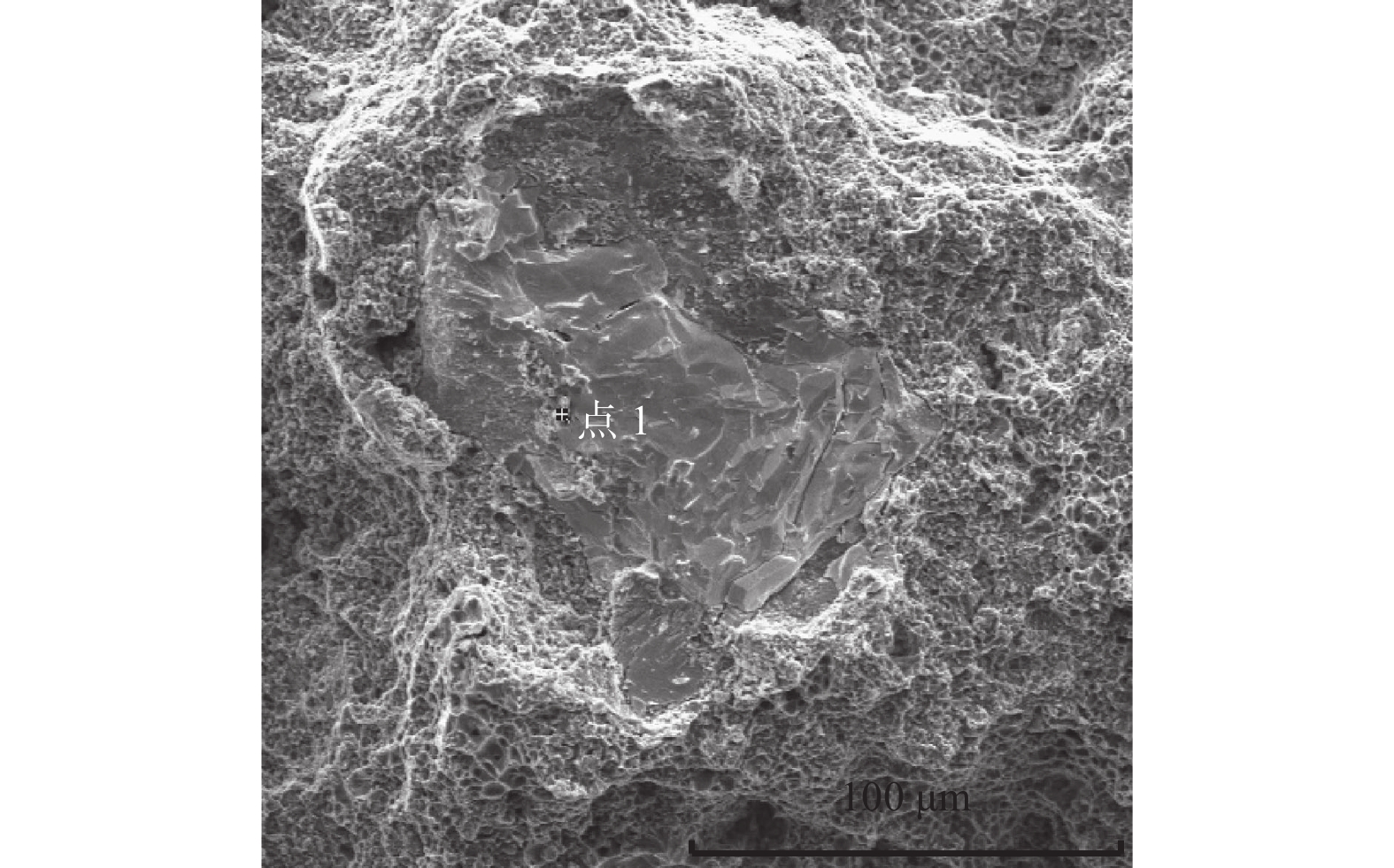
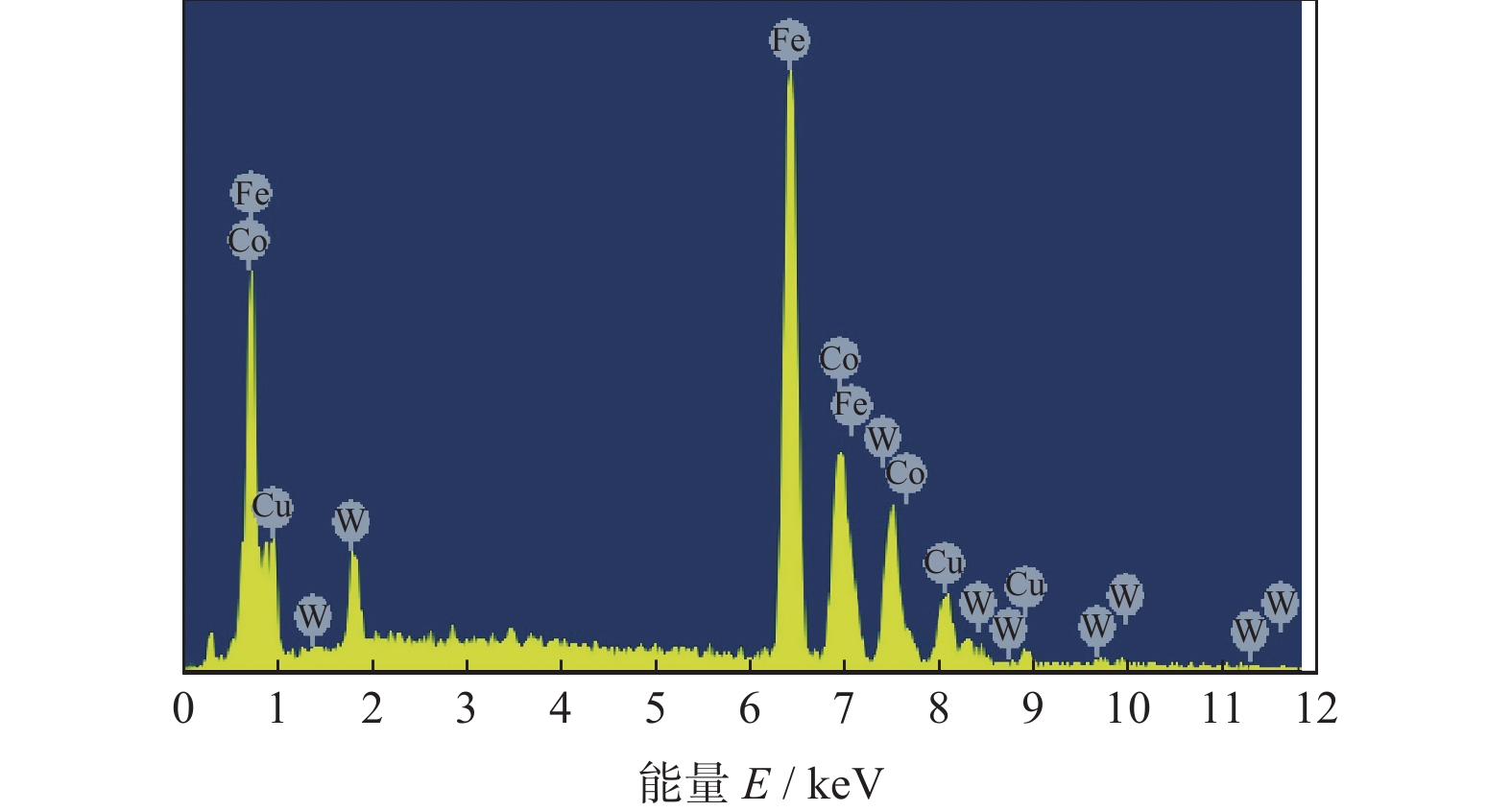
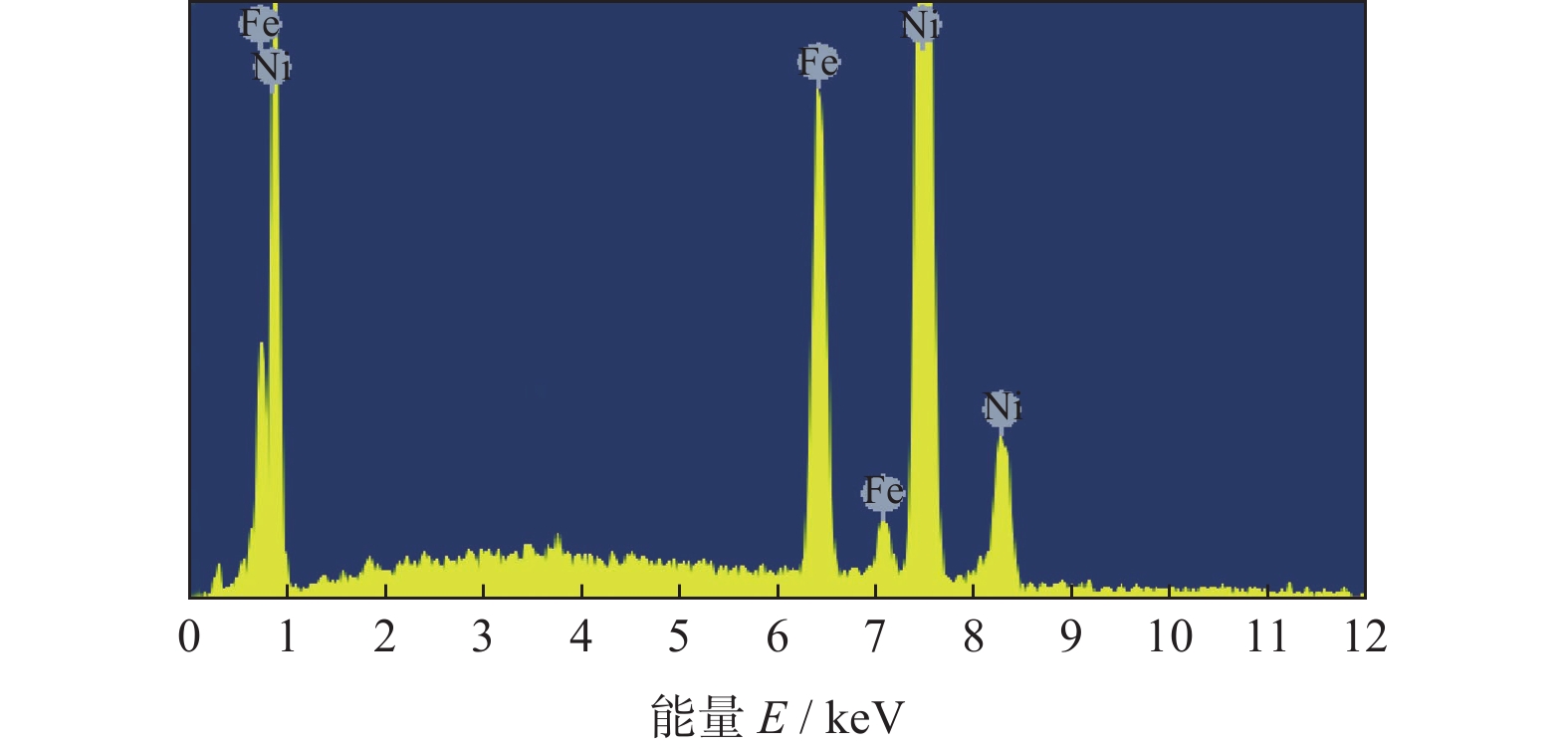
钴粉包覆的铸造WC颗粒在金刚石锯片中的应用
刘英凯
,
周洋
,
刘建刚
,
郝文龙
2022, 42(3): 379-383.
doi:
10.13394/j.cnki.jgszz.2021.0213
摘要
(
709
)
HTML
(
335
)
PDF 5732KB
(
44
)
施引文献
(
)
摘要:
对铸造WC、Co粉包覆铸造WC和Ni粉包覆铸造WC颗粒3种材料在金刚石锯片中的应用进行研究,探究其对金刚石锯片胎体机械性能、微观形貌及锯片切割性能的影响。结果表明:当3种材料与金属粉末的质量比都为3∶1时,形成的3种胎体的硬度相当。含Co粉包覆铸造WC的胎体抗弯强度最高,WC颗粒与胎体界面的结合最紧密,胎体显微组织最致密;含Ni粉包覆铸造WC的胎体的抗弯强度次之;仅加入铸造WC的胎体的抗弯强度最差。与仅加入铸造WC的锯片相比,Co粉包覆铸造WC应用到锯片中,其锯片的切割寿命最长,提高了40%。
新闻公告
更多>
矢志创新发展 建设科技强国
中国科协等21部门联合组织开展2024年全国科普日活动
关于公开竞聘2024—2025年度期刊副主编的通知
2024年高性能工具国重实验室公众开放日
会议通知
更多>
会议征文(第二轮通知) | 第二十三届中国磨粒技术学术会议CCAT 2025
第二轮(征文)通知
行业活动 | 2024金刚石产业大会
11月7日—11日
郑州
学术会议 | 中国刀协切削先进技术研究分会2024年华东区学术年会
11月15日—17日
黄山
学术会议 | 第十八届中日超精密加工国际会议
11月7日—9日
无锡
友情链接
更多>
×
Close
导出文件
文件类别
RIS(可直接使用Endnote编辑器进行编辑)
Bib(可直接使用Latex编辑器进行编辑)
Txt
引用内容
引文——仅导出文章的Citation信息
引文和摘要——导出文章的Citation信息和文章摘要信息
×
Close
引用参考文献格式


 摘要
摘要 HTML
HTML PDF 4303KB
PDF 4303KB 施引文献
施引文献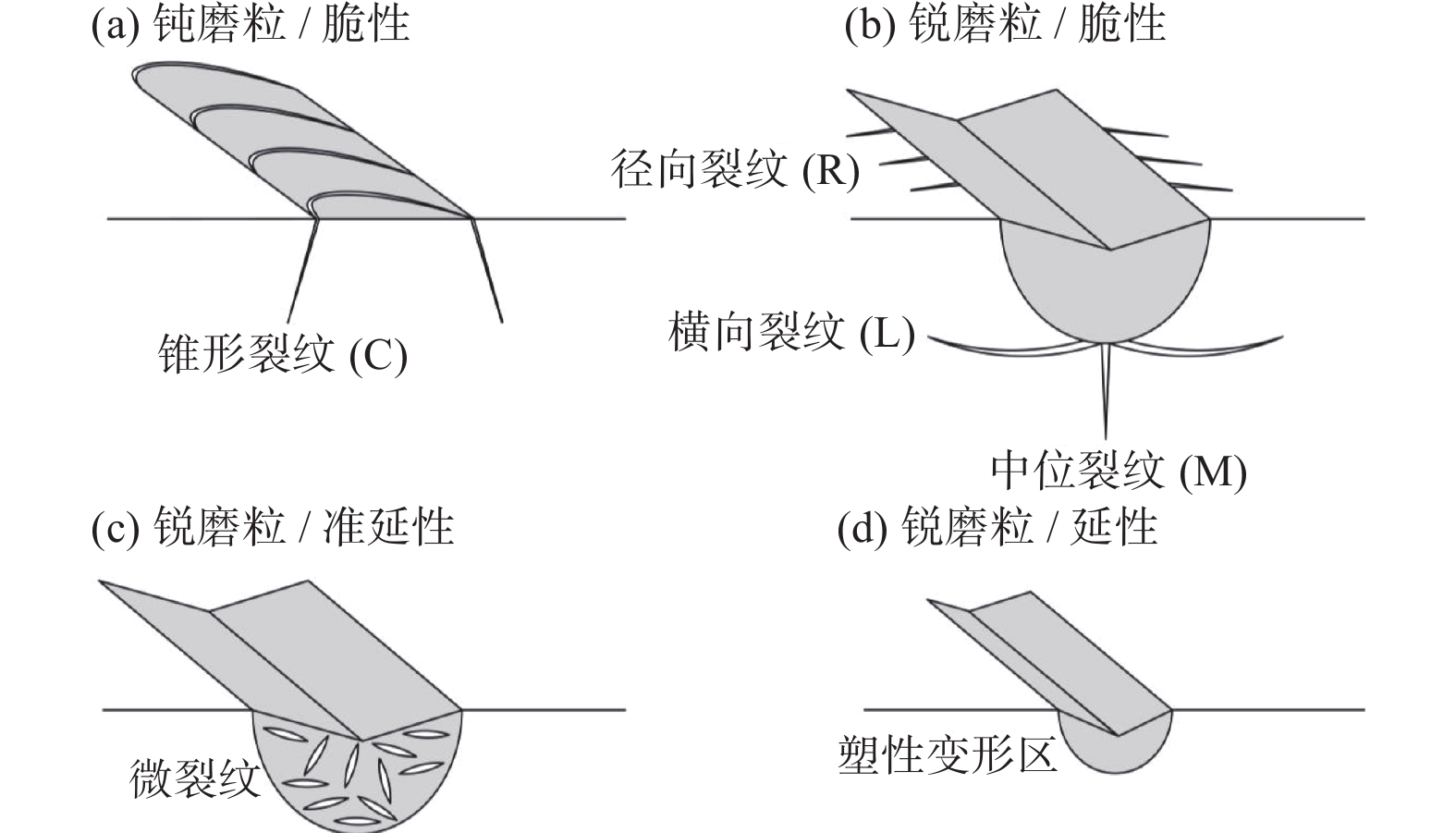








































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS