摘要:
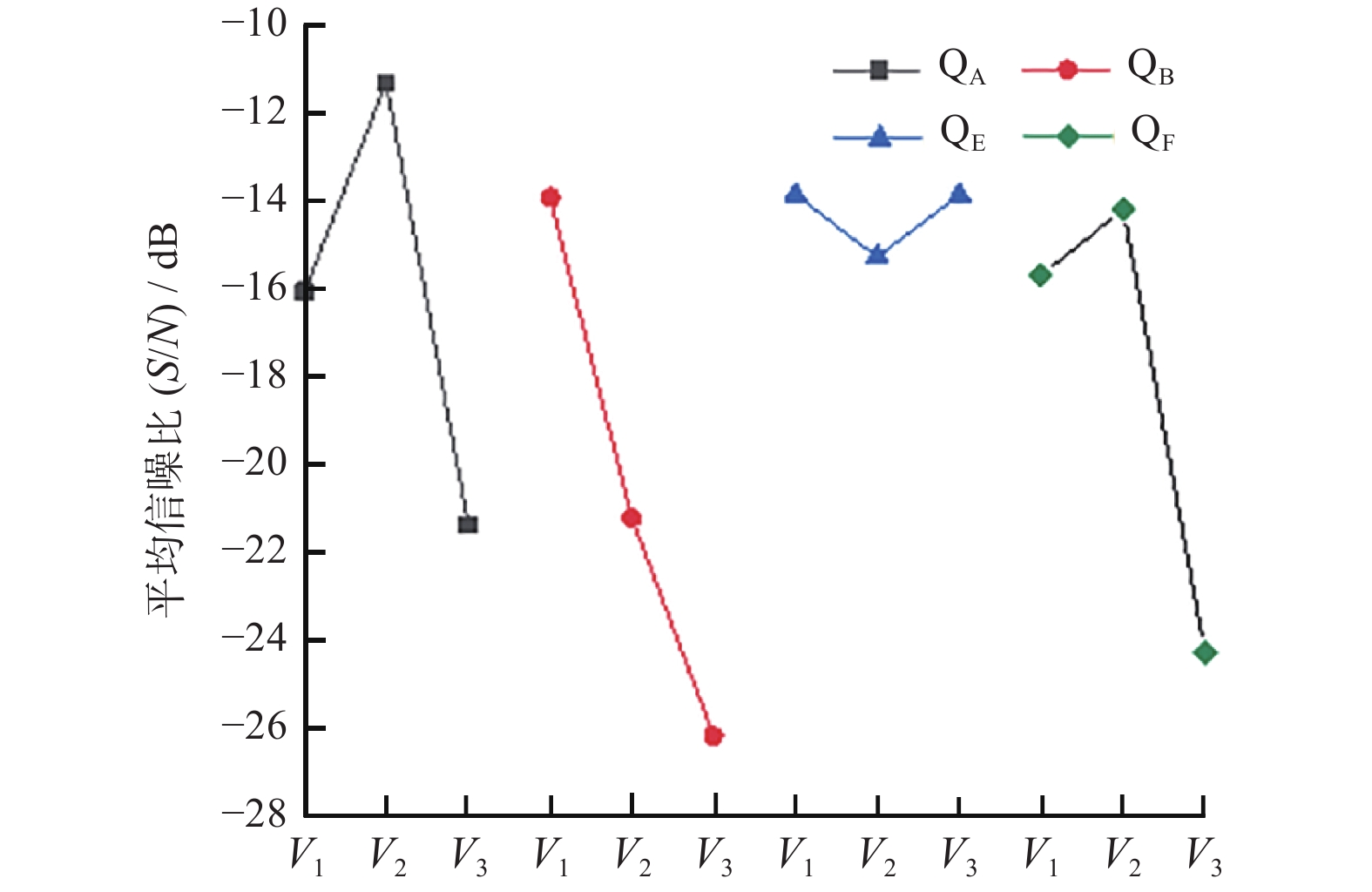
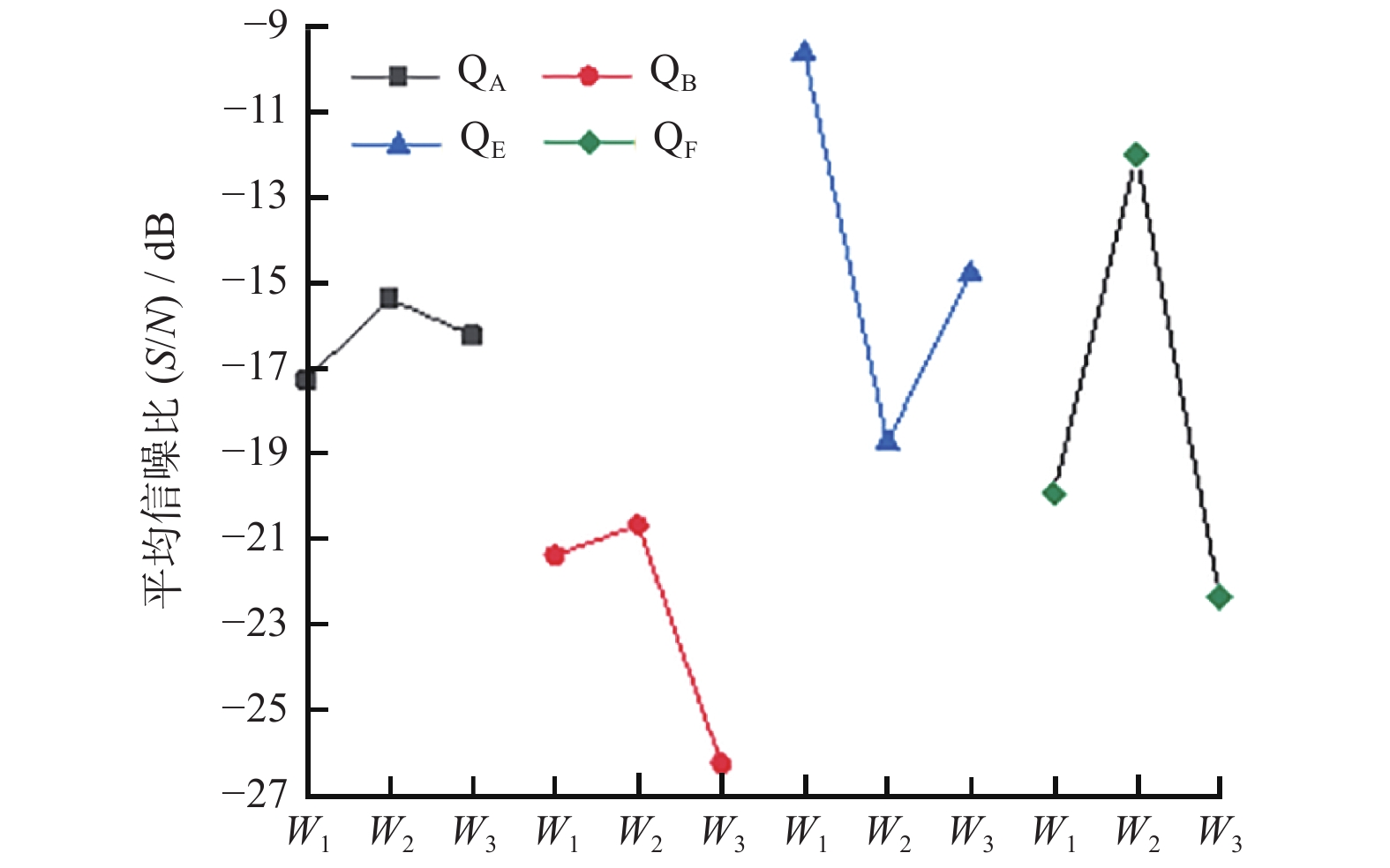
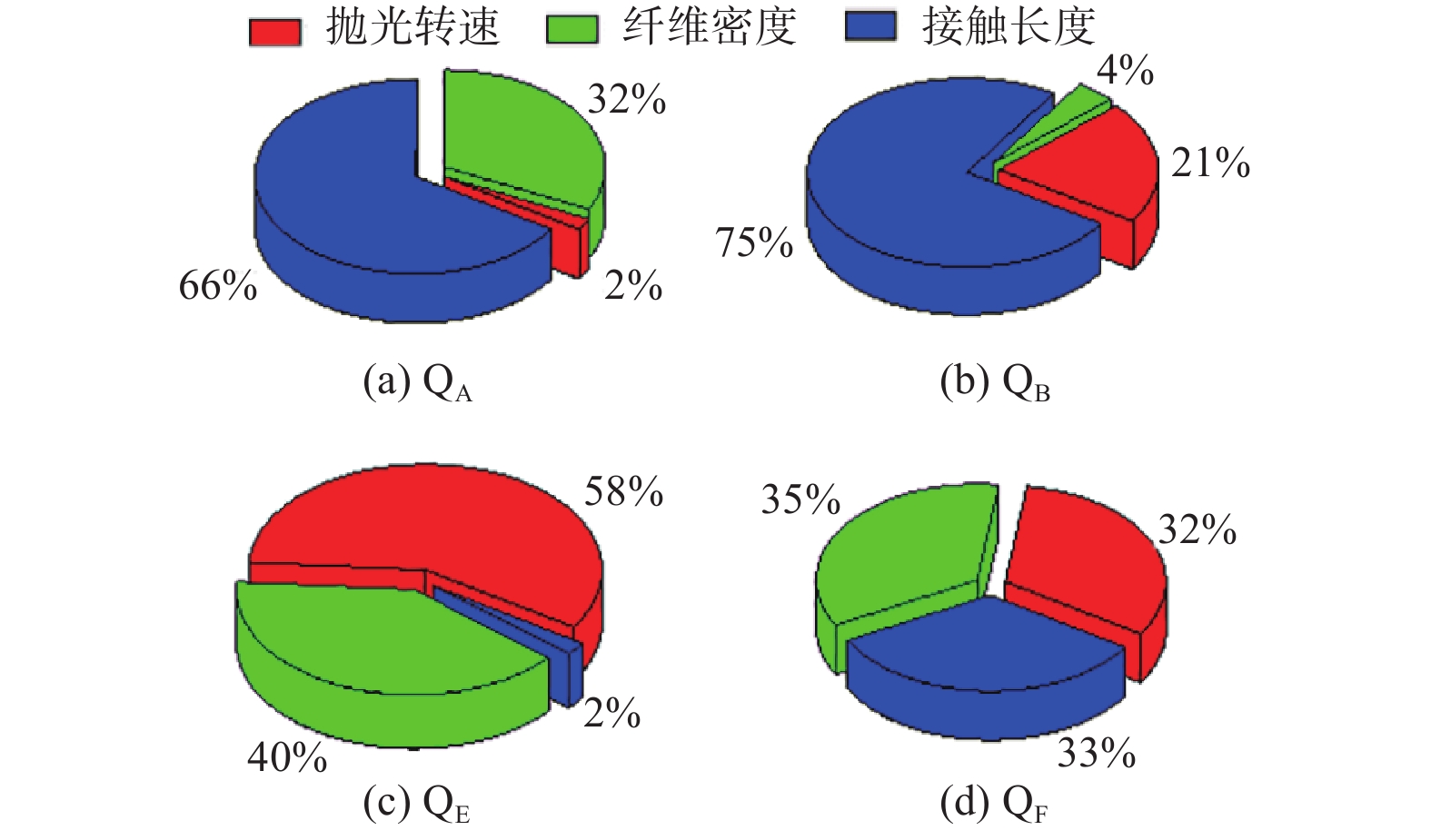
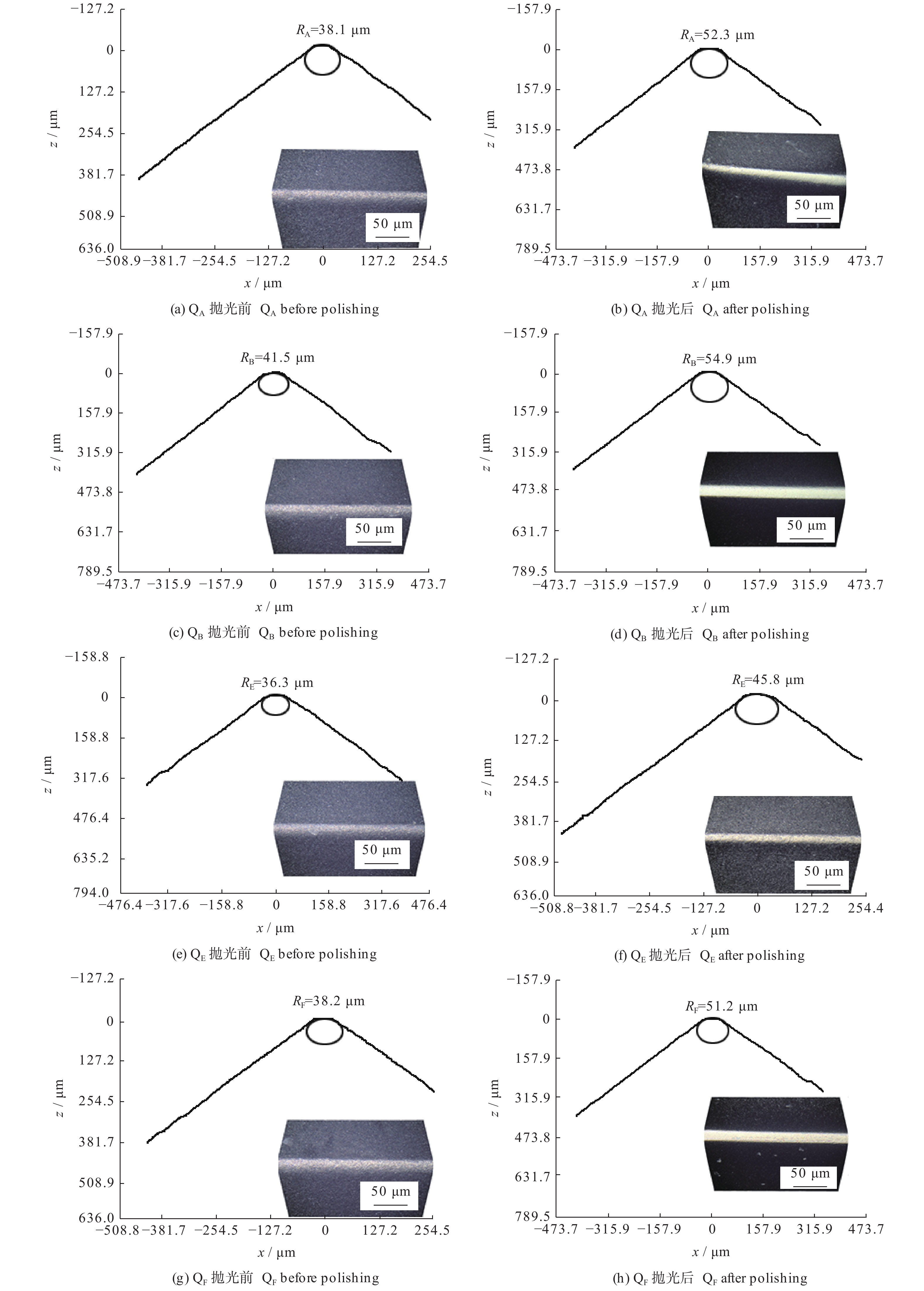
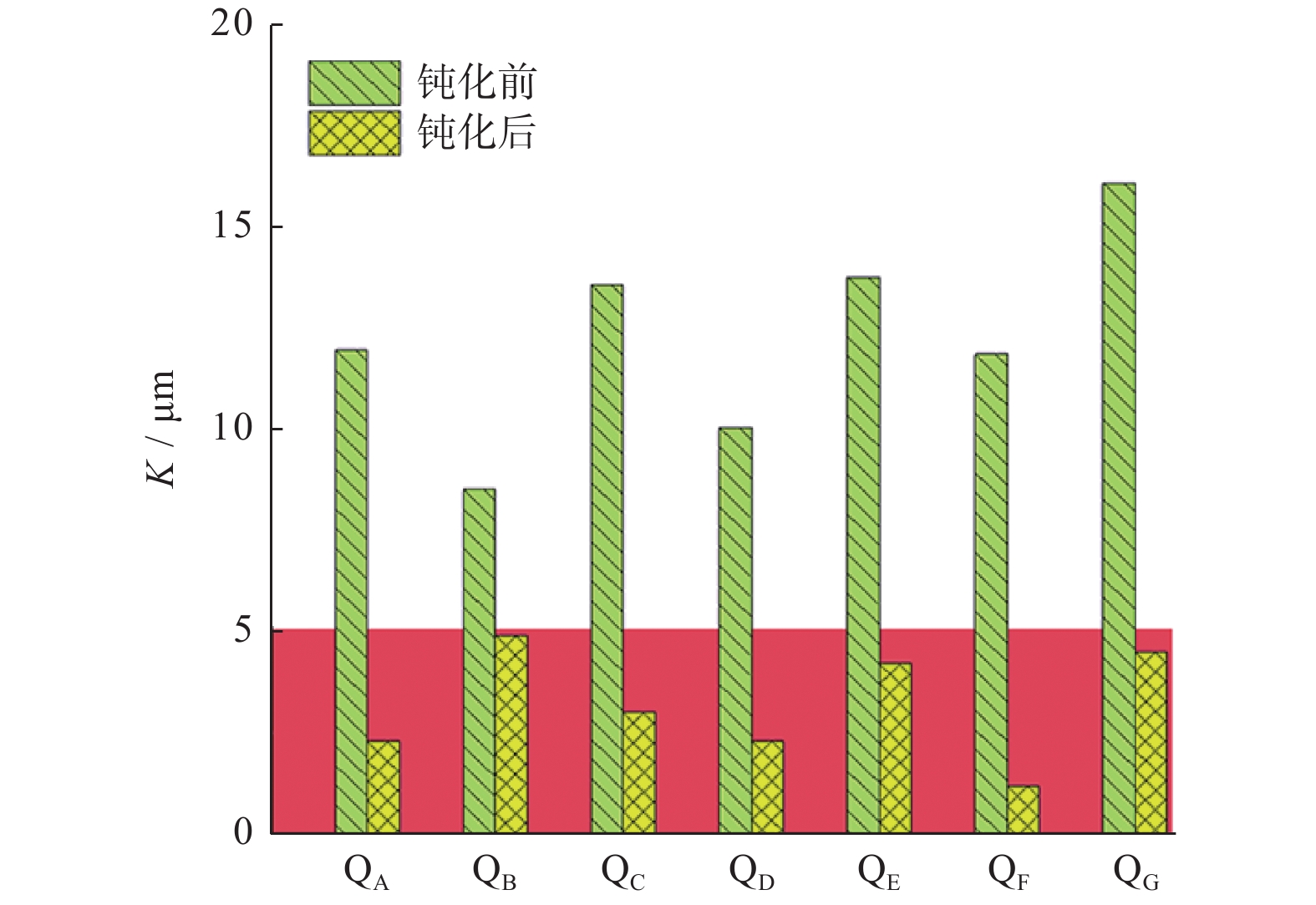
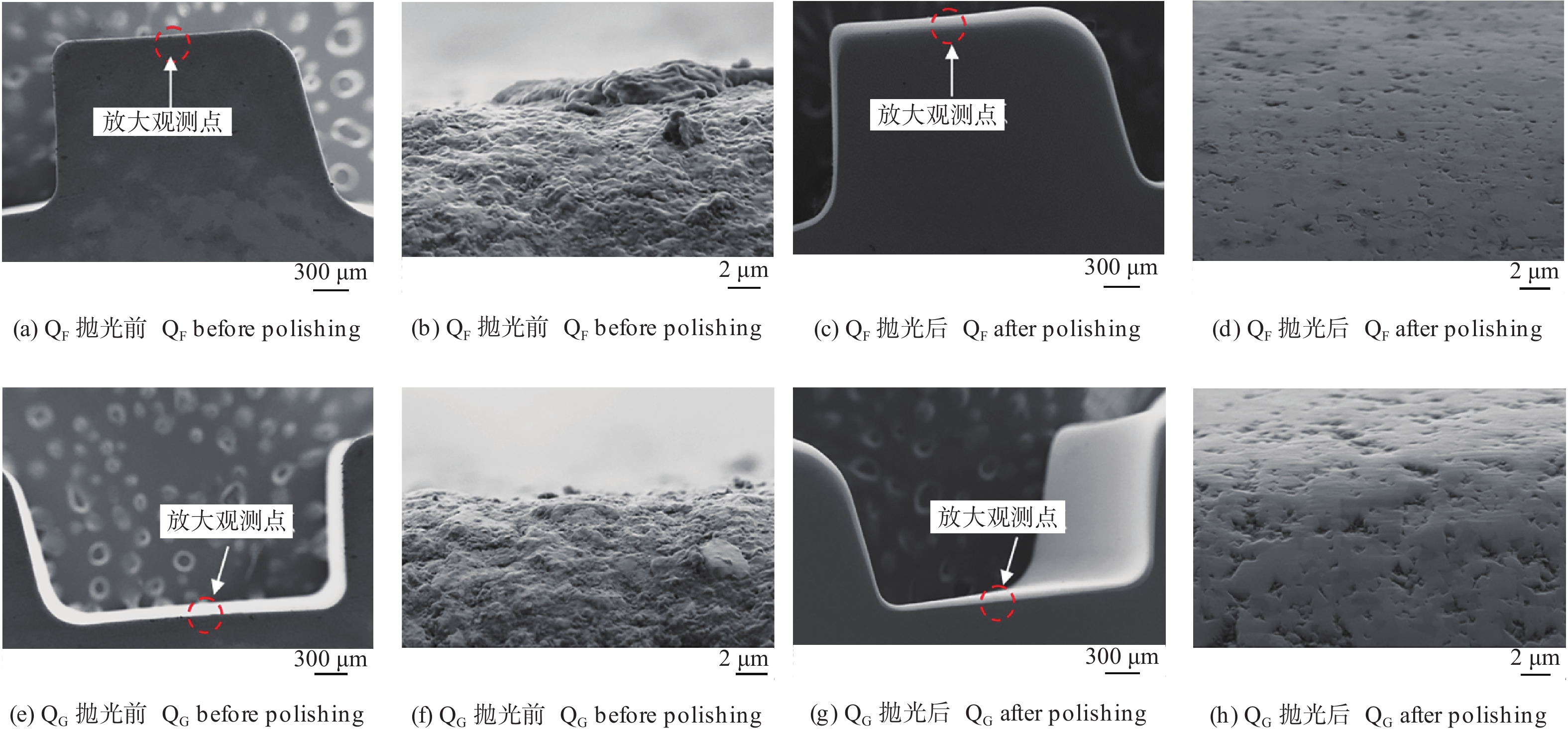
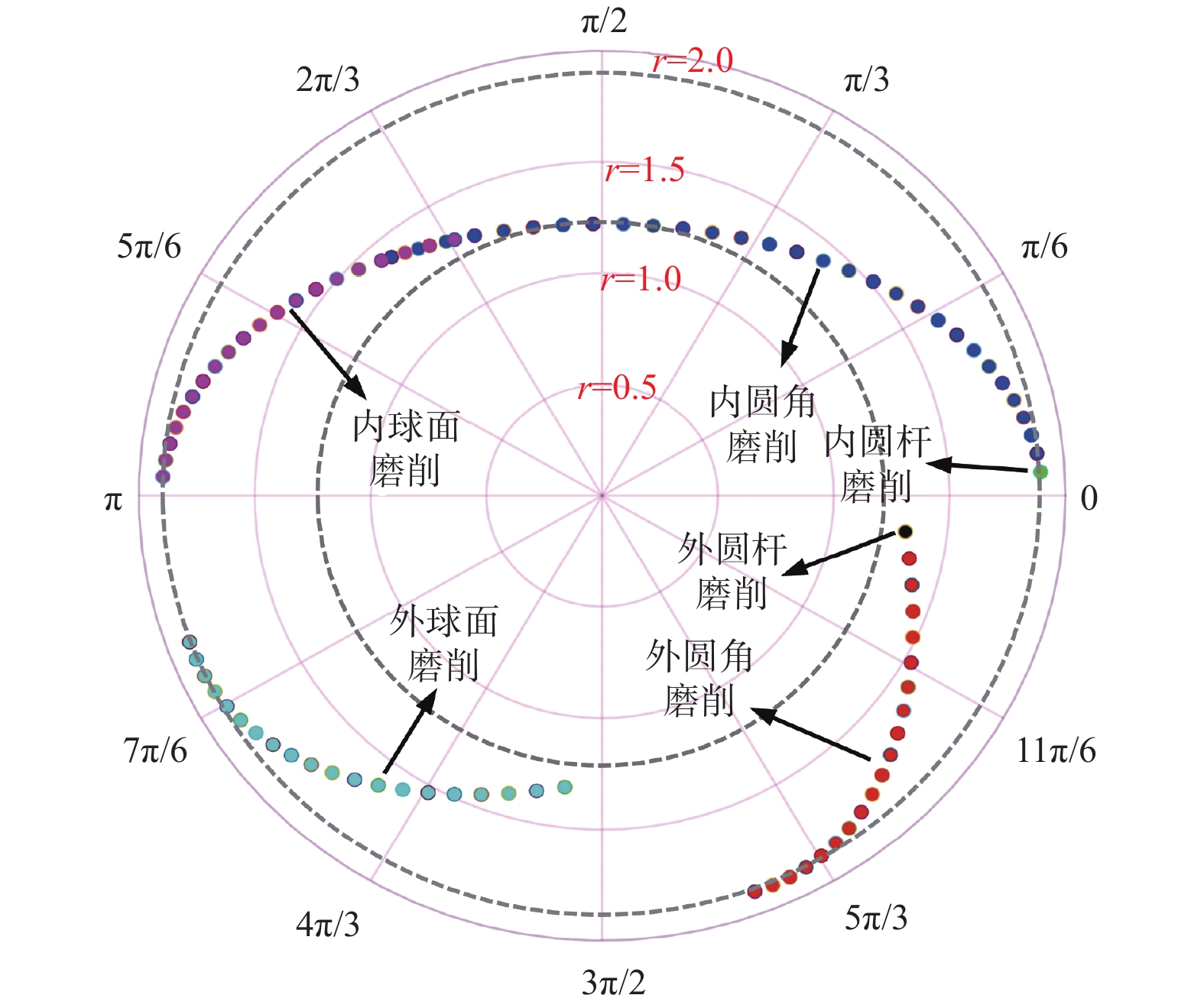
为实现硬质合金刀片复杂形状刃口的一致性钝化,提升刀片使用性能和寿命,采用柔性纤维辅助力流变抛光方法,利用非牛顿流体在剪切应力作用下的流变特性和柔性纤维的控流作用,对硬质合金刀片复杂形状刃口进行抛光。以刃口钝圆半径偏离值K为评价指标,用田口法分析抛光转速、纤维密度、纤维与刀片接触长度等工艺参数对刃口钝圆半径及其一致性的影响,并采用方差分析法评估各因素的权重,综合抛光参数对不同位置切削刃的影响,得到的最优工艺参数组合为纤维密度为200~250 根/cm2,接触长度为4 mm,抛光转速为55 r/min。在最优工艺参数组合下抛光10 min,7个切削刃的钝圆半径均能达到(50.0±5.0) μm的钝化要求,且其切削刃表面粗糙度Ra从(118.00 ± 10.00) nm降至(9.35 ± 0.75) nm,刃口完整无缺陷。


 摘要
摘要 HTML
HTML PDF 3892KB
PDF 3892KB 施引文献
施引文献









































 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS